(54) СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дорнования отверстий в деталях | 1990 |
|
SU1764969A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2008 |
|
RU2371673C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457098C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457099C1 |
| Устройство для остановки процесса деформирующего протягивания | 1977 |
|
SU742057A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2487793C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ДЕТАЛЕЙ С ВНУТРЕННИМ ОТВЕРСТИЕМ | 2013 |
|
RU2547065C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЗАГОТОВОК ДОРНОВАНИЕМ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДОРНА | 2011 |
|
RU2477681C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
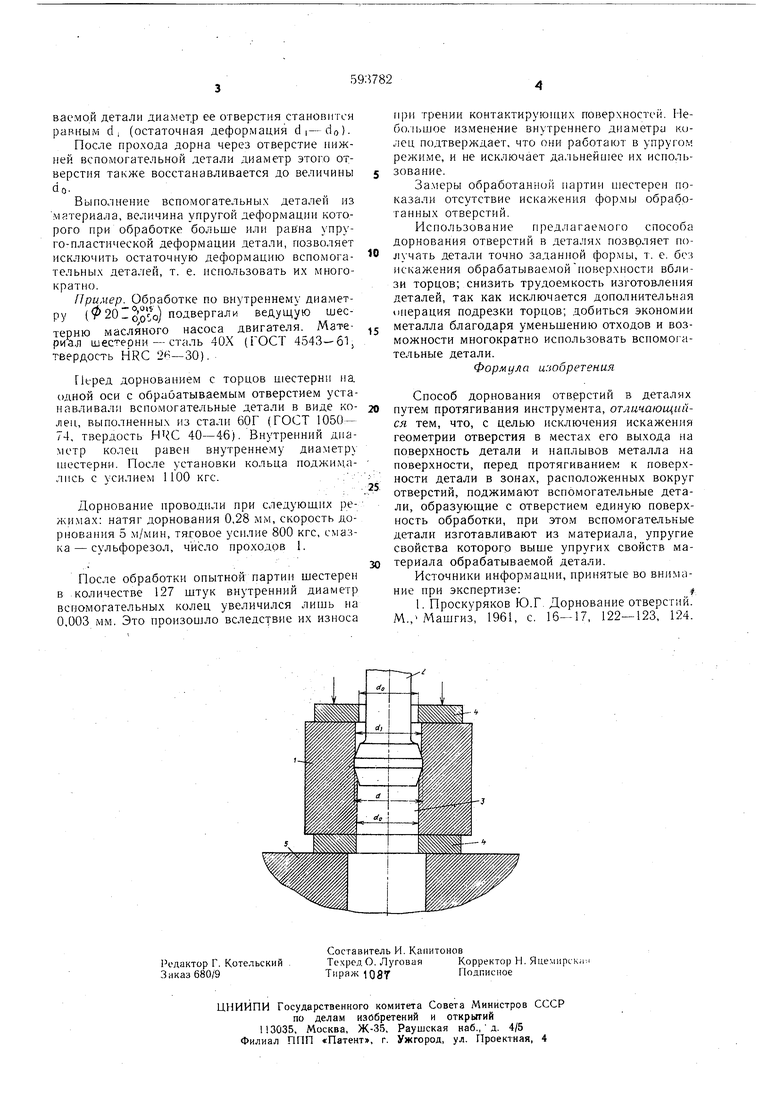
Изобретение относится к обработке металлов давлением, а именно к способам раздачи отверстий. Известно, что при поверхностном пластическом деформировании деталей, имеющих плоскую, цилиндрическую, сферическую и т. п. форму поверхности, например при дорновании, наблюдается течение металла в осевом направлении с образованием наплывов на торцах детали и радиальный развал обрабатываемого отверстия вблизи торцов, что искажает макрогеометрию отверстия. Это явление известно под названием «краевой эффект. Для устранения последствий краевого эффекта применяют способ, по которому после дорнования отверстия путем протягивания инструмента производят окончательную подрезку торцов детали, при этом весь искаженный участок отверстия снимают 1. Введение дополнительной операции подрезки торцов вызывает увеличение трудоемкости изготовления детали и приводит к значительным потерям металла в стружку. Целью изобретения является ликвидация искажения геометрии отверстия в местах его выхода на поверхность детали и наплывов металла на поверхности., Поставленная цель достигается благодаря тому, что перед протягиванием инструмента к поверхности детали в зонах, расположенных вокруг отверстий, поджимают вспомогательные детали так, что последние образуют с отверстием единую поверхность обработки. Вспомогательные детали изготавливают из материала с упругими свойствами, превосходящими упругие свойства материала обрабатываемой детали. На чертеже приведена схема дорнования согласно изобретению отверстия в детали типа втулки. Перед дорнованием втулки 1 со стороны входа и выхода дорна 2 на одной оси с обрабатываемым отверстием 3 устанавливают вспомогательные детали 4. Подготовленную таким образом систему поджимают к опоре 5, а затем осуществляют дорноВание. После -прохода дорна 2 через отверстие верхней вспомогательной детали 4 диаметр ее отверстия восстанавливается до первоначальной величины do, т. е. стенки отверстия вспомогательной детали деформируются в упругом режиме. При дальнейшем продвижении дорна стенки обрабатываемой детали 1 деформируются до величины диаметра рабочего пояска дорна d, а после прохода дорна вследствие упругого последействия обрабаты
