, .. . - ,
Изобретение относится к области черно металлургии и может использоваться на устек новках непрерывного литья, в частности дай изготовления кристаллизатора рааиального типа,,5.
Известен способ изготовления радиальных к|ристаплизаторов, состоящих из чзблицово . . ных и опорных плит для УНРС с крив иннё% ной технопогической осью, заключающийся в том, что облицовочные медные плиты пред-. 10 варительно в горячем состоянии изгиЙак)т Б специальных штампах и закрепляют их на криволинейных повфхностях опорньис плИт
W- :.-.. :. ; ; .
Недостатком известного способа, является 15 испсиьзованйе специальных щтймпов на преосрвсм орудбвайни что усложняет процерс изготовлеййн.крйбТалйизаТОррв Кроме того ремонт радиальных naki необходимо производить либо Hai уникальном оборудовании, либо 20 с помощью спбциальнь1х приспособлений.
Известен также способ изготоЕления радиальных кристаллизаторов, по которому облг&повочные плигы изготавливают плоскими и затем притягивают их к криволинейной до- 25
вбрхности опорных плит, например с помощью резьбовых соединений 2 .
Т1едостатком этого способа является нео Ходимость обработки криволинейных onopttbix ;тшит, которая также требует специального оборудования.
Даль изобретения - „упрощение изготовлеНйя и ремонта радиальных кристаллизаторов.
Это достигается тем, что в известном способе; изготовления радиального истапл11затора, включающем.изгибание Облицовочной плиты по радиусу путемпритягивания ее с помощью крепежных элементов к криволинейной поверхности шаблона, наружную поверхность притянутой к шаблону облицовочной плиты обрабатывают по плоскости, затем облицовочную плиту снимают с шаблона и npitтягнвают сформировавшейся криволинейной поверхностью к плоской поверхности опорной Ш1ИТЫ кристаллизатора.
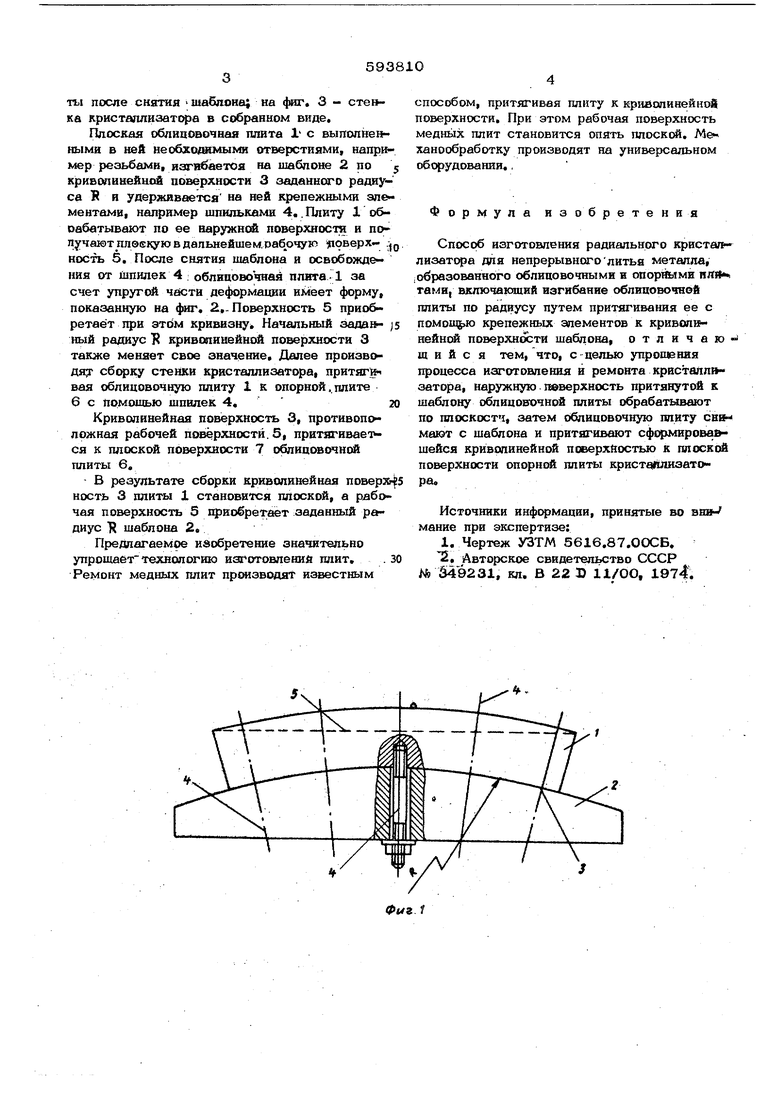
На фиг. 1 изображено положение изогнутой облицовочной плиты, удерживаемой крепожнынп элементам на поверхности криволинейкого . шаблона; на фиг, 2 - форма облицовочной nntbты после снятия Шабдоиа; на фиг, 3 - кристаплиаатфа в собранном виде.
Плоская с иаовочная гагата 1 с выполненными в ней необходомыми отверстиями, например резьбами, нэгвбаетоя на шаблоне 2 по 5 кривсшинеЛной поверхности 3 заданного радиуса It и удерживается на ней крепежными эпементами, например шпильками 4..Плиту 1 обрабатывают по ее наружной поверхности и получают плоекую в дальнейшем, fioBepx- :.|д
ность 5, После снятия шаблона и освобождения от шпилек 4 . облицовочная плита-1 за счет упругой части деформации имеет форму, показанную на фиг, 2,-Поверхность 5 прио&ретаёт при этЬм кривизну Начальный задан- js ный радиус Н криволинейной поверхности 3 также меняет свое значение. Далее производ$цг сборку стенки кристаллизатора, притяг;ич вая облицовочную плиту 1 к опорной, плите 6 с прмошью шпилек 4,20
Криволинейная поверхность 3, противоположная рабочей поверхности. 51 притягивает. ся к плоской поверхности 7 облицовочной плиты 6,
в результате сборки криволинейная повер Цз ность 3 плиты 1 становится плоской, а рабочая поверхность 5 приобретает заданный радиус R шаблона 2.
Предлагаемое изобретение значительно упрошает технологию изготовлений плит, .30 Ремонт медных плит производят известным
способом, притягивая плиту к криволинейной поверхности. При этом рабочая поверхность медньтх плит становится опять плоской. Me ханообработку производят на универсальном оборудовании,,
Формула изобретения
Способ изготовления радиального кристаллизатора для непрерывноголитья металла, iобразованного облицовочными и опорллми тами, включающий изгибание облицовочной плиты по радиусу путем притягивания ее с помоифэю крепежных элементов к кривопг нейной поверхности шаблона, отличающ и и с я тем, что, с целью упрощения процесса изготовления и ремонта кристалл затора, наружную поверхность притянутой к шаблону облицовочной плиты обрабатывают по плоскости, затем облицовочную плиту снимают с шаблона и притягивают сфс 1мирова&шейся криволинейной поверхностью к плоской поверхности опорной плиты криста1шизат ра.
Источники информации, принятые во внимание при экспертизе:
1, Чертеж УЗТМ 5616,87,ООСБ,
2, Авторское свидетельство СССР
W) 349231, кл, В 22 D 11/ОО, 1974,
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для установок непрерывной разливки металлов с криволинейной технологической осью | 1977 |
|
SU749552A1 |
| Способ изготовления радиальных кристаллизаторов | 1970 |
|
SU349231A1 |
| Установка для изготовления прямоугольных медных гильз кристаллизатора | 1990 |
|
SU1770054A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| СПОСОБ ПОДГОТОВКИ ОБМОТКИ ТРАНСФОРМАТОРА К ПРЕССОВАНИЮ | 2010 |
|
RU2449400C1 |
| РАМОЧНАЯ ДВЕРЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2268140C2 |
| Кристаллизатор радиальной машины непрерывного литья заготовок | 1984 |
|
SU1201046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАМОЧНОЙ ДВЕРИ | 2000 |
|
RU2191687C2 |
| СБОРОЧНАЯ СИСТЕМА ДЛЯ МОНТАЖА ПОЛОВЫХ И/ИЛИ СТЕНОВЫХ ОБЛИЦОВОЧНЫХ ПЛИТ | 2008 |
|
RU2460854C2 |
| Кристаллизатор для электрошлакового переплава | 2019 |
|
RU2709307C1 |

