Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано для получения отверстий, щелей и пазов в тонкостенных деталях.
Определенные трудности в технологии машиностроения вызывает получение отверстий, пазов, щелей в тонкостенных деталях, так как при механической обработке последние легко деформируются.
Это сказывается в наибольшей степени при обработке труднообрабатываемых деталей. При этом не допускается наличие заусенцев, образующихся при изготовлении тонкостенных деталей резанием или штамповкой.
Известен способ электроэрозионной обработки отверстий, щелей в тонкостенных деталях (см. кн. Размерная электрическая обработка металлов, Б.А.Артамонов, А.Л.Вишницкий, Ю.С.Волков, А.В.Глазков. - М.: Высшая школа, 1978 - с.145-151).
Существенными недостатками известного способа являются износ электрода-инструмента, а следовательно, и низкая точность обработки, низкое качество обработанной поверхности, сложность изготовления электрода-инструмента, необходимость использования дорогостоящего и сложного оборудования и, как следствие, снижение производительности.
Известен способ электрохимической обработки, при котором между обрабатываемой деталью и катодом размещают токопроводящий трафарет со сквозными просечками по форме прошиваемых фигур и подсоединяют его к положительному полюсу источника тока (см. а.с. №1484503, МКИ4 В 23 Н 3/00, 9/14). Данный способ позволяет осуществлять формообразование в тонколистовых материалах конусных отверстий, щелей с заданными геометрическими характеристиками.
Однако при обработке данным способом для каждой детали необходим новый трафарет, т.е. для обработки последующей детали необходимо изготовить другой трафарет и заменить его в техоснастке на отработанный, что ведет к снижению производительности процесса.
Задачей настоящего изобретения является повышение производительности процесса электрохимической обработки деталей.
Поставленная задача достигается тем, что в способе электрохимической обработки отверстий, щелей, имеющих фигурное поперечное сечение, в тонколистовых заготовках с использованием трафарета со сквозными просечками последний выполняют из упругого эластичного материала, а обработку осуществляют с переменным усилием прижатия катода к трафарету.
Широкое распространение в технологии машиностроения нашел способ электрохимической обработки по трафарету (см. кн. Маркирование и клеймение. В.Ф. Красников, Е.Л. Петриковский. М.: Машиностроение. - 1973 – с.102-111), при котором между обрабатываемой деталью и катодом помещают диэлектрический трафарет. Обработка данным способом конусных отверстий, щелей с заданными геометрическими параметрами (например, конусность обрабатываемых щелей, отверстий) невозможна.
В предлагаемом способе обработку осуществляют также электрохимическим способом через трафарет со сквозными просечками в проточном электролите. Однако трафарет выполняют из упругого эластичного материала, а обработку осуществляют с переменным усилием прижатия катода к трафарету. Данный способ позволяет осуществлять электрохимическое формообразование конических отверстий, щелей в тонкостенных деталях с заданными геометрическими характеристиками при многократном использовании трафарета.
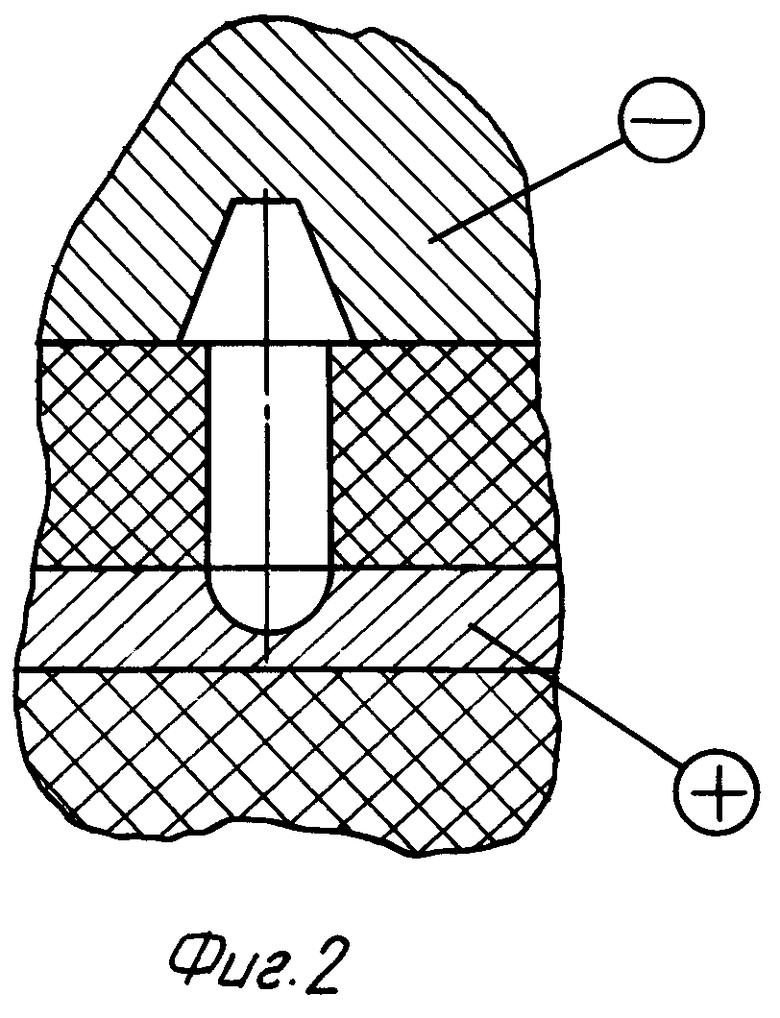
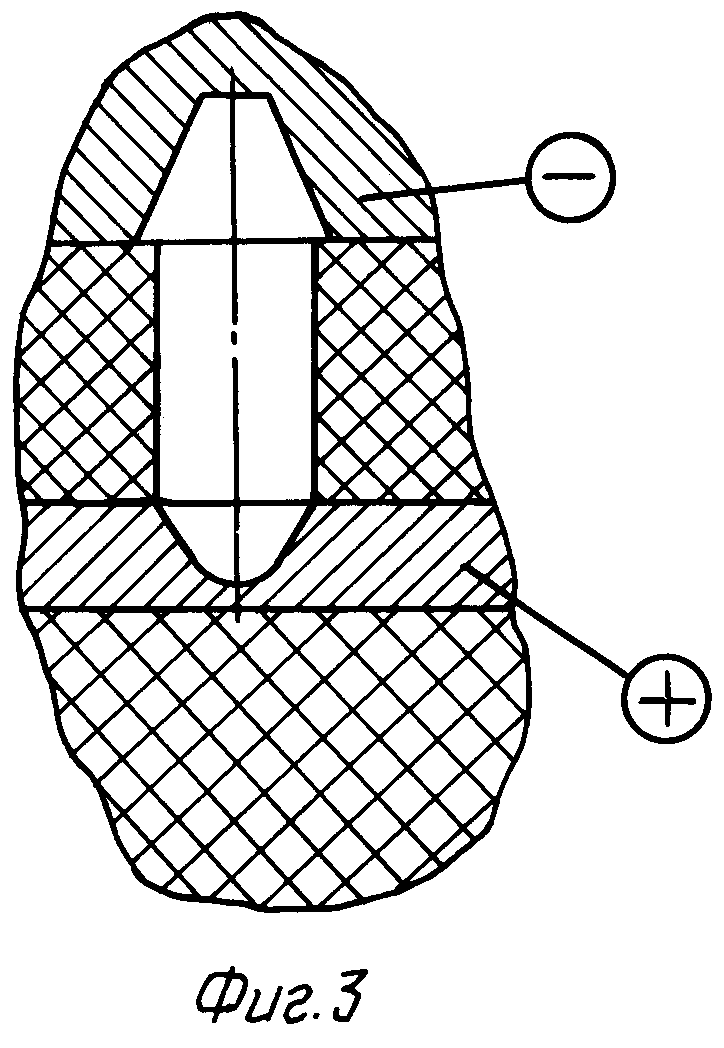
На фиг.1-4 изображена схема электрохимического формообразования на различных этапах обработки.
Схема обработки содержит катод 1, в котором выполнены каналы 2 для прокачки электролита, трафарет 3, изготовленный из эластичного упругого материала, например из резины, со сквозными просечками 4, обрабатываемую деталь 5, стол 6.
Предлагаемый способ осуществляется следующим образом.
Обрабатываемую деталь 5 устанавливают на стол 6 и подсоединяют к положительному полюсу источника технологического напряжения. Трафарет 3, в котором выполнены сквозные просечки 4, плотно прижимают с заданным усилием к обрабатываемой детали 5 катодом 1, подсоединенным к отрицательному полюсу источника технологического напряжения.
В результате упругой деформации трафарета при прижатии его катодом 1 к обрабатываемой детали 5 и столу 6 толщина трафарета уменьшается, а его площадь увеличивается, а следовательно, площадь сквозных просечек уменьшается. Затем последовательно осуществляют прокачку электролита в каналах 2 катода 1 и включают источник технологического напряжения. Растворение обрабатываемой поверхности будет осуществляться в местах просечек 4. В процессе обработки уменьшают усилие прижатия катода 1 к трафарету 3, отводя его в направлении от обрабатываемой поверхности, в результате чего увеличивается площадь сквозных просечек, а следовательно, и площадь обрабатываемой поверхности детали 5. Следовательно, время воздействия процесса анодного растворения на обрабатываемые участки детали будет различно, т.к. площадь просечек будет изменяться в процессе обработки.
Таким образом, съем материала с обрабатываемой поверхности будет максимальным в центре просечек на их первоначальной площади и уменьшаться от центра к периферии просечек, что позволяет осуществлять электрохимическое формообразование конусных отверстий, щелей в тонкостенных деталях. Сочетая электрические и гидродинамические параметры обработки со скоростью изменения усилия прижима катода 1 к трафарету 3, можно управлять, например, конусностью прошиваемых отверстий, щелей. Данный трафарет можно использовать многократно, без замены в техоснастке.
Следовательно, предлагаемый способ позволяет увеличить срок службы трафарета и увеличить производительность процесса.
Пример конкретного выполнения. Проводилось электрохимическое прошивание отверстий в образцах из нержавеющей стали. Обработка осуществлялась на установке для электрохимическою маркирования УЭМ-15. В качестве электролита использовался 10%-ный раствор нитрата натрия. Толщина обрабатываемых образцов составляла 0,4 мм. Трафарет изготавливался из резины толщиной 2 мм. Диаметр отверстий в трафарете в его свободном состоянии составлял 1,5 мм. Усилие прижима катода к трафарету подбиралось экспериментально и регулировалось посредством винтовой пары. Напряжение на электродах составляло 22 В. Замер профилей отверстий под микроскопом после разрезания образцов вдоль осей показал, что полученные методом электрохимической прошивки отверстия выполнены в виде конуса.
Таким образом, предлагаемый способ электрохимического прошивания позволяет получать конусные отверстия, щели в тонкостенных деталях при многократном использовании трафарета.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки | 1987 |
|
SU1484503A1 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| Способ электрохимического гравирования и устройство для его осуществления | 1986 |
|
SU1445876A1 |
| Устройство для электрохимической обработки | 1987 |
|
SU1511032A1 |
| Устройство для электрохимической обработки | 1991 |
|
SU1808550A1 |
| Способ электрохимической обработки | 1987 |
|
SU1484502A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| Способ электрохимического маркирования | 1980 |
|
SU891303A1 |
| Устройство для электрохимического прошивания | 1988 |
|
SU1620229A2 |
| Способ двусторонней электрохимической обработки отверстий в листовых деталях | 1988 |
|
SU1569127A1 |

Изобретение относится к электрохимическим методам обработки и используется для получения отверстий, щелей и пазов в тонкостенных деталях. На обрабатываемую деталь накладывают трафарет со сквозными просечками, выполненный из упругого эластичного материала. Обработку осуществляют с переменным усилием прижатия катода к трафарету. Это позволит повысить производительность процесса электрохимической обработки деталей, так как не требуется замена трафарета для обработки следующей детали. 4 ил.

Способ электрохимической обработки отверстий, щелей, имеющих фигурное поперечное сечение в тонколистовых заготовках с использованием трафарета со сквозными просечками, отличающийся тем, что трафарет выполнен из упругого эластичного материала, а обработку осуществляют с переменным усилием прижатия катода к трафарету.
| Способ размерной электрохимической обработки | 1987 |
|
SU1484503A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК | 1996 |
|
RU2169645C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2023552C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Способ электрохимической обработки | 1990 |
|
SU1839126A1 |
| Способ электрохимической струйной обработки | 1991 |
|
SU1815045A1 |
| Способ электрообработки отверстий малого диаметра | 1991 |
|
SU1808553A1 |
| Массотеплообменный аппарат | 1979 |
|
SU858855A1 |

