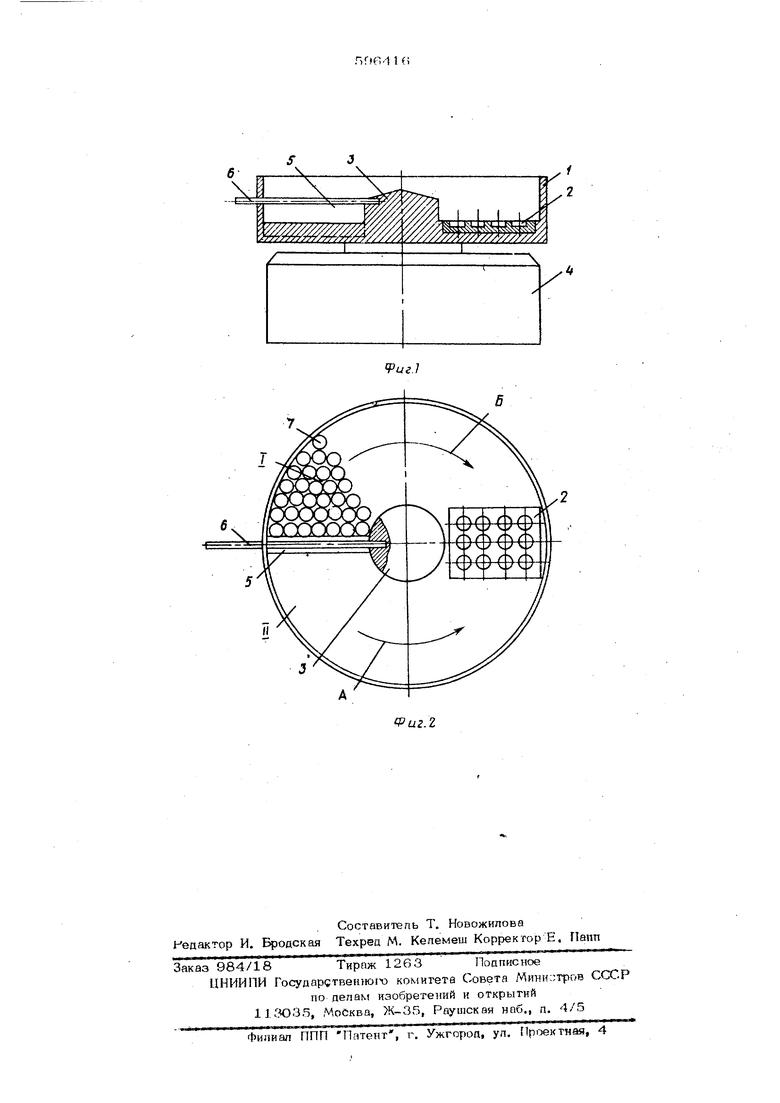
(54) УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ДЕТАЛЕЙ вибратора осуществляется попувыпрямленным током промышленной частоты 5О Гц. Трафарет 2 представляет собой группу профильных углублений под загружаемые детали. Глубина гнезда берется равной высоте одной ил нескольких деталей, С противоположной стороны от трафарета кольцевой лоток чаши 1 снабжен заслонкой 5, В первом варианте конструкции устройства заслонка 5 может подниматься, опускаться или поворачиваться вокруг оси 6 для пропуска деталей 7, размещаемых с одной стороны от заслонки 5. Вибратор 4 обеспечивает определенгое ог ненаправленное движенвв: деталей 7 в чаше 1, например, в направлении, указашюм стре|1 кой А.. . Устройство работает с/ едующим образом, 7, например цилиндрические стбклотвблетки корпусов полупроводниковых прв боров, засыпают навалом партией в 5-10 раз превыщаюшей количество углублений трвфарета 2 по одну сторону от заслонки 5 (зона I ). При включении вибратора н кер с кольцевым лотком получает направленные колебательные движения и детали упирэт FOTCH в заслонку 5 которая затем при подъеме или опускании ниже уровня основания или при повороте вокруг оси 6 открывает путь деталям, по лотку в направлении стре;,ки А и далее они р юмёрным потоком проходят по поверхности 2, ориентируются и западают в его углубления. Незапавшие детали пропопжаЬт двигаться дальше в сторону заслонки S, которая в конце цикла загрузки снова воздращается в исхо& ое положение, благодаря чему поток деталей ос танавпивают около нее в зоне IT , Вибраций продолжаются до ,тех пор пока поверхность трафарета не очистится полностью от лишних деталей. Затемдетали из углублений трафаре та специальным устройством, например ваку умной присоской (не показана), переносятся в кассету На этом заканчивается цикл загрузки. Следующий цикл загрузки осуществля ется аналогичным открыванием и закрыванием заслонки в начале и в конце цикла при подходе к ней деталей. Повышение производительности Может быть „достигнуто также установкой нескольких трафаретов на пути транспортирования деталей Таким образом, в устройстве, отличающемся конструктивной простотой, достигаэтсМ оптимизация процесса заполнения трафарета, полная очистка его от лишних деталей, авТоматизированный возврат партии деталей на исходггую позицию в конце цикпа загрузки. Согласно второго варианта исполнения устройства зпслонка 5 жестко соединена с дном и стенками кольцевого лотка и таким образом полностью перекрывает канал потка. Вибратор 4 выполнен реверсируемым. 1вижение засыпанной партии деталей 7 в зоне 1 начинается от заслонки 5 в направлетии стрелки Б по поверхности трафарета 2 и далее пока они не достигнут заслонки 5 с ее противоположной стороны, где и останавливаются, занимая место гГ. На этом цикл йагрузки заканчивается, и детали из гнезд трафарета переносятся в кассету, Эта конструкция предусматрив т производить следующий цикл загрузки транспортированием деталей в противоположную сторону из зоны 11 в зону I путем реверсирования вибропривода и соответственно потока подаваемых деталей (по стрелке А). Кроме 9ТОГО, на каждый цикл загрузки может быть осуществлено несколько рабочих пропусков деталей по поверхности трафарета для повышения степени заполнения его гнезд. Повышение производительдасти достигается также установкой { скольких трафаретов на пути транспортирования деталей или разделедаем бутпсера неподвижными заслонками на несколько секций с отдельными трафаретами в каждой из них. Формула изобретения 1.Устройство для загрузки деталей, содержащее вибробункер с чашей в виде кольцевого лотка и трафаретом, о т л и ч а ющ е е с я тем, что, с целью повышения производительности устройства, чаша снабжена заслонкой, установленной на стороне, противоположной загружаемому трафарету. 2.Устройство по п. 1, о т л и ч а ющ-е е с я тем, что заспоша выполнена управляемой с возможностью пропусков деталей и остановкой их в конце.цикла загрузки перед заслонкой. 3.. Устройство по п, 1, о т л и ч а ю- щ е е с я тем, что привод вибробункера вы полней реверсируемым. Источники информации, принятые во внимание при -дгкспертизе: 1.Авторское свидетельство СССР № 510352, кл. В 23 Я 7/ОО, 1974. 2.Лебедовский М. О. Автоматизация сборочных работ , Лениздат, 197О, с. 242, р. «5.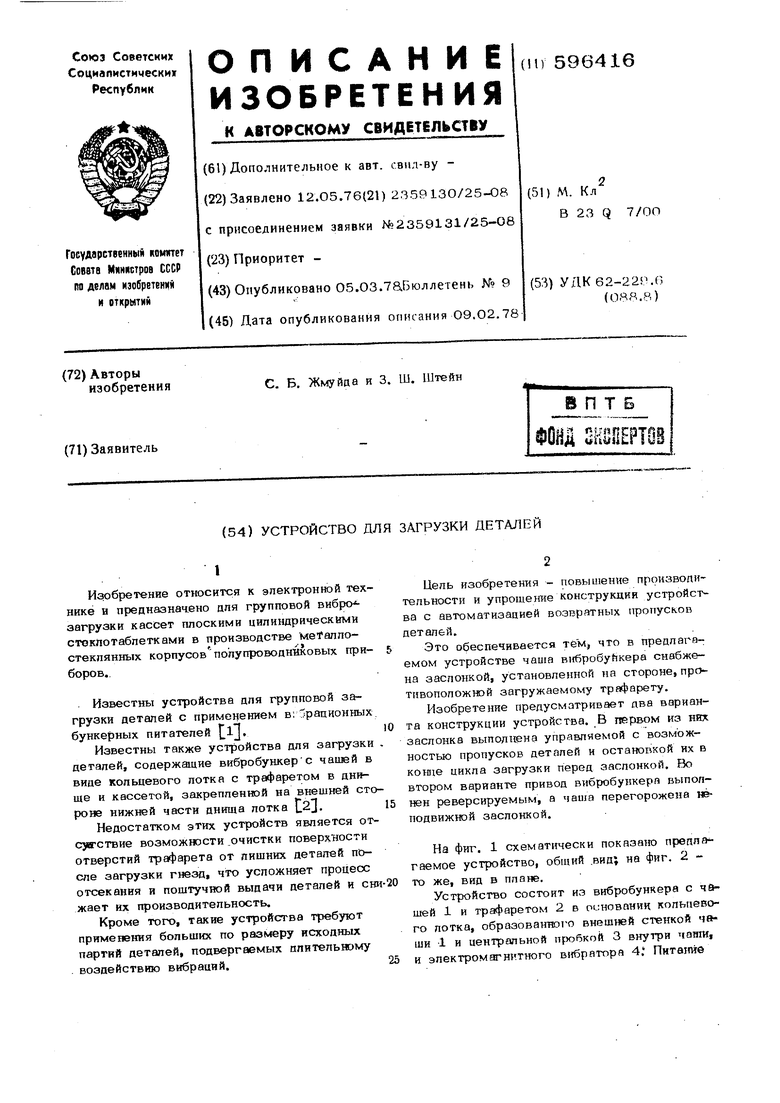
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки плоских деталей | 1977 |
|
SU675486A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| ВИБРОБУНКЕР | 2000 |
|
RU2173662C1 |
| ВИБРАЦИОННОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU317586A1 |
| Устройство для сборки крепежного элемента с шайбами | 1987 |
|
SU1526944A1 |
| Устройство для загрузки деталей | 1977 |
|
SU651936A2 |
| Устройство групповой загрузки плоских деталей в гнезде трафарета или кассет | 1973 |
|
SU521621A1 |
| АВТОМАТ ДЛЯ ИСПЫТАНИЯ ЗОЛОТНИКОВ АВТОВЕНТИЛЕЙ | 1972 |
|
SU345397A1 |
| Устройство для загрузки деталей в кассеты | 1983 |
|
SU1162002A1 |
| Устройство для загрузки радиодеталей с односторонними выводами | 1990 |
|
SU1765917A1 |