(54) СБОРНАЯ МАТРИЦА ДЛЯ ГИДРОЭКСТРУДИРОБАНИЯ. ;ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный блок к устройству для гидроэкструзии проволоки | 1977 |
|
SU676349A1 |
| Матрица для прессования изделий | 1973 |
|
SU475183A1 |
| Инструмент для гидростатического экструдирования труб из круглых полых заготовок | 1974 |
|
SU695535A3 |
| Матрица для прессования | 1976 |
|
SU597324A3 |
| Автоматический штамп | 1958 |
|
SU140026A1 |
| Автоматический штамп | 1958 |
|
SU119167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОПРОВОЛОКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146975C1 |
| Способ гидроэкструдирования полых изделий | 1977 |
|
SU721138A1 |
1
Изобретение относится к обработке металлов давлением, в частности к прессовом инструменту для экструдирования.
Известна сборная, матрица для гидроэкструдирования провопоки.содержащая алмазную калибрующую вставку, заключенную в капсулу, а также направляющую втулку с заходным конусом l.
При гидроэкструдировании тонкой проволоки из бухтовой заготовки последняя поступает в зону деформации под углом, что увеличивает неравномерность деформации. В результате происходят обрывы и снижается точность геометрических размеров экструдируемой проволоки.
Пепью изобретения явпяется сокращение обрывности и улучшение качества готовой провопоки,
Указанная цель /достигается тем, что на торце втулки, обращенном к матрице, выпо шена центральная полость, соединенная осевыми каналами с заходным конусом направляющей втулки
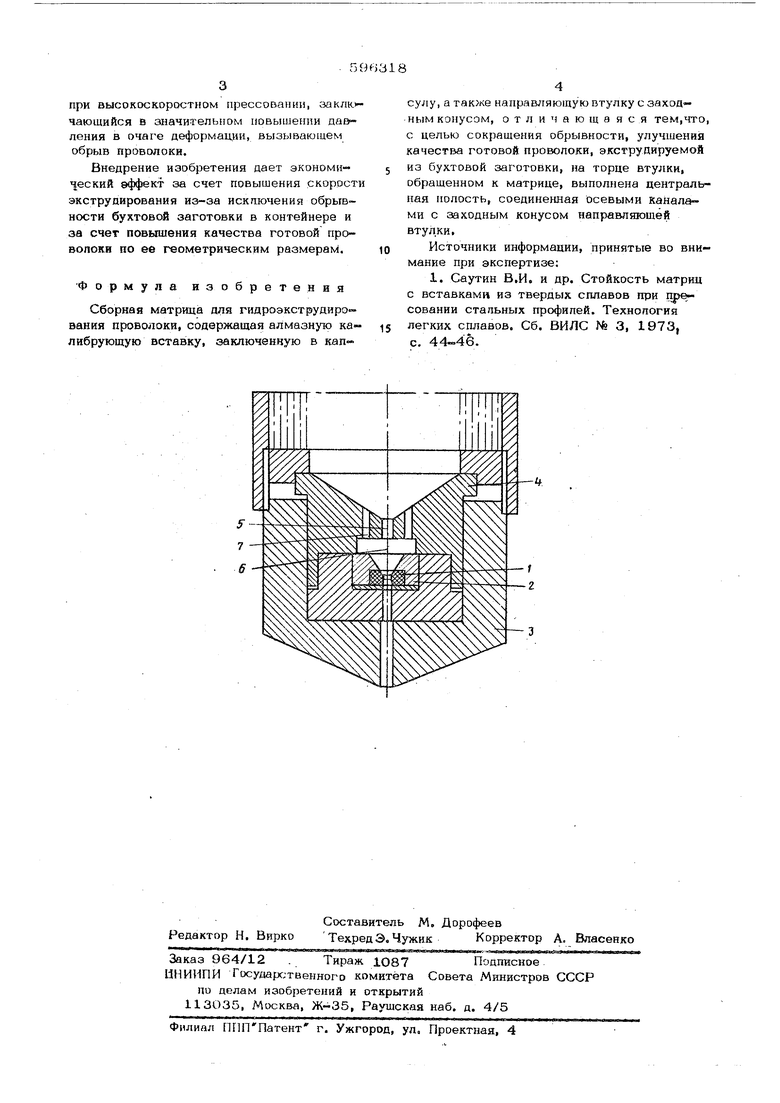
На чертеже изображена сборная матрица общий вид. Она содержит алмазную рабочую
вставку 1, заключенную в капсулу 2. Последняя размещена во втулке 3. Во втулке 3 установлена заходная втулка 4 с централ ным отверстием 5 для прохода проволоки. Между втулкой 4 и капсулой 2 имеется полость 6, соединенная кондентрическн расположенными каналами 7 с заходной частью втулки 4. Размер I центрального (отверстия 5 составляет 1,5 диаметра экструдируемой бухтовой заготовки,
; Работает сборная матрица следующим образом.
Конец буховой заготовки (на чертеже не показана) заправляется в очко алмазной вставки 1 ; через отверстие 5. Заготовка проходит через полость 6, где ,она под действием рабочей жидкости, поступающей в полость 6 через каналы 7, задается в ,рчко1 алмазной вставки 1 строго по оси, что способствует повышению то« ности геометрических размеров гот,овой проволоки.
Каналы 7 пропускают жидкость высокого давления в зону деформации и снижают гидродинамический эффект, возникающий
при высокоскоростном прессованин, сзаклк.1- чающийся в значительном повышении да&ления в очаге деформации, вызывающем обрыв проволоки.
Внедрение изобретения дает эковомический эффект за счет повышения скорости экструиирования из-за исключения обрывности бухтовой заготовки в контейнере и за счет повышения качества готовой провопоки по ее геометрическим размерам.
Формула изобретения
Сборная матрица для гидроэкструдирования проволоки, содержащая алмазную калибрующую вставку, заключенную в кап
сулу, а также напраштяющую втулку с заход- ным конусом, отличающаяся тем,что, с целью сокращения обрывности, улу чшения качества готовой проволоки, экструдируемой из бухтовой заготовки, на торце втулки, обращенном к матрице, выполнена центральпая полость, соединенная осевыми каналами с ааходным конусом направлягошей втудки.
Источники информации, принятые во внимание при экспертизе;
