1
Изобретение отноеится к обработке металлов давлением и может быть использовано на листопрокатных етанах металлуртических заводов.
Известен способ прокатки рифленых листов в рифленых валках за два прохода, по которому сначала прокатывают лист со сплошным рифлением, а затем часть рифленой поверхности листа раскатывают в рифленых валках с иным по сравнению с первопачальным направленнем рифления 1.
Однако при втором проходе за счет деформации раскатываемого металла увеличивается толщина основания листов соседних участков, не контактирующих с валком во втором проходе.
Цель изобретения - повыщение точностн геометрических размеров рифленых лпстов.
Для этого рифление в первом проходе ведут до глубииы, превыщающей требуемый размер па 3-10%.
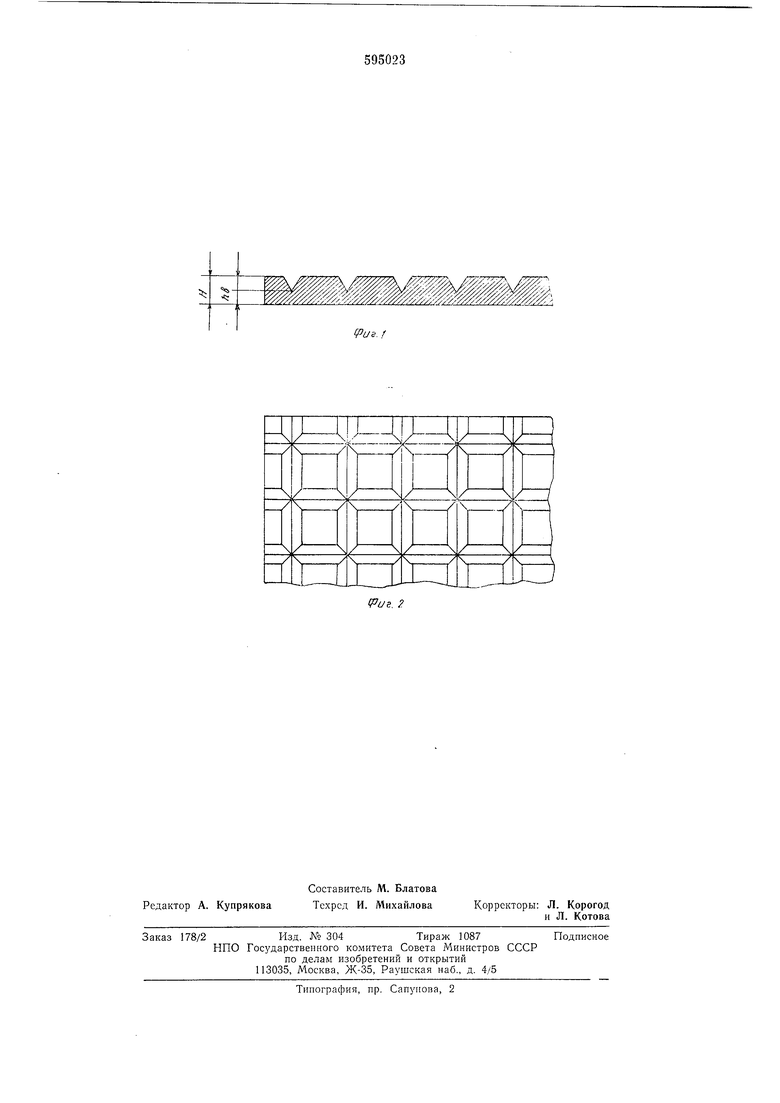
Иа фиг. 1 изображен рифленый лист после первого пропуска, поперечное сечение; па фиг. 2 - рифленая поверхность готового листа.
По предложенному способу прокатка рифленых листов на листопрокатных станах осуществляется за два пропуска с изменением направления рифления во втором из них.
В первом пропуске па поверхность гладкого листа толщиной Я при прокатке его в профилированных валках наносится определенной формы сплощное рифление глубиной Ь. Прокатку ведут так, что толщина Л рифленых листов носле первого проглска на 3-10% меньше требуемой.
Во втором нропуске лпст прокатывают в тех же валках, но в другом направлении рнфления. При этом на нераскатываемых участках увеличивается толщина основания металла до требуемых размеров за счет неретекания его с раскатываемых участков.
Прирост толщины основания после первого рифления составляет 0,12-0,40 мм плп 3- 10% от номииальпого размера 4,0 мм. Средияя толщина основання готового листа: После первого рифления 4,06 мм; После второго рифлеиия 4,05 мм.
Формула изобретения
Способ ирокатки рпфлепых лпстов, включающий прокатку в рифленых валках за два прохода с изменением направления рифления во втором проходе, отличающийся тем, что, с целью повышения точности геометрических размеров лнстов, рифление в нервом проходе производят до глубины, нревьшшющей требуемый размер на 3-10%. I-icTO4HHKn информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №412956, кл. В 21В 27/02, 1972.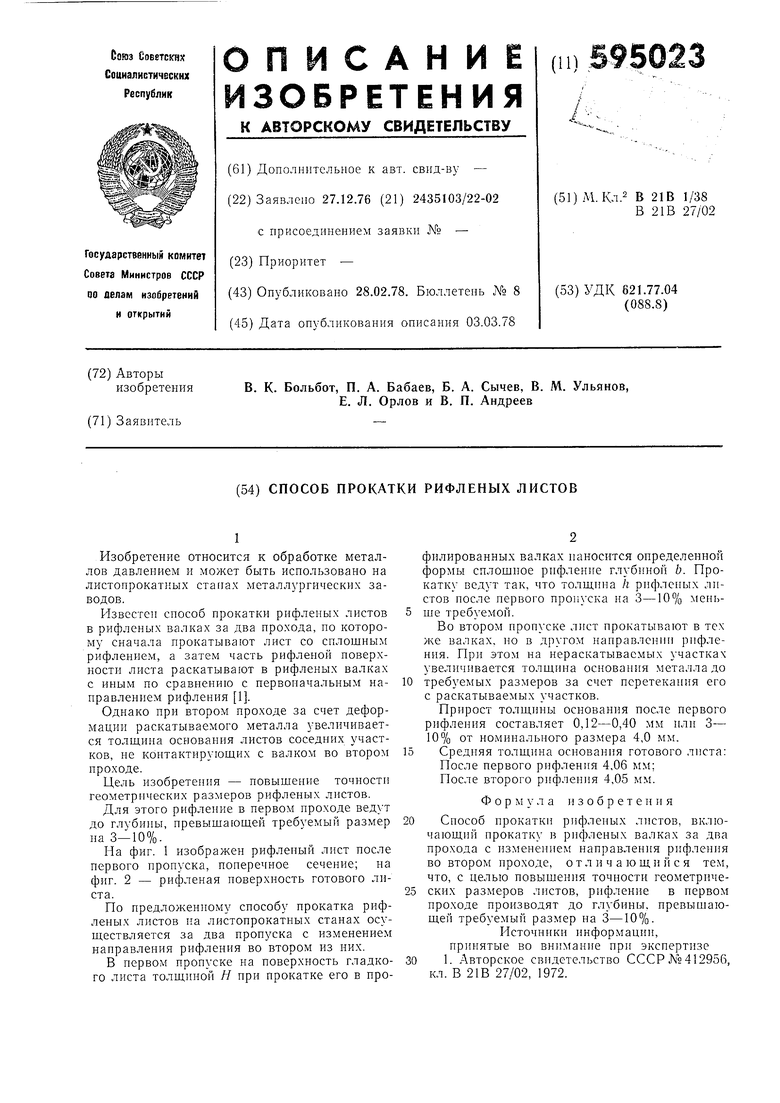
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства рифленых листов | 1979 |
|
SU835535A1 |
| Способ горячей прокатки стальных рифленых листов | 1975 |
|
SU550185A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2074776C1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Рабочий валок листопрокатной клети | 1981 |
|
SU984522A1 |