Изобретение относится к области электрофизическим и электрохимическим, методам и предназначено для электрохимического прсниивания отвертий различного профиля.
Известна конструкция электродаинструмента для электрохимического
прошивания отверстий, содержащая.,
металлический полый стержень с изолированной боковой поверхностью. Такая конструкция предполагает проток электролита через центральное отверстие, торцовый зазор и боковой зазор, образуемый боковой поверхностью электрода со.стенками обрабатываемого отверстия 4J.
Данной конструкции присущи следуадие недостатки:
1.По мере углубления электродаинструмента возрастает длина пути электролита в боковом зазоре, возрастает соответственно гидравлическое сопротивление бокового зазора, что приводит к изменению гидродинамического режима в рабочем зазоре, изменению поперечных размеров прошиваемого отверстия, т.е. и погрешностям формы.
2.В силу рассеивания тока в электролите стенки отверстия после
прохойодения рабочего формообразующего пояска на электроде находятся п.од действием токов весьма малой плотности при наличии интенсивного перемешивания потоком электролита, нагретого до повышенных температур в рабочем зазоре. Данные .факторы составляют условия для низкого качества поверхности отверстия, раст0равливания по границам зерен.
3. При прошивании глубоких отверстий малого диаметра вследствие малой жесткости и поперечных вибраций электрода происходят короткие эа№л5кания, приводящие к разрушению электрода и браку изделия.
Цель изобретения - упрощение изготовления .электрода-инструмента.
поставленная цель достигается тем,
0 что предварительно выполняют канавки на поверхности полого металлического стержня, заполняют канавки легкоплавким сплавом, наносят изоляционное покрытие и затем выплавляют
5 сплав из канавок.
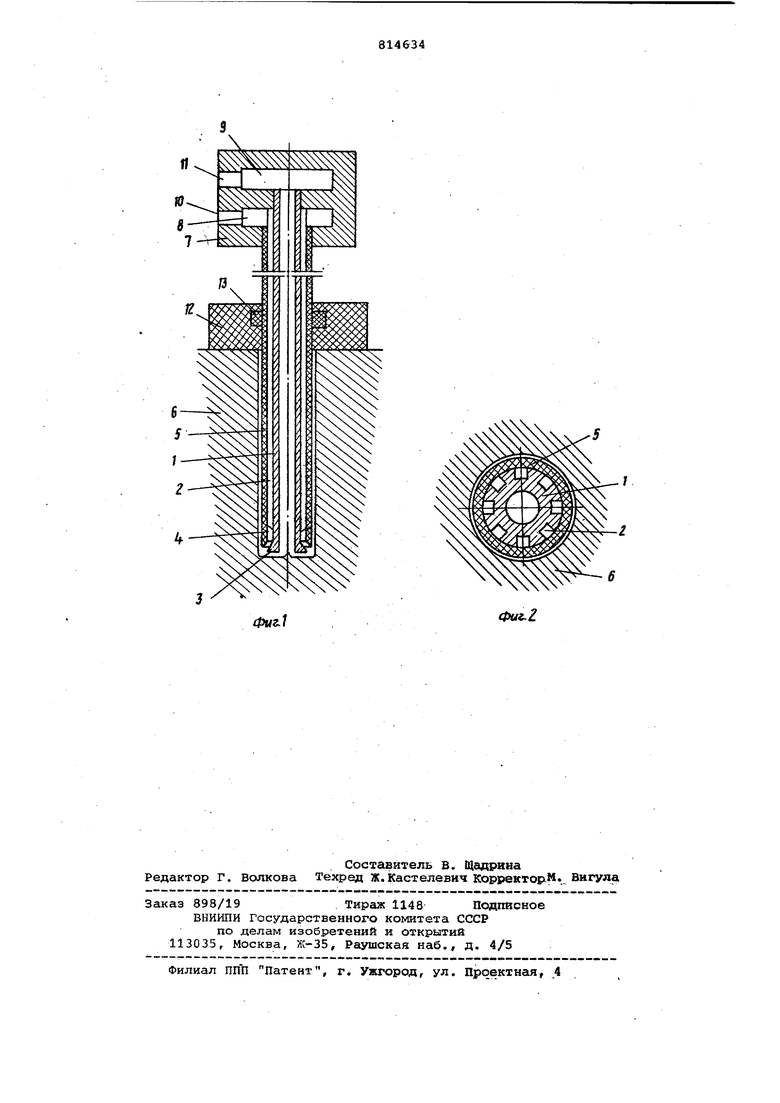
На фиг. ,1 изображен диаметральный разрез предлагаемого устройства/ на фиг. 2 - поперечный разрез.
Основной элемент электродного
0 у-стройства для электрохимического
прошивания или протягивания выполнен в виде полого металлического стержня (трубки) 1, на наружной поверхности которого выполнены продольные или винтовые пазы 2 для протока электролита. Стержень 1 имеет переднюю формообразующую чисть, т.е. рабочий поясок 3 и кольцевую канавку 4. Стержень 1 охвачен изоляционным слоем (трубкой) 5, наружная по-, верхность которого образует со стенкой отверстия изделия 6 гарантированный зазор (сопряжение по свободной посадке). Стержневая часть электродного устройства крепится к камере 7 с двумя разобщенными -между, собой камерами 8 и 9, соединенными с системой циркулирования электролита отверстиями 10 и 11. Направление стержневой части электродного устройства производится кольцом 12, а герметизация - уплотнительнЕлм кольцом 13. Электролит протекает в устройстве через отверстие 10, 8, пазы 2, межэлектродный промежуток , центральное отверстие стержня 1, камеру -9 и отверстие 11. Кольцевая канавка 4, служит для выравнивания потока по периметру межэлектродного промежутка. При любой глубине внедрения электрода-инструмента в тело изделия траектория и длина потока электролита остается -неизменной, чем обеспечивается гидросопротивление тракта потока электролита и постоянство гидродинамического режима и скорости протока электролита Это в свою очередь обеспечивает стабильность размеров обрабатываемой поверхности при условии обеспечения стабильности других параметров. Изоляционный слой экранирует сфортушрованную поверхность изделия, исключая растравливание токами рассеяния Этому способствует отсутствие протока электролита через зазор между поверхностыб изделия и изоляцией, Изоляционная трубка имеет диа.метр больший, чем диаметр рабочего формообразующего пояска, чем обеспечивается центрирование и направление
стержневой части устройства, исключаются поперечные колебания, контактирование и короткие замыкания рабочего пояска с обрабатываемой поверхностью.
Для обеспечения токоподвода к стержню 1 запрессовывают последний в отверстие камеры, а токоподвод производят к камере, выполняемой из металла, например нержавеющей стали. Электрод-инструмент изготавливают следующим образом.
На наружной поверхности полого металлического стержня (например, на нержавеющей стали) фрезеруют и вытачивают канавки, заливают последние легкоплавким сплавом (Вуда) , протачивают и подготавливают под . изоляционное покрытие наружную поверхность стержня наносят это покрытие и затем выплавляют залитый сплав,
0 Технико-экономическая эффективность предлагаемого устройства определяется повышением точности и качества обработанной поверхности, повышением надежности процесса благодаря исключению коротких замыканий, по периферии.
Формула изобретения
Способ изготовления электрода-, инструмента с изолированной боковой поверхностью для размерной электрохимической обработки, при котором производят заполнение легкоплавким материалом предварительно изготовленной полости, о т л и ч а ю щ и йс я тем, что, с далью упрощения изготовления электрода-инструмента, на боковой поверхности его тела ме0 каническим путем изготавливают продольные канавки и после заполнения их легкоплавким материалом, наносят изоляционное покрытие, после чего выплавляют сплав из канавок,
Источники информации ,
принятые во. внимание при экспертизе
1, Авторское свидетельство СССР № 320361, кл. В 23 Р 1/12, 1964.
Ж
fl
Фиг.1
фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для электрохимической обработки | 1980 |
|
SU979067A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| Устройство для электрохимической обработки | 1980 |
|
SU895603A1 |
| Электрод-инструмент для электрической обработки отверстий малого диаметра и способ его изготовления | 1990 |
|
SU1710240A1 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1068250A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Электрод-инструмент для электрохимического прошивания отверстий | 1980 |
|
SU973277A1 |
| Способ электрохимического формирования плоских элементов печатной схемы и способ изготовления электрода для способа его осуществления | 1980 |
|
SU946873A1 |
| Электрод-инструмент для электрохимической прошивки отверстий | 1986 |
|
SU1511030A1 |