1
Изобретение относится к области станкостроения и может найти нрименение в оптикошлифовальных станках при обработке профильных деталей с большой длиной контура.
Известен способ обработки на оптико-шлифовальном станке, при котором перемещают относительно друг друга закрепленную на столе деталь и шлифовальный круг с рабочей поверхностью требуемой кривизны, а также совмеш,ает на экране в процессе обработки полученное с помош;ью объектива увеличенное изобралсение контура детали с изображенным на экране увеличенным совмещенным чертежом в виде чередующихся участков обрабатываемого профиля, соответствующнх по длине размеру изображения на экране 1.
Однако при таком способе необходима перестановка заготовки относительно экрана при обработке профильных деталей с большой длиной контзфа, что уменьщает производительность и точность обработки.
Для улучшения условий ориентании круга относительно контура обрабатываемой детали предлагаемым способом обработку видямого на экране участка контура детали нро1 зводят при совместном перемещении стола и экрана с объективом относительно ориеитируемого вокруг нентра кривизны рабочей поверхности шлифовального круга, а перед обработкой находящегося вне поля зрения объектива участка обрабатываемого профиля перемещают экран с объективом относительно ненодвижиого стола до совмещения коина получаемого на экране изображення контура обработанного участка детали с началом изображенного на экране участка совмещенного чертежа, соответствующего находящемуся вне поля зрення объектива участку обрабатываемого ирофиля.
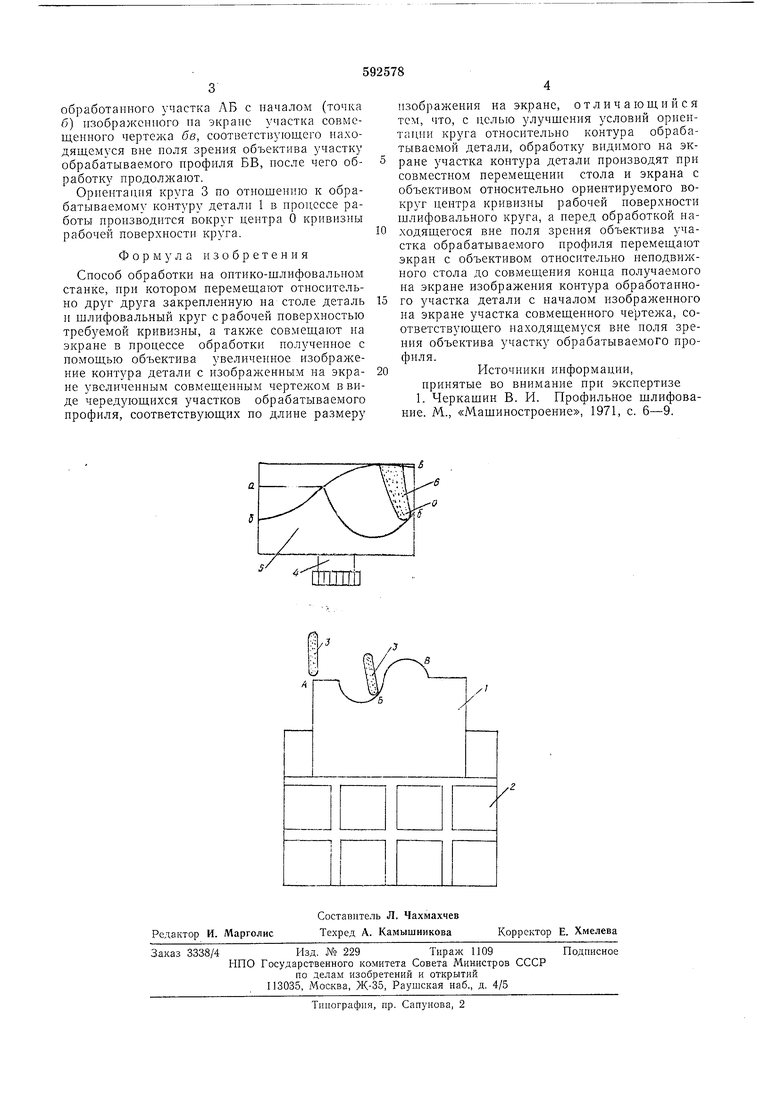
На чертеже представлена схема, поясняющая сущность нредлолсенного способа.
Деталь 1 устанавливают на столе 2, который во время обработки перемещают относительно шлифовального круга 3 совместно с объективом 4 и экраном 5, на котором номещают увеличенный совмещенный чертеж в внде чередующихся участков обрабатываемого профиля, соответствующих по длине размеру изображения на экране (участки аб, бв).
На экране 5 с помощью объектива 4 получают также изображенне 6 шлифовального круга.
При обработке участка АБ круг 3 из по.тожения а переходит в крайнее положение б соответствующего участка совмещенного чертежа аб, за которым начинается зона вне ноля зрения объектива 4. В этом положеиии экран 5 с объективом 4 перемещают относительно ненодвнл ;ного стола 2 до совмещения точки б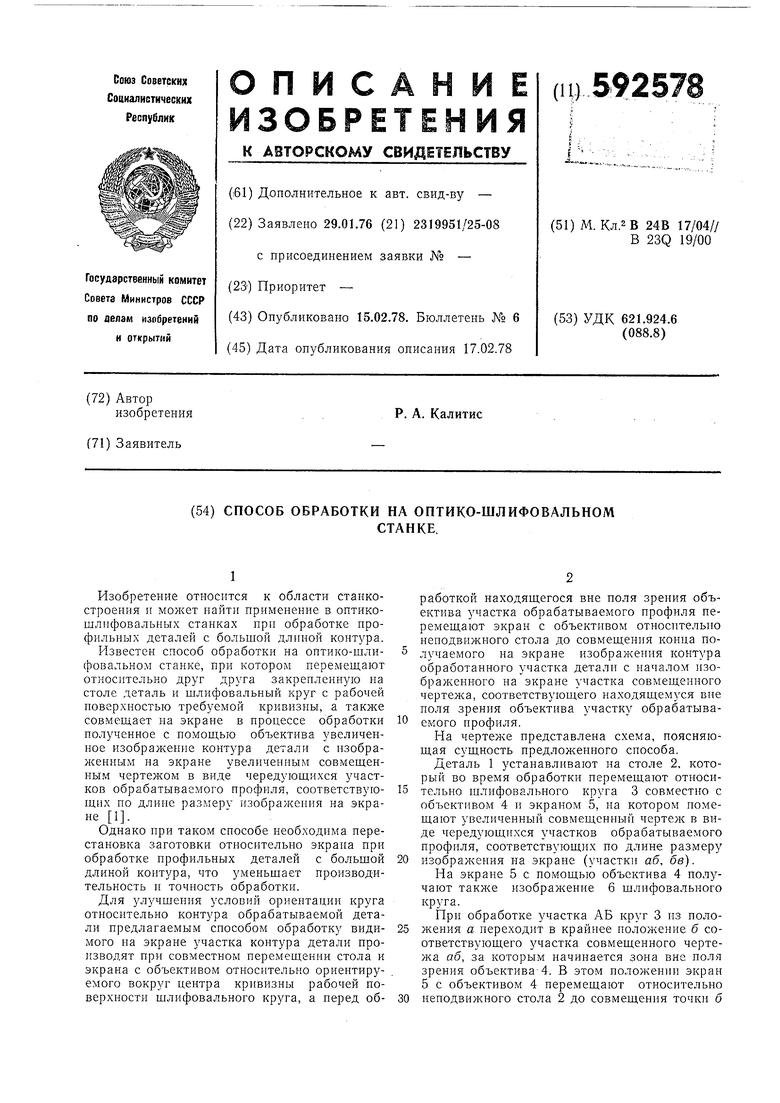
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки на оптикошлифовальном станке | 1975 |
|
SU582949A1 |
| Проектор к плоскошлифовальному станку | 1976 |
|
SU571363A1 |
| ЭКСПРЕСС-СПОСОБ ВЫБОРА ПАРАМЕТРОВ ШЛИФОВАНИЯ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА МИКРОРЕЗАНИЕМ ЕДИНИЧНЫМ ЗЕРНОМ В МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ | 2014 |
|
RU2597444C2 |
| СПОСОБ ВЫБОРА ОПТИМАЛЬНЫХ РЕЖИМОВ ШЛИФОВАНИЯ ДЕТАЛИ | 2013 |
|
RU2569606C2 |
| Оптический профилешлифовальный станок | 1982 |
|
SU1057260A2 |
| Оптический профилешлифовальный станок | 1978 |
|
SU763072A1 |
| Оптический профилешлифовальный станок | 1975 |
|
SU554138A1 |
| Профилешлифовальный станок | 1988 |
|
SU1773689A1 |
| СПОСОБ СОВМЕЩЕНИЯ ДЕТАЛИ, ЧЕРТЕЖА И ИНСТРУМЕНТА В ОПТИКОШЛИФОВАЛЬНОМ СТАНКЕ | 1972 |
|
SU343831A1 |
| Способ визуального наблюдения и контроля процесса механической обработки | 2017 |
|
RU2672966C1 |
