1
Изобретение относится к области машиностроения и может быть использовано как заключительная операция при формообразовании и получении низкой шероховатости как самих каналов, так и мест их сопряжения (пересечения, переходов с большего диаметра на меньший и т. п.).
Известны способы окончательной обработки элементов соединительной арматуры гидросистем методом электрохимического травления в условиях прокачки электролита через канал
1.
Однако эти способы осуш,ествляются в условиях, не связанных с условиями последующей работы гидросистемы, что ведет к возникновению значительных гидродинамических нагрузок.
Целью изобретения является снижение гидродинамических нагрузок при работе системы.
Для этого по предлагаемому способу прокачку электролита осуществляют при гидродинамических условиях, приближенных к условиям работы пневмогидросистемы. Электролит в этом случае формирует профиль канала и зону поворота потока и, сглаживая макрои микронеровности, создает плавный качественный канал.
Электролит целесообразно нрокачивать под давлением, равным давлению рабочего агента
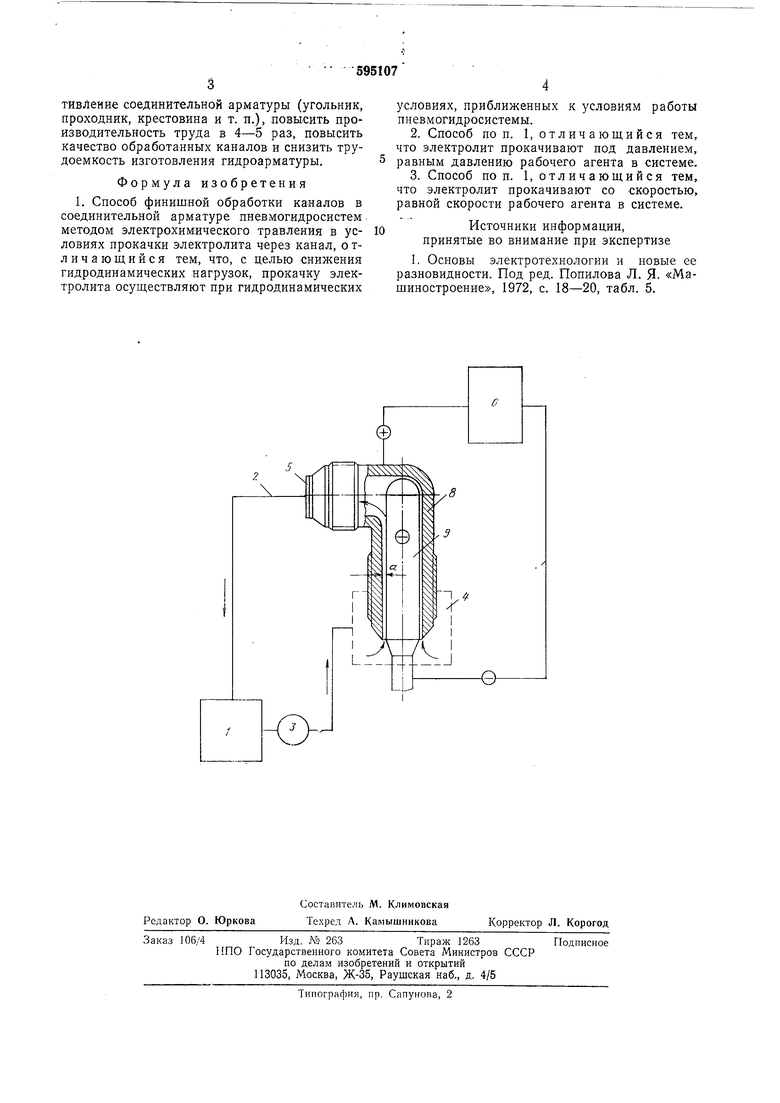
в системе, со скоростью, равной скорости рабочего агента в системе. Изобретение поясняется схемой. Схема содержит гидравлическую и электрическую системы.
Гидравлическая система включает электролитный узел 1, трубопровод подачи и слива электролита 2, нагнетающий насос 3, распределительную камеру 4, дросселирующее устройство 5 и межэлектродный зазор а.
Электрическая система включает источник технологического тока 6, токоподвод 7, аноддеталь (угольник) 8 и катод-инструмент 9.
Испытания предлол енного способа формообразования каналов проводят на соединительной арматуре из сталей Х18Н9Т и стали 45.
Электрохимическая обработка выполняется на следующих режимах:
Межэлектродный зазор, мм 0,6-0,8
Иапряжение на электродах, В10-12 Электролит - раствор (15%-ный) NaCl+ 50%-ный NaNOs в воде
Время обработки, с30-40
Скорость прокачки электролита Re10000-20000. Предлол еиный снособ формообразования позволяет значительно снизить местное сопротивление соединительной арматуры (угольник, проходник, крестовина и т. п.), повысить производительность труда в 4-5 раз, повысить качество обработанных каналов и снизить трудоемкость изготовления гидроарматуры.
Формула изобретения
1. Способ финишной обработки каиалов в соединительной арматуре пневмогидросистем методом электрохимического травления в условиях нрокачки электролита через канал, о тличающийся тем, что, с целью снижения гидродинамических нагрузок, прокачку электролита осуществляют при гидродинамических
условиях, приближенных к условиям работы пневмогидросистемы.
2.Способ по п. 1, отличающийся тем, что электролит прокачивают под давлением, равным давлению рабочего агента в системе.
3.Способ поп. 1, отличающийся тем, что электролит прокачивают со скоростью, равной скорости рабочего агента в системе.
Источники информации, принятые во внимание при экспертизе
1. Основы электротехнологии и новые ее разновидности. Под ред. Попилова Л. Я. «Машиностроение, 1972, с. 18-20, табл. 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU370002A1 |
| Способ изготовления нарезного артиллерийского ствола, нарезной артиллерийский ствол и заготовка ствола под нарезы | 2021 |
|
RU2760477C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| УСТРОЙСТВО для ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ _ | 1971 |
|
SU320361A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
