в настоящее время у прессформ для абразивных изделий пружинные выталкиватели не применяются, существуюьчие же гидравлические выталкиватели в виду громоздкости и сложности обслуживания применяются лишь на больших размерах. Выталкивание кругов малых размеров (до 450 мм) производится ручным способом при помощи ударов по кольцу формы.
Вследствие ударов быстро выходит из строя кольцо формы и образуются трещины в изделии; тем самым повышается брак в абразивной промышленности.
Для возможности применения у прессформ для абразивных изделий пружинного выталкивателя предлагается особая конструкция прессформы. Наружное ее кольцо установлено на подпружиненной опорной плите, в центре которой укреплен сердечник; на выступающую над плитой часть сердечника надет подпружиненный выталкиватель, а нижняя часть сердечника имеет выточку для вилки, служащую для удержания плиты в нижнем положении.
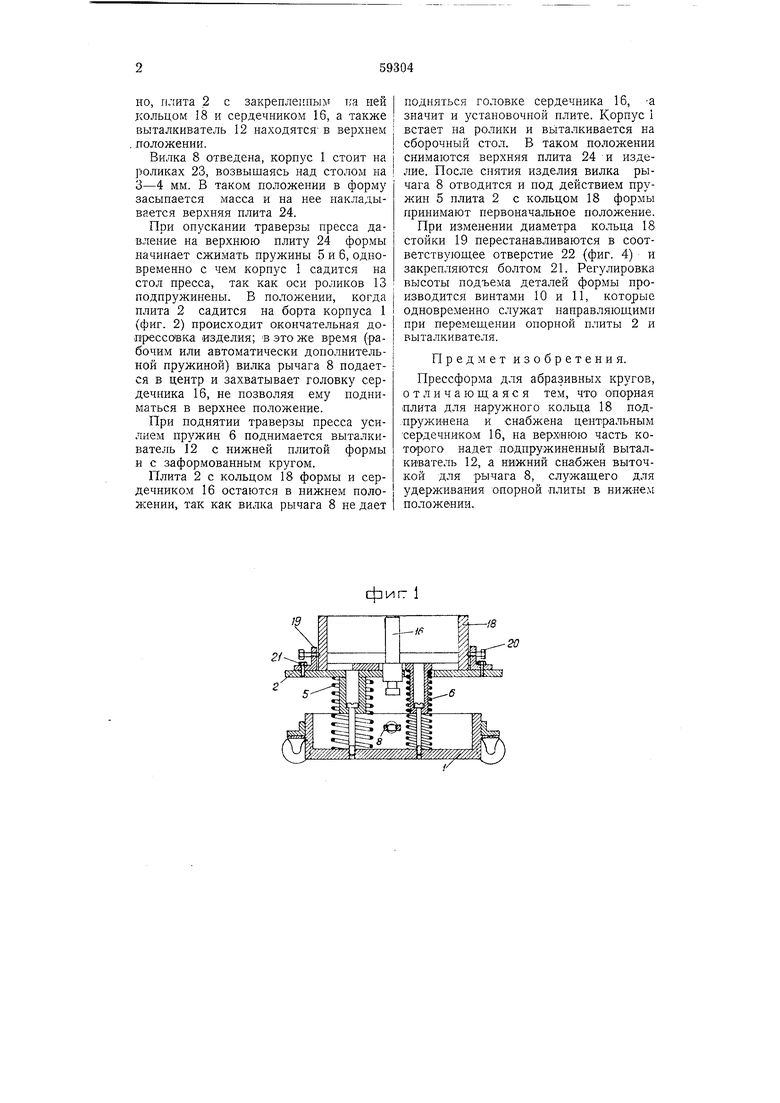
На чертеже фиг. 1 изображает осевой разрез прессформы в положении до прессования; фиг. 2 - то же в конце
прессования; фиг. 3 - то же с вытолкнутым запрессованным кругом и фиг. 4 - вид в плане с частичным разрезол.
Корпус 1 прессфор.мы установлен на роликах 23, оси которых подпружинены. На корпусе расположена опорная плита 2, отжимаемая кверху пружина.ми 5, охватывающими укрепленные на ней стаканы. В стаканах проходят рвипченные в дно корпуса 1 винты 10. В центре плиты 2 укреплен сердечник 16, нижний конец которого имеет выточку для вилки рычага 8, подв :жного в направляющих 9 корпуса 1. На верхнюю часть сердечника 16 надет выталкиватель 12, выдвигаемый вверх пружинами 6, охватывающими прикрепленные к нему стаканы 4. Внутри стаканов проходят винты И, укрепленные в дне корпуса 1.
На плите 2 устанавливается нарулчное кольцо 18 прессформы. Д.чя i;penления кольца 18 служат болты 20 в стойках 19, переставных на плите 2 и закрепляемых на ней винтами 21, для которых предусмотрено по несколько отверстий 22.
Перед засыпкой массы (фиг. Г) пружины 5 опорной плиты и прузкины 6 выталкивателя разжаты, следовательно, плита 2 с закрепленным ьа ней кольцом 18 и сердечником 16, а также выталкиватель 12 находятся- в верхнем . положении.
Вилка 8 отведена, корпус 1 стоит на роликах 23, возвышаясь над столом на 3-4 мм. В таком положении в форму засыпается масса и на нее накладывается верхняя нлита 24.
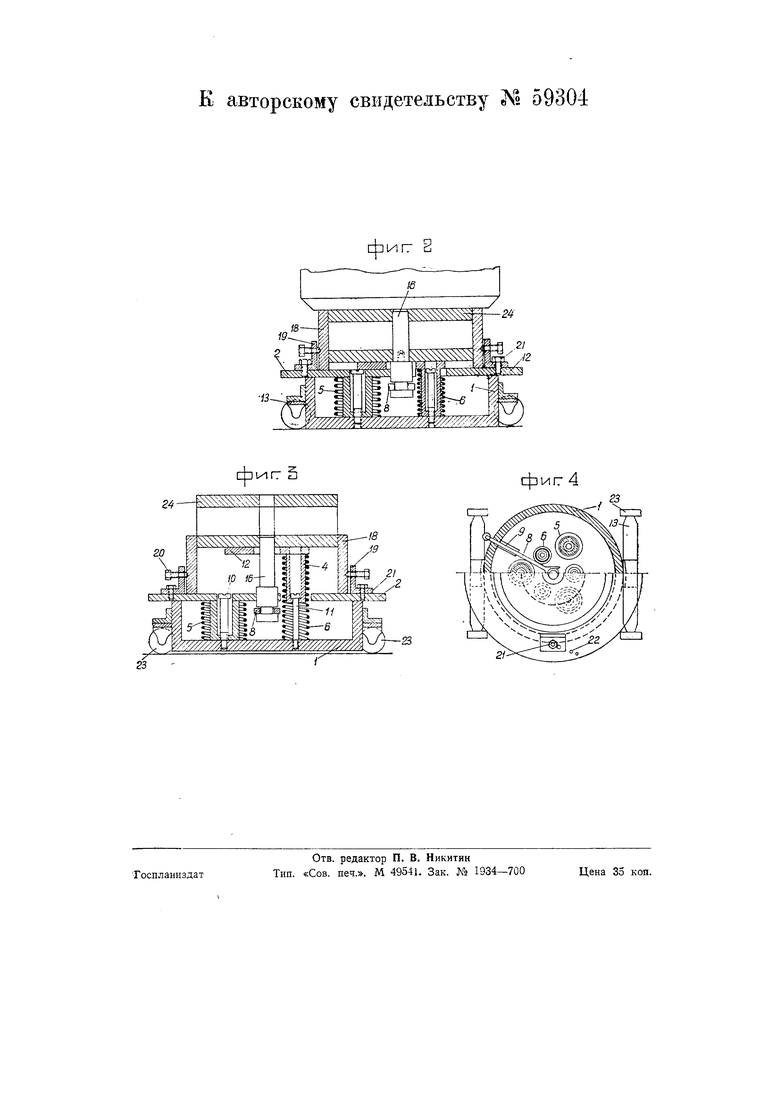
При опускании траверзы пресса давление на верхнюю плиту 24 формы начинает сжимать пружины 5 и 6, одновременно с чем корпус 1 садится на стол пресса, так как оси роликов 13 подпружинены. В положении, когда плита 2 садится на борта корнуса 1 (фиг. 2) происходит окончательная до,прессо вка изделия; в это же время (рабочим или автоматически дополнительной нружиной) вилка рычага 8 подается в центр и захватывает головку сердечника 16, не позволяя ему подниматься в верхнее положение.
При поднятии траверзы пресса усилием пружин 6 поднимается выталкиватель 12 с нижней плитой формы и с заформованным кругом.
Плита 2 с кольцом 18 формы и сердечником 16 остаются в нижнем положении, так как вилка рычага 8 не дает
подняться головке сердечника 16, -а значит и установочной плите. Корпус 1 встает на ролики и вь1талкивается на сборочный стол. В таком положении снимаются верхняя плита 24 и изделие. После снятия изделия вилка рычага 8 отводится и под действием пружин 5 плита 2 с кольцом 18 формы принимают первоначальное положение. При изменении диаметра кольца 18 стойки 19 перестанавливаются в соответствующее отверстие 22 (фиг. 4) и закрепляются болтом 21. Регулировка высоты подъема деталей формы нроизводится винтами 10 и 11, которые одновременно направляющими при перемещении опорной плиты 2 и выталкивателя.
Предмет изобретения.
Прессформа для абразивных кругов, отличающаяся тем, что опорная плита для наружного кольца 18 под.пружинена и снабжена центральным сердечником 16, на верхнюю часть которого надет подпружиненный выталкиватель 12, а нижний снабжен выточкой для рычага 8, служащего для удерживания опорной плиты в ннж-нем положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для фасонных шлифовальных кругов | 1939 |
|
SU55938A1 |
| Винтовой пресс | 1944 |
|
SU67006A1 |
| Давильный автоматический станок | 1928 |
|
SU31277A1 |
| Головка к прессмашинам для одновременной прессовки трех стеклоизделий | 1947 |
|
SU81900A1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Устройство для перезарядки трехплитных прессформ | 1976 |
|
SU601178A1 |
| Пружинный регулятор давления к прессформам автоматических прессов конвейерного типа для горячей вулканизации низа обуви | 1938 |
|
SU55807A1 |
фиг 1
/8
фигг S
фиг: 2
20
фиг 4
2/
