До сего времени все фасонные структурные круги прессуются болванками и после сушки проходят так называемую сухую обточку. Непосредственная прессовка фасонов считалась невозможной в виду того, что не удавалось получить jf.pyroB с одинаковой твердостью во всех точках.
Предлагаемая прессформа для фасонjibix шлифовальных кругов отличается от известных применением центральHoii подпружиненной оправки, выполненной гю форме полости круга и ограгиченной в осевых перемеш,ениях специальным упором. Эта прессформа, по мнению :Изобретателя,дает возможность прессовать фасонные круги, по качеству не уступающие кругам, изготовляемым суш ествующим до сего времени методом.
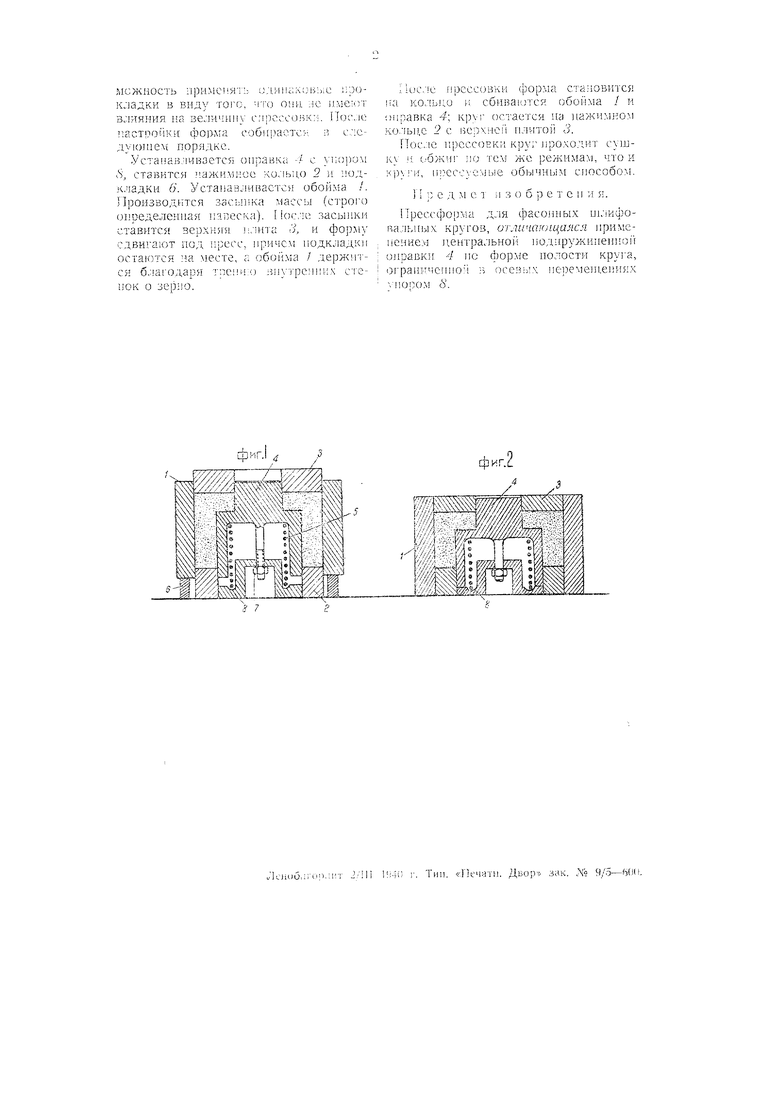
На чертеже фиг. 1 представляет вид прессформы в начале прессования, фиг. 2 - в конце прессования.
Наружная обойма / оперта на прокладки 6, Внутри обоймы 1 расположепы вверху плита 3 и внизу кольцо 2. Между плитой 3 и кольцом 2 помещена оправка 4, имеющая форму полости круга и опертая на пружину 5, нижний конец которой расположен на упоре S. Оправка с упором скреплена помощью
гайки 7, навер 1утой на нарезную выступающую часть оправки, проходящую через упор.
: Высота наружной обоймы 1 берется j с таким расчетом, чтобы в спрессованI ном положении массы (фиг. 2) расстоI яние между плитой 6 и кольцом 2 со ответствовало высоте круга, а расстояние между плитой 5 и полкой оправки 4 соответствовало толщине днища. Перед прессованием необходимо на: строить форму на определенную массу. Настройка заключается в следую; щем. Зная объемньп вес прессованной массы и объемный вес массы до прес; совки (засыпкой), производят следуюi щне операции. Регулировочпой гай; кой 7 устанавливается высота засьтпI ки выемки (расстояние между нажим: ным кольцом и полкой оправки). Под: бираются прокладки 6 под наружную ; обойму. Высота засыпки венчика должна равняться высоте венчика прессованного крута, умноженной на отношение объемного веса нрессованной массы к объемному весу засыпной массы. Прокладки берутся из расчета разницы высоты засыпного круга и прессованного круга с прибавлением полоI вины высоты верхней плиты.
Для различных масс имеется возмсжность применят; L:;iHiu;: ;jii:):c ;;роlijdAKH в виду TOio, по ОНИ. имеют влияния на зе:)ичи11 слрссоог к:;. lior.ie HacTpoiiKit форлга собираете:-- л е::сдуюшем порядке.
Уетаианчиваетея оправка -/ е yi;o) Л, етавится алснмное кольцо 2 и подкладки 6. Уста1 а8ливастеи обойма /. Производится заеыика массы (стро1Ч) оиределениая напеска). |()сле засыпки етавится верхняя i;;ii-tTa о, и форлу сдвигают под преес, причем иодкладки остаются на месте, а o6oii ;a / держится благодаря Tneiino ;5иутреп И;х стенок о зерно.
iiue/ie преесовки (рорма етаиовится кольцо и сбиваются обойма / и равка 4; остается па нажи.июм ,ты,е 2 с Beoxneii илитой 3.
i 1 о е д м е т и з о б р е т е и и я.
Иреесформа ддя фасонных И1лифольиых кругов, отлича-ащаяся иримением нейтральной ноднружинеиной равкн 4 но форме нолоети круга, ра1н-;чси1 он }i осезых нереме1Н.ениях
)М о.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для абразивных кругов | 1939 |
|
SU59304A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Прессформа | 1977 |
|
SU683923A1 |
| Способ изготовления абразивных кругов | 1979 |
|
SU880737A1 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА АЛМАЗНЫХ ИНСТРУМЕНТОВ | 1969 |
|
SU233416A1 |
| Центрирующий палец для пресс-форм и оправка для его реставрации | 1981 |
|
SU982922A1 |
| Способ изготовления абразивных кругов | 1978 |
|
SU781043A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Регулятор высоты засыпки порошкообразной массы | 1977 |
|
SU887177A1 |
