Известны машины непрерывного литья заготовок (МНЛЗ) с вертикальной и радиальной технологическими осями, на которых в основном применяются сборные кристаллизаторы, состоящие из четырех стальных плит с привернутыми к ним десятками шпилек медных листов толщиной 60...80 мм в качестве рабочих внутренних стенок.
Расход меди в сборных стационарных кристаллизаторах составляет 100... 160 г на 1 т отливаемой стальной заготовки. Кроме того, сборные кристаллизаторы дорогостоящие, недолговечны из-за истирания меди и раскрытия стыков медных плит в углах внутренней его полости.
Значительно меньший расход меди до 15...20 г на 1 т отливаемой заготовки на- гильзовых самоцентрирующихся кристаллизаторах с толщиной медной стенки 20...25 мм. Однако гильзы для вертикальных кристаллизаторов выпускаются в СССР только для сечения заготовки до 200x200 мм, а для радиальных - до 125x125 мм. Для изготовления больших сечений, например 300x400 мм мощных прессов нет, да мощные прессы
даже и не нужны, так как каждый завод для своих различных МНЛЗ должен не только изготавливать, но и многократно восстанавливать коробление гильзы, т.е. продлить их срок службы, которые после коробления от различных причин просто выбрасываются.
Формовочная (волочильная) машина для производства кристаллизаторов, Канада,1985 год, с тяговым усилителем 50 т, давлением гидроцилиндра 120 бар работает на Белорусском металлургическом заводе. Узел волочения состоит из захвата, оправки, шаблона и внешней фильеры.
Формовочная машина предназначена для изготовления гильз кристаллизатора сечением 125x125 мм только для медных прямоугольных труб, а больших размеров прямоугольных труб в СССР не изготавливают, но производить правку коробленой гильзы даже сечением 125x125 мм не предоставляется возможным, так как квадратная труба для гильзы берется большей длины, на конце ее делается конус для тянущего захвата и этот конус в дальнейшем обрезается.
Ё
V4 VI О О СП
Ьь
Цель изобретения создать установку для производства и восстановления прямоугольных прямых и радиальных тонкостенных медных гильз большого размера с использованием для уменьшения расхода меди заготовки из круглой трубы с оптимальной длиной.
Указанная цель достигается тем, что предлагаемая установка для изготовления и восстановления медных гильз кристаллизатора, включающая корпус, гидроцилиндры, насосную станцию, в которую введены: радиальные и прямые формовочные плиты (вместо фильеры), каждая из которых на корпусе укреплена шарнирно на двух кривошипах в зависимости от величины угла поворота которых получаются различные по размерам прямоугольная прямая или радиальные полости; раздвижная вставка с верхней и нижней накладками для предотвращения прогиба медных сторон трубы во внутрь полости, удержания медной трубы и исключения относительно движения трубы и формовочных плит при их опускании из-за поворота кривошипов; плавающий дорн, состоящий из направляющей накладки, вставки с полуцилиндром и штоком с цилиндрическим торцевым пазом, обеспечивающим поворот дорну при прохождении им по криволинейной поверхности гильзы.
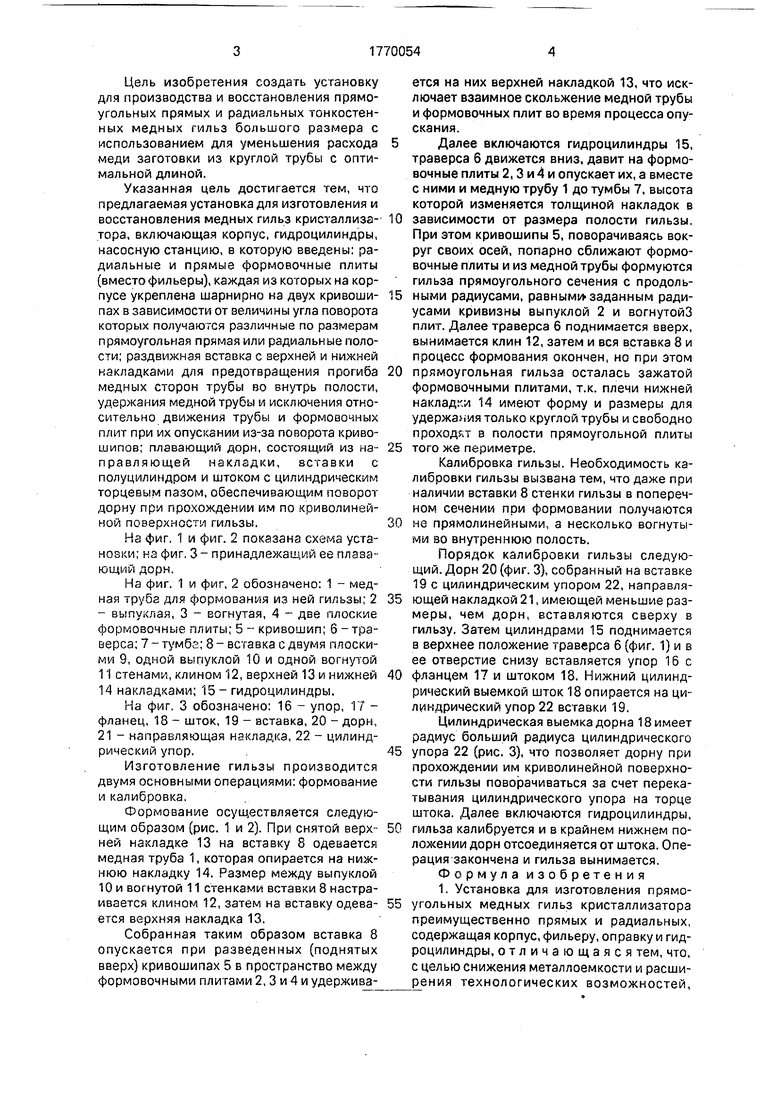
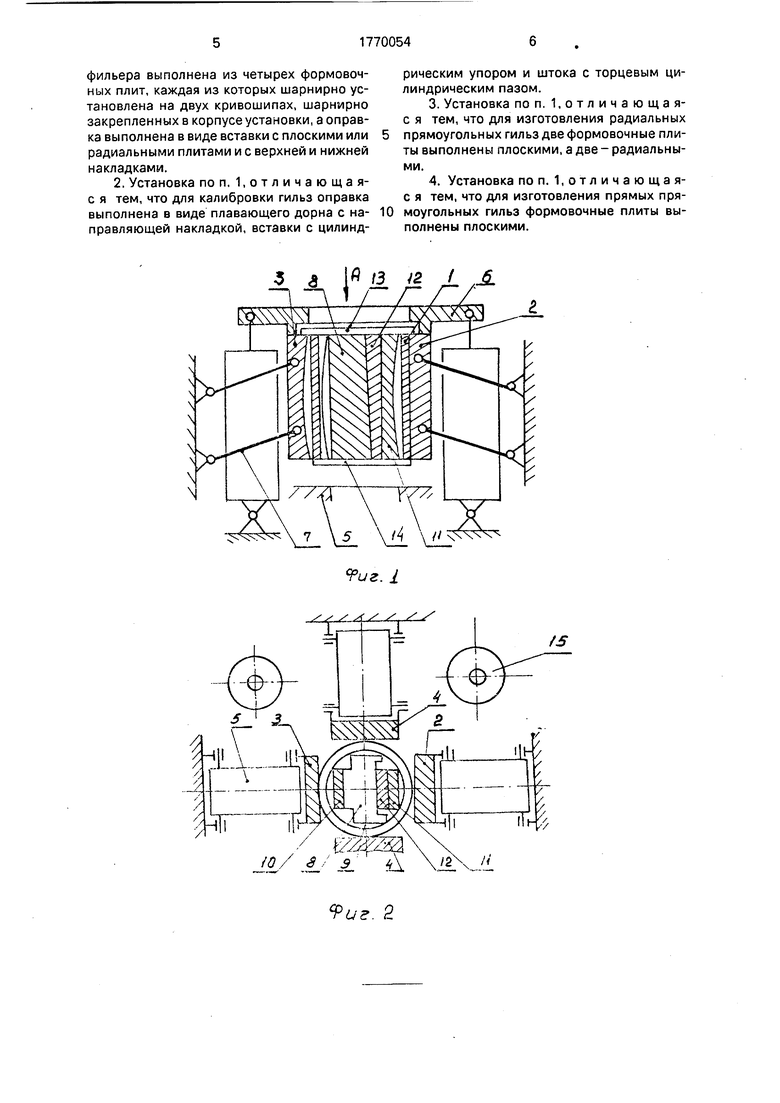
На фиг. 1 и фиг. 2 показана схема установки; на фиг, 3- принадлежащий ее плавающий дорн.
На фиг. 1 и фиг, 2 обозначено: 1 - медная труба для формования из ней гильзы; 2 - выпуклая, 3 - вогнутая, 4 - две плоские формовочные плиты; 5 - кривошип; 6 - траверса; 7-тумбе: 8- вставка с двумя плоскими 9, одной выпуклой 10 и одной вогнутой 11 стенами, клином 12, верхней 13 и нижней 14 накладками; 15 - гидроцилиндры.
На фиг. 3 обозначено: 16 - упор, 17 - фланец, 18 - шток, 19 - вставка, 20 - дорн, 21 - направляющая накладка, 22 - цилиндрический упор.
Изготовление гильзы производится двумя основными операциями: формование и калибровка.
Формование осуществляется следующим образом (рис. 1 и 2). При снятой верхней накладке 13 на вставку 8 одевается медная труба 1, которая опирается на нижнюю накладку 14. Размер между выпуклой 10 и вогнутой 11 стенками вставки 8 настраивается клином 12, затем на вставку одевается верхняя накладка 13.
Собранная таким образом вставка 8 опускается при разведенных (поднятых вверх) кривошипах 5 в пространство между формовочными плитами 2, 3 и 4 и удерживается на них верхней накладкой 13, что исключает взаимное скольжение медной трубы и формовочных плит во время процесса опускания.
Далее включаются гидроцилиндры 15,
траверса б движется вниз, давит на формовочные плиты 2,3 и 4 и опускает их, а вместе с ними и медную трубу 1 до тумбы 7, высота которой изменяется толщиной накладок в
0 зависимости от размера полости гильзы, При этом кривошипы 5, поворачиваясь вокруг своих осей, попарно сближают формовочные плиты и из медной трубы формуются гильза прямоугольного сечения с продоль5 ными радиусами, равными-заданным радиусами кривизны выпуклой 2 и вогнутойЗ плит. Далее траверса 6 поднимается вверх, вынимается клин 12, затем и вся вставка 8 и процесс формования окончен, но при этом
0 прямоугольная гильза осталась зажатой формовочными плитами, т.к. плечи нижней накладг.и 14 имеют форму и размеры для удержания только круглой трубы и свободно проходит в полости прямоугольной плиты
5 того же периметре.
Калибровка гильзы. Необходимость калибровки гильзы вызвана тем, что даже при наличии вставки 8 стенки гильзы в поперечном сечении при формовании получаются
0 не прямолинейными, а несколько вогнутыми во внутреннюю полость.
Порядок калибровки гильзы следующий. Дорн 20 (фиг. 3), собранный на вставке 19 с цилиндрическим упором 22, направля5 ющей накладкой 21, имеющей меньшие размеры, чем дорн, вставляются сверху в гильзу. Затем цилиндрами 15 поднимается в верхнее положение траверса 6 (фиг. 1) и в ее отверстие снизу вставляется упор 16 с
0 фланцем 17 и штоком 18. Нижний цилиндрический выемкой шток 18 опирается на цилиндрический упор 22 вставки 19.
Цилиндрическая выемка дорна 18 имеет радиус больший радиуса цилиндрического
5 упора 22 (рис. 3), что позволяет дорну при прохождении им криволинейной поверхности гильзы поворачиваться за счет перекатывания цилиндрического упора на торце штока. Далее включаются гидроцилиндры,
0 гильза калибруется и в крайнем нижнем положении дорн отсоединяется от штока. Операция закончена и гильза вынимается. Формула изобретения 1. Установка для изготовления прямо5 угольных медных гильз кристаллизатора преимущественно прямых и радиальных, содержащая корпус, фильеру, оправку и гидроцилиндры, отличающаяся тем, что, с целью снижения металлоемкости и расширения технологических возможностей,
фильера выполнена из четырех формовочных плит, каждая из которых шарнирно установлена на двух кривошипах, шарнирно закрепленных в корпусе установки, а оправка выполнена в виде вставки с плоскими или радиальными плитами и с верхней и нижней накладками.
2. Установка поп, 1,отличающая- с я тем, что для калибровки гильз оправка выполнена в виде плавающего дорна с направляющей накладкой, вставки с цилинд0
рическим упором и штока с торцевым цилиндрическим пазом.
3.Установка поп. 1,отличающая- с я тем, что для изготовления радиальных прямоугольных гильз две формовочные плиты выполнены плоскими, а две - радиальными.
4.Установка по п. 1,отличающая- с я тем, что для изготовления прямых прямоугольных гильз формовочные плиты выполнены плоскими.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дорнования деталей | 1987 |
|
SU1504073A1 |
| СПОСОБ РЕМОНТА ГИЛЬЗЫ КРИСТАЛЛИЗАТОРА С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 1996 |
|
RU2113933C1 |
| Устройство для обработки деталей типа втулок | 1989 |
|
SU1776226A3 |
| Система монтажа и ремонта труб | 2021 |
|
RU2771701C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 1993 |
|
RU2047417C1 |
| ЯКОРЬ ГИДРОДОМКРАТА ДЛЯ УСТАНОВКИ ПРОФИЛЬНОГО ПЕРЕКРЫВАТЕЛЯ В СКВАЖИНЕ | 2012 |
|
RU2495220C2 |
| УСТАНОВКА ДЛЯ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ ТРУБ | 1998 |
|
RU2150683C1 |
| Станок для деформирующего протягивания | 1985 |
|
SU1346410A1 |
| Устройство для калибровки концов труб | 1981 |
|
SU997921A2 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
Использование: изобретение относится к металлургии, конкретнее к непрерывной разливке металлов и сплавов. Сущность: установка содержит корпус, фильеру, выполненную из четырех формовочных плит, оправку, выполненную в виде вставки с накладками, и гидроцилиндры. Кроме того, для калибровки гильз оправка выполнена в виде плавающего дорна с направляющей накладкой, вставки с цилиндрическим упором и штока с торцовым цилиндрическим пазом. 3 з.п.ф-лы, 3 ил.
WA/8//.
.LЈ./,
1H/ .Ј . A
Фиг. 2.
/5
//
Риг 3
| Технический паспорт | |||
| Формовочная машина для производства кристаллизаторов, Канада, 1985 | |||
| Белорусский металлургический завод |
