(54) БЛОК УПРАВЛЕНИЯ СТАПЕЛЬНЫМ ТРАНСПОРТИРУЮЩИМ УСТРОЙСТВОМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Блок управления стапельным транспортирующим устройством | 1978 |
|
SU758448A1 |
| Устройство для бокового выравнивания стапеля листов в самонакладах | 1978 |
|
SU901219A1 |
| Устройство для разбора стопы листовогоМАТЕРиАлА | 1975 |
|
SU848455A1 |
| Устройство для автоматического подъема стапеля | 1978 |
|
SU770976A1 |
| ДЕФЕКТОСКОП-СНАРЯД ДЛЯ ВНУТРИТРУБНОГО ОБСЛЕДОВАНИЯ ТРУБОПРОВОДОВ | 1993 |
|
RU2069288C1 |
| ПРИЕМНО-ВЫВОДНОЕ УСТРОЙСТВО ДЛЯ ПЕЧАТНЫХ МАШИН | 1973 |
|
SU368160A1 |
| ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО К СТАПЕЛЕПРИЕМНИКУ И СТАПЕЛЕПРИЕМНИК В САМОНАКЛАДЕ И В ВЫВОДНОМ УСТРОЙСТВЕ ЛИСТОВОЙ ПЕЧАТНОЙ МАШИНЫ | 1992 |
|
RU2066671C1 |
| Щуп-сопло с кулачково-пневматическим приводом | 1982 |
|
SU1291522A1 |
| Способ формирования судна из блоков на стапеле и устройство для транспортирования и установки этих блоков | 1983 |
|
SU1104050A1 |
| Устройство для управления перемещением изделия на роликовом конвейере | 1989 |
|
SU1720964A1 |
1
Изобретение относится к полиграфической промышленности и предназначено для управления стапельным транспортирующим устройством, например, для крупноформатных самонакладов с плоским стапелем.
Известен блок управления стапельным транспортирующим устройством, содержащий приводы с постоянной и регулируемой скоростями подачн основного стапеля, датчик высоты стапеля и генератор напряжения, через аналоговый регулятор скорости подключенный к приводу с регулируемой скоростью нодачи основного стапеля 1.
Недостаток известного блока управления заключается в том, что регулирование скорости транспортирования изделий производится без учета их толщины, что снижает производительность траиспортирующего устройства.
С целью повыщения производительности транспортировки и расщирения диапазона регулирования предлагаемый блок управления снабжен регулируемым приводом скорости подачи вспомогательного стапеля корректором скорости подачи регулируемых приводов основного и вспомогательного стапелей в зависимости от толщины транспортируемых изделий, состоящим из синхронизатора, связанного через логический блок, сервопривод и
потенциометр с аналоговым регулятором скорости, датчиком положения основного стапеля и двумя датчиками положения вспомогательного стапеля, а датчик высоты стапеля выполнен в виде рычажного щупа, установленного в зоне съема транспортируемого изделия, и индуктивного преобразователя, электрически связанного с логическим блоком причем регулируемый привод скорости подачи вспомогательного стапеля соединен с двумя датчиками положения вспомогательного стапеля и с выходом аналогового регулятора скорости, а датчик положения основного стапеля нодключен к приводам с постоянной и регулируемой скоростями подачи основного стапеля.
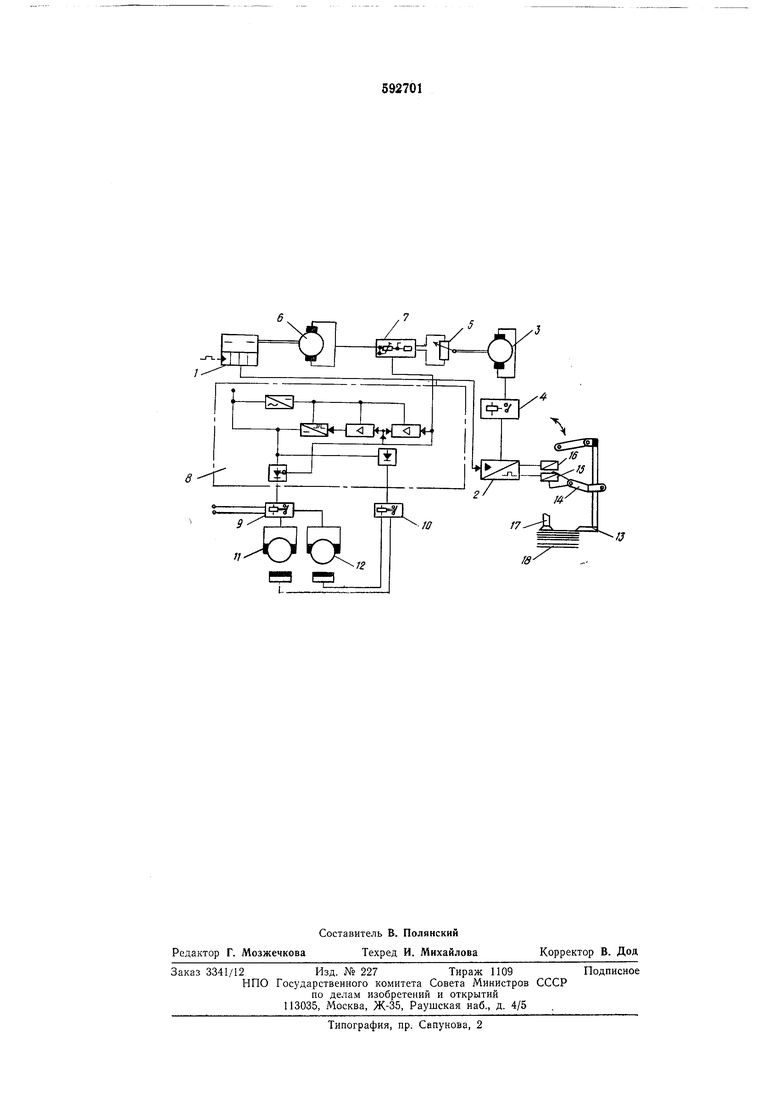
На чертеже изображена блок-схема управления транспортирующим устройством.
Блок управления состоит из корректора
скорости иодачи основного и вспомогательного стапелей в зависимости от толщины транспортируемых изделий, содержащего синхронизатор 1, логический блок 2, сервоиривод 3, релейный элемент 4 и потенциометр 5. Генератор напряжения 6 механически связан с синхронизатором 1 и электрически - с мостовой схемой 7, выход которой подключен к
аналоговому (например, тиристорному) регулятору скорости 8. В свою очередь регулятор скорости 8 иосредством контакторов 9 н 10 подключен к приводам 11 основного и 12 вспомогательного стапелей.
Датчик высоты стапеля, изменение которой вызывается колебаниями толщины транспортирующих изделий, выполнен в виде рычажного щупа 13, имеющего флажок 14, положение которого контролируется с помощью индуктивного преобразователя, имеющего чувствительные элементы 15 и 16. С помощью насадки 17 осуществляется съем транснортнруемых изделий 18.
Устройство работает следующим образом.
Перемещение основного станеля осуществляется с помощью привода, имеющего постоянную скорость (прнвод на чертеже не показан. Для отключения нерегулируемого и регулируемого приводов 11 основного стапеля служит датчик положения основного стапеля (на чертеже не показан). Отключение указанных приводов необходимо после снятия всех изделий основного станеля. Прн этом нроисходит включенне регулируемого привода 12 вспомогательного станеля, положение которого контролируется с помощью двух датчиков (датчики на чертеже не показаны). Понятия основного и вспомогательного станелей условны, так как процесс подачи н траиспортировки изделий происходит непрерывно.
Если в процессе съема и транснортировки изделий оказывается, что толщина нзделнй не изменяется, т. е. рычажный щуп 13 н его флажок 14 занимают положение, показанное на чертеже, то выход логического блока 2 равен О, реле 4 выключено, а следовательно, обесточен и сервопривод 3. При этом сопротивление потенциометра 5 не изменяется и приводы 11 или 12 питаются постоянным по величине напряжением от аналогового регулятора 8.
Если происходит изменение толщины транспортируемых изделий, то изменяется и положение флажка 14 рычага 13 относительно чувствительных элементов 15 и 16 индуктивного иреобразователя. Комбинация сигнала от этих элементов поступает в логический блок 2, который в момент снятия одного изделия получает размыкающий сигнал на корректнровку скорости приводов 11 или 12 от синхронизатора 1, механически связанного с валом генератора напряжения 6. В момент нолучения разрешающего имнульса происходит включение реле 4 от логического блока 2.
В зависимости от знака сигнала рассогласования, определяемого увеличением или уменьшением толщины изделий, сервопривод 3 уменьшает или увеличивает величину сопротивления потенциометра 5, включенного в мостовую схему 7, питаемую постоянным напряженпем от генератора напряжения 6. Измене ние выходного напряжения, снимаемого с выхода мостовой схемы, воздействует на аналоговый регулятор скорости 8, который вызывает изменение скоростей нодачн приводов 11 или 12. Изменение указанных скоростей имеет место до тех пор, нока возмущение, вызванное изменением толщины изделий, не будет полностью компенсировано.
Формула изобретения
Блок управления стапельным транспортирующим устройством, например, для крупноформатных самонакладов с плоским стапелем, содержащий ириводы с постоянной и регулируемой скоростями подачи основного станеля, датчик высоты станеля н генератор напряжения, через аналоговый регулятор скорости подключенный к приводу с регулируемой скоростью подачи основного станеля, отличающийся тем, что, с целью повышения производительности транспортировки и расширения диапазона регулирования, он имеет регулируемый привод скорости подачи вспомогательного стапеля, корректор скорости подачи регулируемых приводов основного и вспомогательного станелей в завнснмости от толщины транспортируемых изделий, состоящий из синхронизатора, связанного через логический блок, сервопривод н потенциометр с аналоге вым регулятором скорости, датчик положения основного станеля и два датчика положения вспомогательного стапеля, а датчик высоты стапеля выполнен в виде рычажного щупа, установленного в зоне съема транспортируемого изделия, и индуктивного преобразователя, электрически связанного с логическим блоком, причем регулируемый привод скорости подачи вспомогательного стапеля соединен с датчиками положения вспомогательного стапеля н с выходом аналогового регулятора скорости, а датчик положения основного стапеля подключен к приводам с постоянной и регулируемой скоростями подачи основного стапеля.
Источники информации, принятые во внимание при экспертизе
.-Г
V
