В йр Ялага& ом штампе для обрубания КрййЖ у вытянутых из листового металлй шробок, с целью сокращеНйГй коййчее№а операций вытяжки и облегчения обрубания кромок без обычного производства отгиба их, матрицй 1нтампа сиабжена рабочим ребрбй, образованным из пересекающихся пой тупым УГЛОМ поверхностей с закруглением, в месте -пересечения, а пуансон имеет подставку, размеры которой соответствуют внутренним размерам коробки.
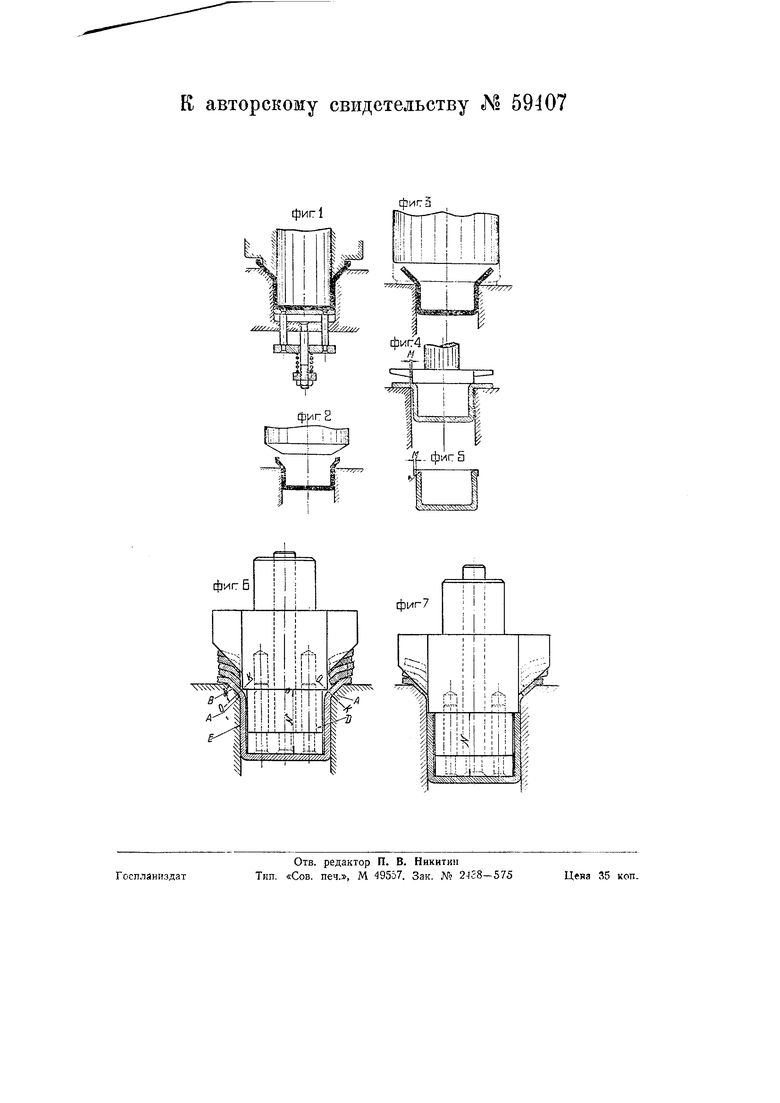
На чертеже фиг. 1-4 изображают вид последовательных операций штампа при затяжке коробок; фиг. 5 - по переч1ный разрез коробки; фиг. 6 - вид предлагаемого штампа до момента обрубки кромок; фиг. 7 - то же, после обрубки кромок.
Технологический процесс изготовления коробчатообразных деталей из листового металла путем вытяжки в вытяжных штампах обычно состоял из восьми операций: 1-я - вырубка заготовки, 2-я - первая протяжка, 3-я - отжиг, травление и смазывание маслом, смешанным с графитом, 4-я - вторая протяжка (фиг. 1), 5-я - отжиг, травление и смазывание маслом, б-я - отгибка кромок - предварительная (фиг. 2), 7-я - отгибка кромок (окончательная) под углом 9 к вертикальным стенкам детали-(фиг. 3) и 8-я - срубка кромок (фиг. 4).
Как видно, после четвертой операции (вторая протяжка) для отгибания кромок требовалось производство пятой операции - отжига изделий, с целью устранения внутренних напряжений, получаемых при протяжке.
При отгибании же кромок без производства отжига кромку «рвало, т. е. образовывались продольные трешины, переходящие границу кромки и поражающие стенки детали, что влекло за собою брак изделий.
После отгибки кромок, как предварительной (фиг. 2), так и окончательной (фиг. 3), изделие поступало на обрубку кромок (фиг. 4).
В виду того, что отгибка кромок происходила па угол 90° (относительпо веркти-кальных стенок детали), радиус закругления К подучался довольно значительным (фиг. 5).
Кроме того, так как по условиям штампования необходим некоторый заэор М между пуансоном и матрицей, деталь получалась с выступом М. (фиг. 5).
Предлагаемый штамп для Обрубления «ромок позволяет отказаться от производства третьей, шестой и седьмой операций, что ускоряет процесс и позволяет сэкономить на стоимости инструмента, электроэнергии и «а рабочей силе, необходимых для производства этих трех операций.
Коробка после четвертой операции (вторая протяжка), мипуя операции пятую, шестую и седьмую, поступает на обрубку кромок.
Рабочее ребрО матрицы штампа образовано пересекаюш1имся нод тупым углом поверхностями В и Е и закруглением А в месте пересечения (фиг. 6). Пуансон штампа имеет подставку, размеры которой соответствуют впутренним размерам коро-бки.
Наличие подставки-фиксатора дает возможность получать соответствуюш;ую чертежу высоту коробки за счет небольшой протяжки до начала момента обрезания кромки (фиг. 6).
Снимание коробки с фиксатора-подставки пуансона осуществляется выталкивающей частью подставки.
Выталкивающая часть подставки имеет возможность передвигаться вниз по продольной оси симметрии пуансона на направляющих, прикрепленных к части С.
Как видно из фиг. 6 обрубка происходит по линии OK по наикратчайшему расстоянию, т. е. по наименьшему сечению.
Резание, в виду наличия подставки, происходит точно на нужном по чертежу детали расстоянии N (от дна коробки) и таким образом детали получаются точно одинаковыми по высоте, что не получалось при обычном способе щтамповки.
Коробка (фиг. 7) получается без показанной на фиг. 5 закраины М, а радиус закругления получаетх;я значительно меньшим, чем при ранее существовавшем технологическом процессе.
При дальнейшем опускании пуансопа, после обрубки кромок, коробка протягивается через матрицу, отчего слегка отогнутые при обрубке кромок края детали выравниваются (фиг. 7).
Предмет изобретения.
Штамп для обрубания кромок у вытянутых из листового металла коробок, отличающийся тем, что рабочее ребро матрицы образовано пересекающимися под тупым углом поверхностями В и Е с закруглением в месте пересечения, а пуансон имеет подставку D, размеры которой еоответствуют внутренним размерам коробки.
фиг1
фиггЗ
Щ m
фиг б
фиг 7
и 1 I
111 ..Н-Л I-U
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Штамп для надрезки и отгибкилЕпЕСТКА | 1979 |
|
SU804102A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
| Устройство для надрезки лепестков и отгибки их на 180 град. | 1987 |
|
SU1479176A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ГИБКОЙ ИЗ ЗАГОТОВОК, ПОЛУЧЕННЫХ ЧИСТОВОЙ ВЫРУБКОЙ | 2009 |
|
RU2437735C2 |