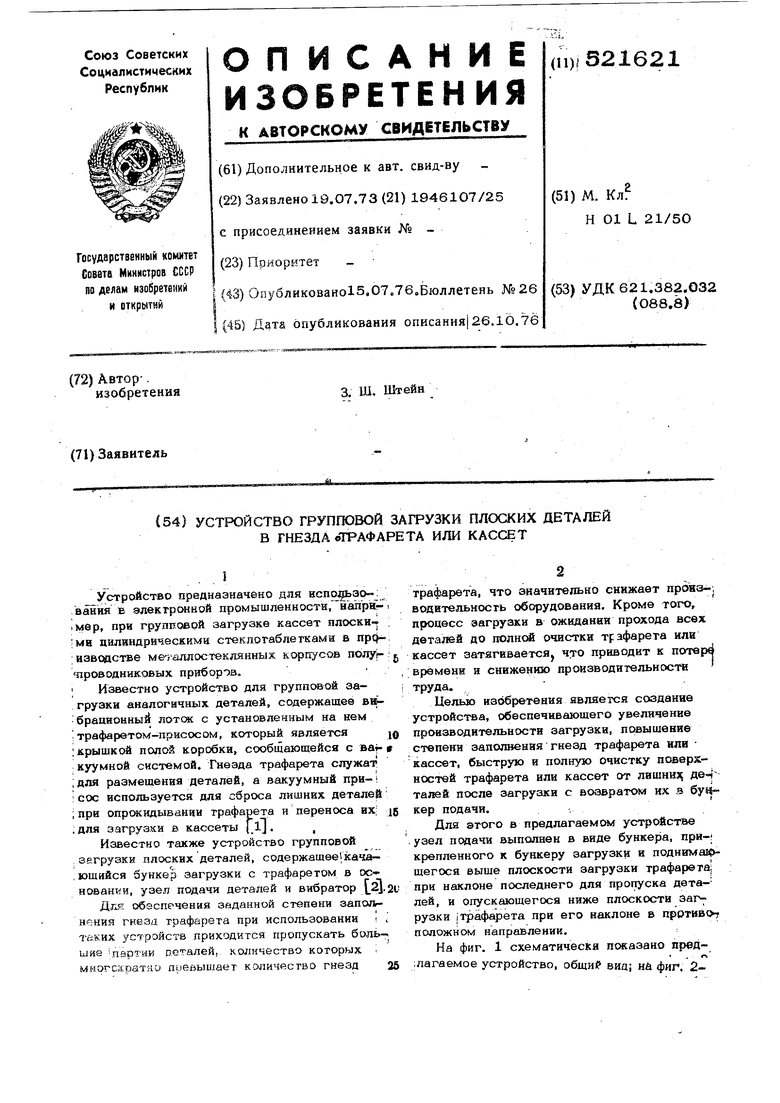
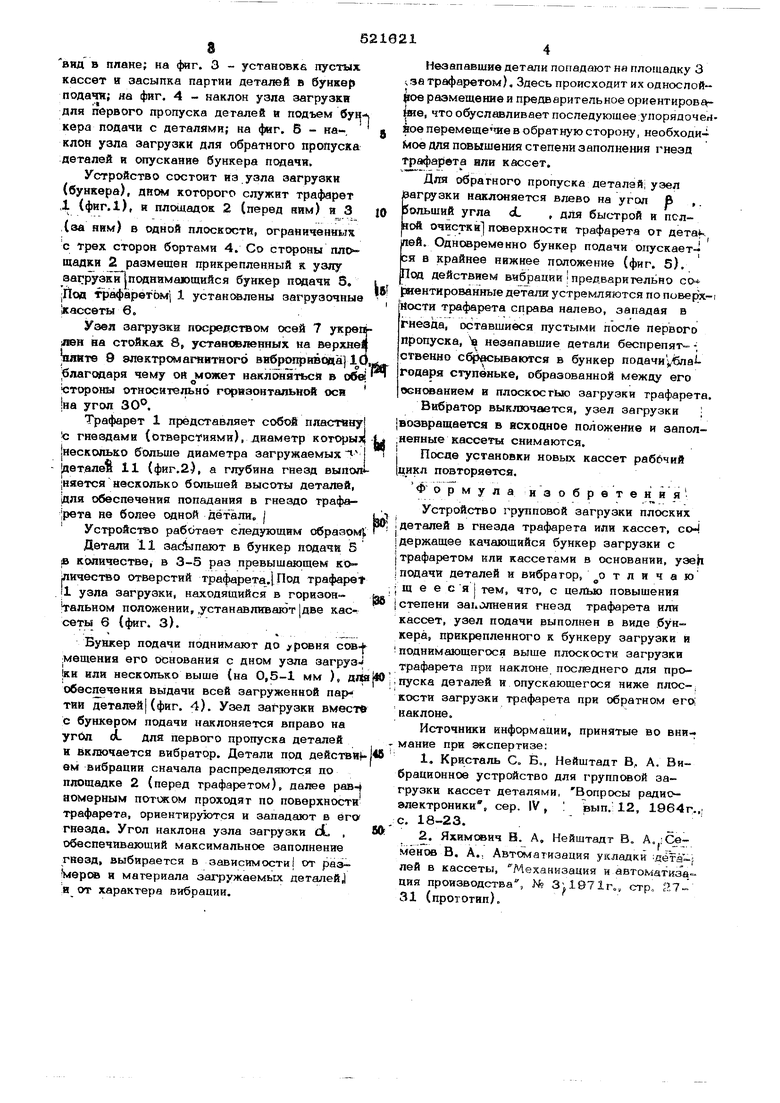
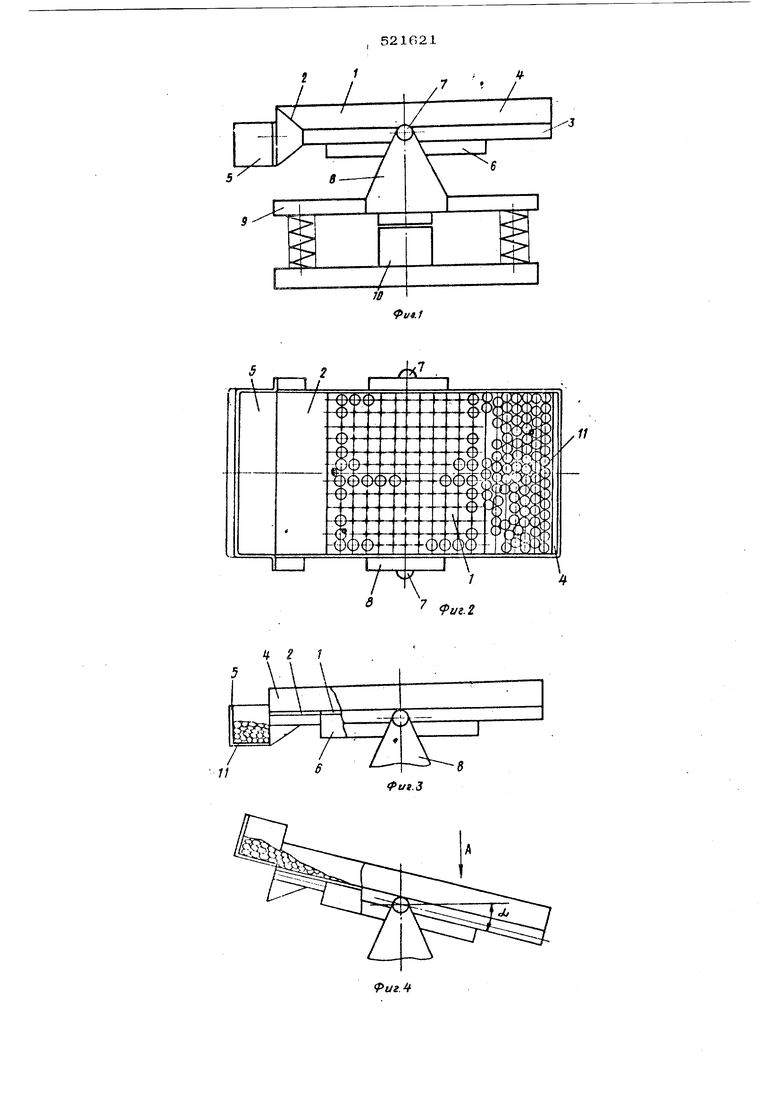
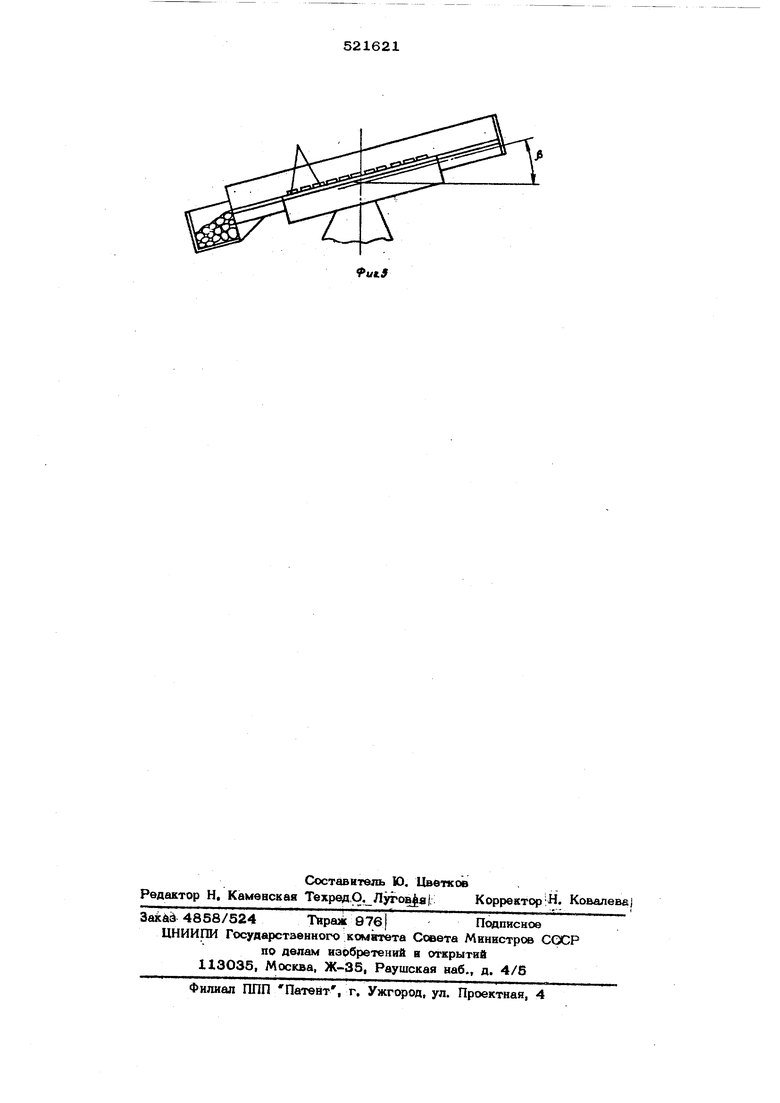
вид в плане; на фиг. 3 - установке пустых кассет и засыпка партии деталей в бункер подачн; на фиг. 4 - наклон узла загрузке для первого пропуска деталей и подъем бучл кера подачи с деталями; на фиг. Б - наклон узла загрузки для обратного пропуска деталей и опускание бункера подачи. Устройство состоит из узла загрузки (бункера), дном которого служит трафарет ,1 (фиг.), и площадок 2 (перед ним) и 3 (за ним) в одной плоскости, ограниченных о трех сторон бортами 4. Со стороны пло щадки 2 размешен прикрепленный я узлу загрузкйПподнимающийся бункер подачи 5. {Под трафаретом 1 устансжлены загрузочные (Кассеты в. Узел загрузки посрадсгаом осей 7 укрегаяен ва стойках 8 установленных на верхней щтте 9 электромагнитного вибропривода , благодаря чему OR может наклоняться в обе стороны относительно горизонтальной оси на угол 30°. Трафарет 1 представляет собой пластину с гнездами (огверсТиями), диаметр которы:«} Несколько больше диаметра загружаемых I - детале1 11 (фиг.2), а глубина гнезд выполЬ |няется несколько большей высоты деталей, |для обеспечения попадания в гнездо графа- ;рета не более одной детали. | Устройс-гео работает следующим образом ; Детали 11 зас Упают в бункер подачи 5 jB количестве, в 3-5 раз превышающем к оличество отверстий трафарета.1 Под тpaфapet il узла загрузки, находящийся в горизон|тальном положении, .устанавливают две кассеты 6 (фиг. З). Бункер подачи поднимают до jровня сов:мещения его основания с дном узла загруз-J 1ки или несколько выше (на 0,5-1 мм ), обеспечения выдачи всей загруженной партии деталей (фиг. 4). Узел загрузки вместе с бункером подачи наклоняется вправо на угйл d. для первого пропуска деталей и Включается вибратор. Детали под действий ем вибрации сначала распределяются по площадке 2 (перед трафаретом), далее рав- номерным потоком проходят по поверхности трафарета, ориентируются и западают в его гнезда. Угол наклона узла загрузки dL , обеспечивающий максимальное заполнение гнезд, выбирается в зависимости от раз- Уерсж и материала загружаемых дeтaлeйj я от характера вибрации. Незапавшив детали попадают на площадку 3 i за трафаретом), Здесь происходит их односпой ое размещение и предварительное ориентировг дае, что об уславливает последующее упорядоченноеперемещеше в обратную сторону, необходимое для повышения степени заполнения гнезд трафарета и«и кассет. Для обратного пропуска деталей; узел .загрузки наклоняется влево на угол В , 5ольщий угла oL , для быстрой и полной очистки псжерхности трафарета от детак яеЙ, Однсдаременно бункер подачи опускается а крайнее нижнее положение (фиг. 5). род действием вибрациипредварительно со риентированные детали устремляются по поверх-i йости трафарета справа налево, западая в гиезда, оставшиеся пустыми после первого пропуска, незапавшие детайи беспрепят ственно сбрасываются в бункер подачн а Годаря ступеньке, образованной между его оснсжанием и плоскостью загрузки трафарета. Вибратор выключается, узел загрузки возвращается в нсходное положение и заполненные кассеты снимаются. Посде установки новых кассет раббчий цикл повторяется. Формула изобретения Устройство групповой загрузки плоских деталей в гнезда трафарета или кассет, со держащее качающийся бункер загрузки с трафаретом или кассетами в основании, узеН подачи деталей и вибратор, отличаю I щ е е с я тем, что, с целью повышения I степени заполнения гнезд трафарета или кассет, узел подачи выполнен в виде бункера, прикрепленного к бункеру загрузки и поднимающегося выше плоскости загрузки трафарета при наклоне пocJЮДнeгo для про,пуска деталей и опускающегося ниже плос-. кости загрузки трафарета при обратном его наклоне. Источники информации, принятые во внимание при экспертизе; 1,Кристаль С. Б., Нейштадт В, А. Вибрационное устройство для групповой загрузки кассет деталял и, Вопросы радиоэлектроники, сер. IV, вып, 12, 1964г., с. 18-23. 2.Яхимсюич В. А, Нейштадт В. А. -Семёнов В. Д.. Автоматизация укладки :дета- лей в кассеты, Механизация и автоматиза№ 3 1071г. стр. 27. ция производства 31 (прототип).
/ /
7
/
/
,3
X
/