(54) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| Прессформа для изготовления выплавляемых моделей | 1974 |
|
SU526437A1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1281336A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1344497A1 |
| Пресс-форма для выплавляемых моделей | 1980 |
|
SU997969A1 |
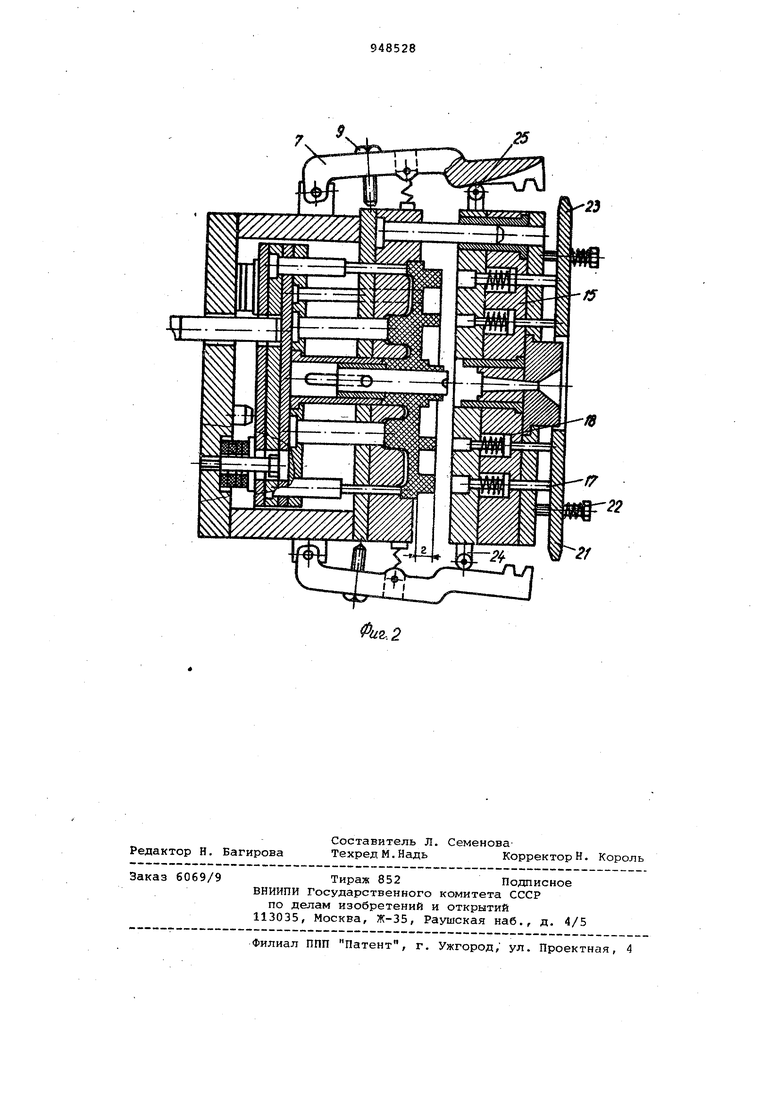
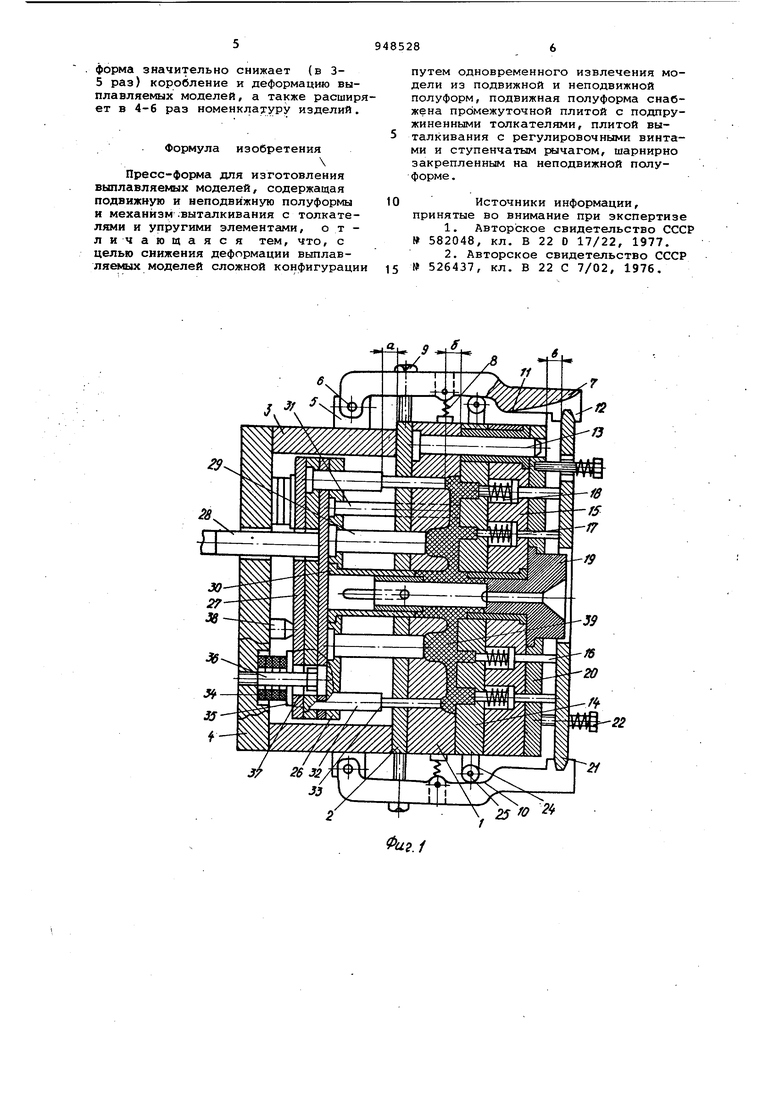
Изобретение относится к литейно му производству и предназначено для изготовления моделей в производстве литья. Известна пресс-форма для изгото ления выплавляемых моделей, содержащая подвижную и неподвижную полуформы, в подвижной полуформе установлены пневмоцилиндр с поршнем, к которому прикреплены толкатели и контртолкатели С1. Весштоковая полость пневмоцилин ра соединена, с каналом для подвода и отвода сжатого воздуха, а штокова полость с каналом, имеющим выход ,в атмосферу. В неподвижной полуформе установлена плита с толкателями. Модельная масса подается в прессформу через мазепровод. После затве девания модели одновременно через распределитель сжатый воздух подает ся в пневмоцилиндр, перемещающий подвижную платформу, и в бесштокову полость пневмоцилиндра. При этом поршень вместе с толкателями не перемещаются а остаются неподвижными относительно движущейся полуформы. Наиболее близкой к изобретению по технической сущности является пресс-форма для изготовления вьшлав ляемых моделей, содержащая подвижную и неподвижную полуформы и механизмы выталкивания с толкателями и упругими элементами С2. Механизм выталкиванияМоделей выполнен в .ниде двух плит, одна из которых связана с толкателем машины, имеет центральный выталкиватель и группу выталкивателей, обеспечивающих извлечение модели из прессформы. При этом центральный выталкиватель имеет большой вход. Кроме того, данная плита содержит контртолкатели. Вторая плита содержит группу толкателей, предназначенных для осуществления наименьшего хода и имеющих заплечики, являющиеся ограничителями рабочего хода толкателей. Между этой плитой и опорной плитой расположены упругие элементы, предварительно сжатые через шайбы винтами. Однако данная пресс-форма применима для изготовления моделей, у которых выступы располагаются только в неподвижной матрице, а подвижная матрица оформляет плоскую поверхность. Кроме того, в результате неодинакового воздействия разжимных усилий сжатых резиновых колец при выталкивании модели (в момент раскрытия) толкатели перемещаются не равномерно и вызывают отлом и деформацию частей модели. Целью изобретения является снижение деформации выплавляемых моде лей, имеющих сложную фасонную конфигурацию, путем одновременного из влечения модели из подвижной и непо движной полуфррм. Цель достигается тем, что в пресс-форме, содержащей подвижную и неподвижные полуформы и механизм выталкивания с толкателями и упругими элементами, подвижная полуфор ма снабжена промежуточной плитой с подпружиненными толкателями, плитой выталкивания с регулировочными ёинтами и ступенчатым рычагом, шарнирн закрепленным на неподвижной полуформе. На фиг. 1 показана пресс-форма в момент запрессовки модельного состава; на фиг. 2 - та же прессформа в момент раскрытия и извлече ния модели. . Пресс-форма состоит из подвижной и неподвижной полуформ., Неподвижная полуформа содержит подвижную матрицу 1, жестко закрепленную на подкладной плите 2, которая при помощи стоек 3 соединена с опорной плитой 4. Стойки 3 содержат шарниры 5, в которых при помощи пальцев 6 закреплены одноплечие рычаги 7 с пр жиной 8 и регулировочным винтом 9. Подпружиненные рычаги 7 содержат ступеньки 10, направляющие дорожки 11 и захваты 12. Неподвижная полуформа содержит матрицу 14, жестко соединенную с промежуточной плитой 15, содержащей гнезда 16, в которых установлены толкатели 17 с пружинам 18, фланец 19, опорную плиту 20 и плиту-выталкиватель 21 с подпружиненными регулировочными винтами 22. Плита-выталкиватель 21 в верхне и нижней частях имеет скосы 23, вхо дящие в захваты рычагов 7. На подви ной полуформе жестко закреплены кронштейны 24 с роликами 25. Механизм выталкивания моделей выполнен в виде двух плит 26 и 27. Плита 26 связана с толкателем 28 машины и имеет группу выталкивателе 29 и центральный выталкиватель 30, имеющий неибольший ход. Кроме того в плите закреплены контртолкатели 31. Плита 27 содержит группу тол кателей 32, предназначенных для осу ществления наименьшего перемещения и имеющих заплечики 33, которые явл ютс5 ограничителями хода толкателей Между плитой 27 и опорной плито 4 расположены упругие элементы 34, предварительно сжатые через шайбы 3 винтами 36, выступающие части котор свободно проходят через отверстия 37 в плитах, а плита 27 может перемещаться до упоров 38,смонтированных на опорной плите 4. Модель 39 имеет выступ t фасонной поверхности. Пресс-форма работает следующим образом. Закрытие пресс-формы осуществляется перемещением матрицы 14 под действием привода машины. При этом через контртолкатели 31 происходит перемещение плит 26 и 27, которые сжимают упругие элементы 34 на величину d , равную высоте модели б . В процессе сжатия упругих элементов выступающие части винтов 36 проходят в отверстия 37. В это время ролики 25входят в направляющие дорожки 11, разжимая пружины 8 и раздвигая рычаги 7, проходят по ступенькам 10, а захваты 12 рычагов 7 входят в зацепление со скосами 23 плиты-вытал- кивателя 21. При этом расстояние 6 между опорной плитой и плитой-выталкивателем устанавливается регулировочными винтами 22 на величину выступающих частей ь модели 39. В закрытом состоянии в прессформу через отверстие фланца 19 производится запрессовка модельного состава, и после цикла затвердевания модели 39 пресс-форма раскрывается, при этом подвижная матрица 14 отводится вправо. Упругие элементы 34 разжимаются, и плиты 26 и 27 начинают одновременно перемещаться вправо. Пройдя расстояние, равное величине q , плита 26 с толкателями 31 остановится. Одновременно при движении матрицы 14 плита-выталкиватель 21, входящая в зацепление скосами 23 в захваты 12 рычагов 7, переместится влево на величину 8 , действуя на толкатели 17 и сжимая пружины 18. Толкатели 17, перемещаясь влево, действуют на выступающие части модели и прижимают модель к концам Толкателей 32, устраняя HepaBHON epHocTb перемещения выталкивателя модели 39, при этом модель остается неподвижной относительно полуформ, чем исключается ее деформация и колебание. В этот момент ролики 25 перемещаются вправо до ступенек 10. При дальнейшем движении рычаги 7 сжимаются И захваты 12 выходят из зацепления со скосами 23 плиты-выталкивателя 21, которая под действием пружин 18 возвращается в исходное положение, а, толкатель 28 машины продолжает перемещение плиты 26с выталкивателями 29 до полного удаления модели из пресс-формы. Пресс-форма для изготовления выплавляемых моделей позволяет изготавливать сложные, больших габаритов изделия, содержащие крутые выступы и впадины. Предлагаемая прессформа значительно снижает (в 35 раз) коробление и деформацию выплавляемых молелей, а также расширяет в 4-6 раз номенклатуру изделий.
Формула изобретения
Пресс-фо1 1а для изготовления выплавляемых моделей, содержащая подвижную и неподвижную полуформы и механизм.выталкивания с толкателями и упругими элементами, отличающаяся тем, что, с целью снижения деформации выплавля&аих моделей сложной конфигураци
путем одновременного извлечения модели из подвижной и неподвижной полуформ, подвижная полуформа снабжена промежуточной плитой с подпружиненными толкателями, плитой выталкивания с регулировочными винтами и ступенчатым рычагом, шарнирно закрепленным на неподвижной полуформе .
Источники информации,
принятые во внимание при экспертизе
fS
г 2
23
2f
Фиг.. 2
