1
Изобретение относится к электрической обработке.
Известно, что при электрохимической обработке сложных поверхностей с поступательно сближающимися электродами профили поверхностей деталей и электродов-инструментов неэквидистантны в конечном положении.
Для обеспечения требуемого профиля детали необходимо определить профиль электрода-инструмента, т. е. его коррекцию. Причем профиль электрода-инструмента не однозначен и сильно зависит от режимов обработки. Этим объясняются большие трудности в установлении этого профиля и повышении точности формообразования.
Кроме того, боковой зазор постепенно увеличивается к периферии и достигает значений более 5 мм, что резко снижает местную плотность тока. Известно, что снижение последней приводит к ухудшению чистоты поверхности. Особенно это явление выражено при обработке крупногабаритных деталей из титановых сплавов. Резкое ухудшение чистоты поверхности требует увеличения припуска на чистовую операцию, что не всегда возможно.
Известны способы электрохимической обработки, в которых уменьшают боковой зазор, а следовательно, и коррекцию электродов-инструментов введением в раствор электролита различных газов.
Цель изобретения - повысить качество поверхности и точность формообразования при использовании некоррегированного электродг.инструмента.
Это достигается тем, что в межэлектродный промежуток, через который прокачивается электролит, введены жидкие диэлектрики, например, того же состава, что и гидравлическая изоляция (масло типа ВМ4. индустриальное
50, ИИР50, турбинное 46м75, дизельное МТ 14П и ДП8; «тяжелые жидкости типа - бутил йодистый, тетрабромэтан, метилен йодистый) по специальным каналам в электродеинструменте так, чтобы
- secЗ,
где РК - удельное сопротивление электролита в смеси с жидким диэлектриком по тракту межэлектродного промел утка;
р - удельное сопротивление э,тектролита
в баке;
Р - угол наклона касательной к профилю электрода-инструмента относ; телыю перпенд:1куля: а к направлению его поступательного перемещения.
Перечисленные выше жидкие диэлектрики
не только не растворимы в воде, но и сами
не являются растворителями веществ электролитов, а кроме того имеют существенно отличный от раствора электролита удель ын вес (больше или меньше).
Вязкость жидких диэлектриков, особенно масел, значительно больше вязкости раствора электролита. Это приводит к тому, что в баке они легко отделяются от раствора электролита (всплывают или оседают), поэтому электропроводность электролита в баке и соответственно в месте ввода в рабочий промежуток не изменяется. При введении жидкого диэлектрика в межэлектродный промежуток по кольцевым каналам удельное сопротивление смеси постепенно изменяется от канала к каналу.
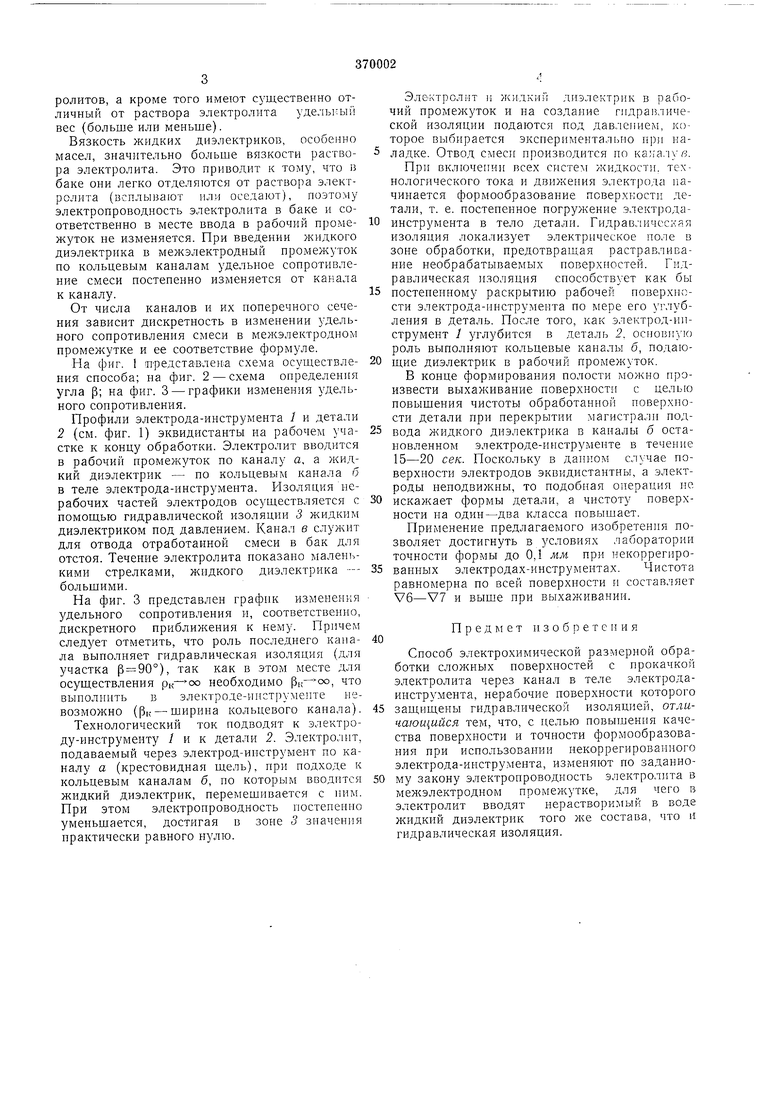
От числа каналов и их поперечного сечения зависит дискретность в изменении удельного сопротивления смеси в межэлектродном промежутке и ее соответствие формуле.
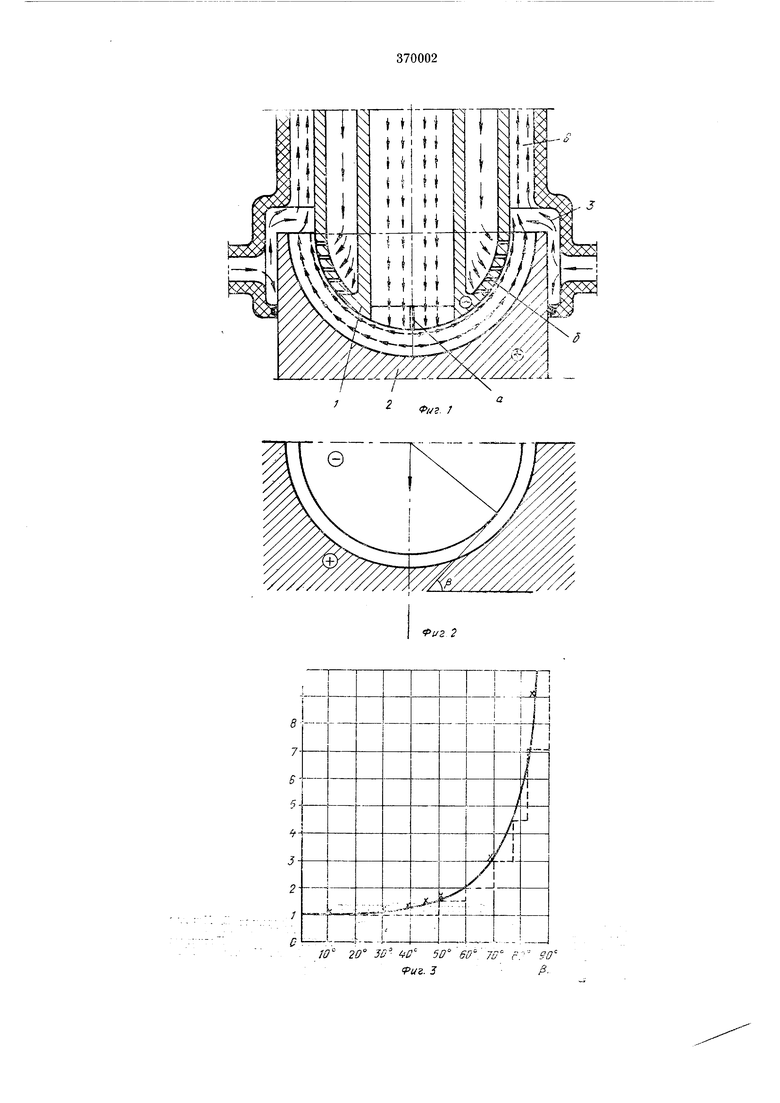
На фиг. 1 п-редставлена схема осушествления способа; на фиг. 2 - схема определения угла р; на фиг. 3 - графики изменения удельного сопротивления.
Профили электрода-инструмента / и детали 2 (см. фиг. 1) эквидистанты на рабочем участке к концу обработки. Электролит вводится в рабочий промежуток по каналу а, а жидкий диэлектрик - по кольцевым канала 6 в теле электрода-инструмента. Изоляция нерабочих частей электродов осушествляется с помощью гидравлической изоляции 3 л-сидким диэлектриком под давлением. Канал в служит для отвода отработанной смеси в бак для отстоя. Течение электролита показано маленькими стрелками, жидкого диэлектрика -большими.
На фиг. 3 представлен график изменения удельного сопротивления и, соответственно, дискретного приближения к нему. Причем следует отметить, что роль последнего капала выполняет гидравлическая изоляция (для участка р 90°), так как в этом месте для осуш,ествления необходимо , что выполнить в электроде-инструменте невозможно (РН-ширина кольцевого канала).
Технологический ток подводят к электроду-инструменту / и к детали 2. Электролит, подаваемый через электрод-инструмент по каналу а (крестовидная нцель), ири подходе к кольцевым каналам б, по которым вводится жидкий диэлектрик, перемешивается с ним. При этом электропроводность постепенно уменьшается, достигая в зоне 5 значения практически равного нулю.
Электролит н жидкий диэлектрик в рабочий промежуток и на создание гидравлической изоляции подаются под давлением, ко торое выбирается экспериментально при наладке. Отвод смеси производится по каналу в. включении всех систем жидкости, те нологпческого тока и движения электрода начинается формообразование поверхности детали, т. е. постепенное погружение электродаинструмента в тело детали. Гидравлическая изоляция локализует электрическое поле в зоне обработки, предотвращая растравливание необрабатываемых поверхностей. Гидравлическая изоляция способствует как бы
постепенному раскрытию рабочей поверхности электрода-инструмента по мере его углубления в деталь. После того, как электрод-инструмент / углубится в деталь 2. основутую роль выполняют кольцевые каналы б, подаюш,ие диэлектрик в рабочий промежуток.
В конце формирования полости можно произвести выхаживание поверхности с целью повышения чистоты обработанной поверхности детали при перекрытии магистрали подвода жидкого диэлектрика в каналы б остановленном электроде-ннструменте в течение 15-20 сек. Поскольку в данном случае поверхности электродов эквидистантны, а электроды неподвижны, то подобная операция не
искажает формы детали, а чистоту поверхности на один-два класса повглшает.
Применение предлагаемого изобретения позволяет достигнуть в условиях лаборатории точности формы до 0,1 мм при некоррегнрованных электродах-инструментах. Чистота равномерна по всей поверхности и составляет V6-V7 и выше при выхаживании.
Предмет изобретения
Способ электрохимической размерной обработки сложных поверхностей с прокачкой электролита через канал в теле электродаинструмента, нерабочие поверхности которого
защищены гидравлической изоляцией, отличающийся тем, что, с целью повышения качества поверхности и точности формообразования при использовании некоррегированиого электрода-инструмента, изменяют по заданному закону электропроводность электролита в межэлектродном промежутке, для чего в электролит вводят нерастворимый в воде жидкий диэлектрик того же состава, что и гидравлическая изоляция.
J
. J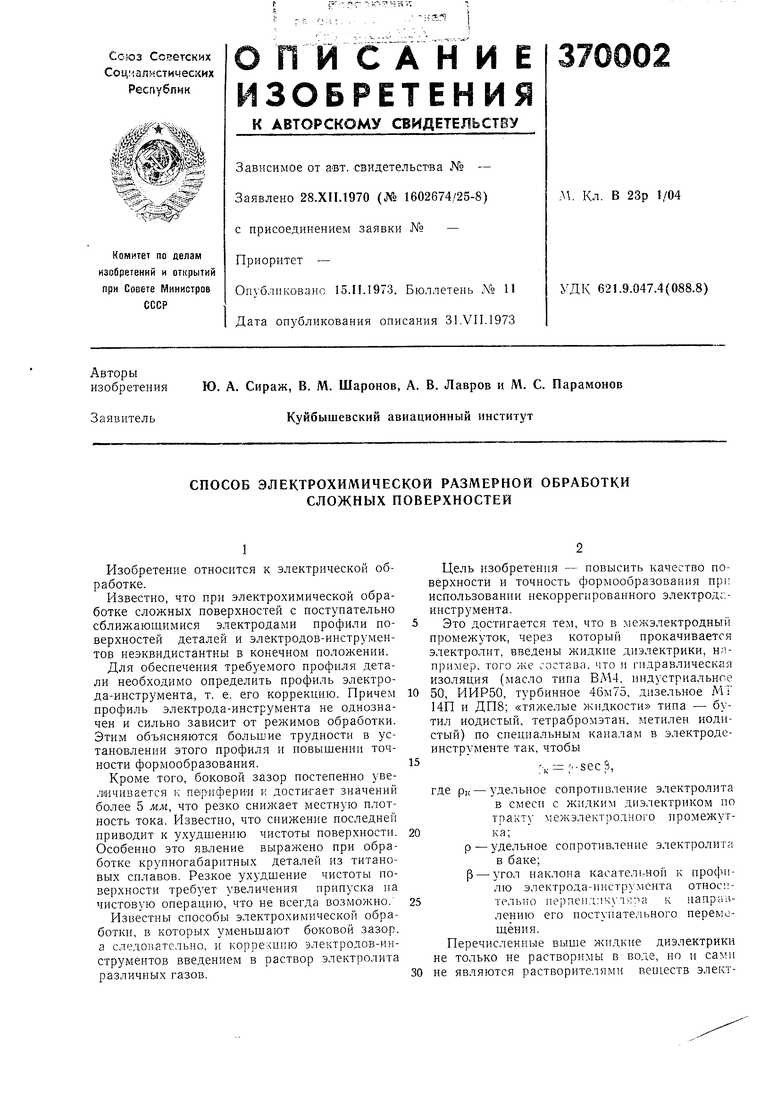
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ НЕОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 1972 |
|
SU344954A1 |
| Способ размерной электрохимической обработки | 1980 |
|
SU935246A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU806339A1 |
| Способ электрохимической размерной обработки металлов | 1981 |
|
SU1007889A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1973 |
|
SU368971A1 |
| Электрод-инструмент для электрохимической калибровки отверстий | 1983 |
|
SU1151398A1 |
| Электрод-инструмент | 1972 |
|
SU505551A1 |
| Электрод-инструмент для электрической обработки отверстий малого диаметра и способ его изготовления | 1990 |
|
SU1710240A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |