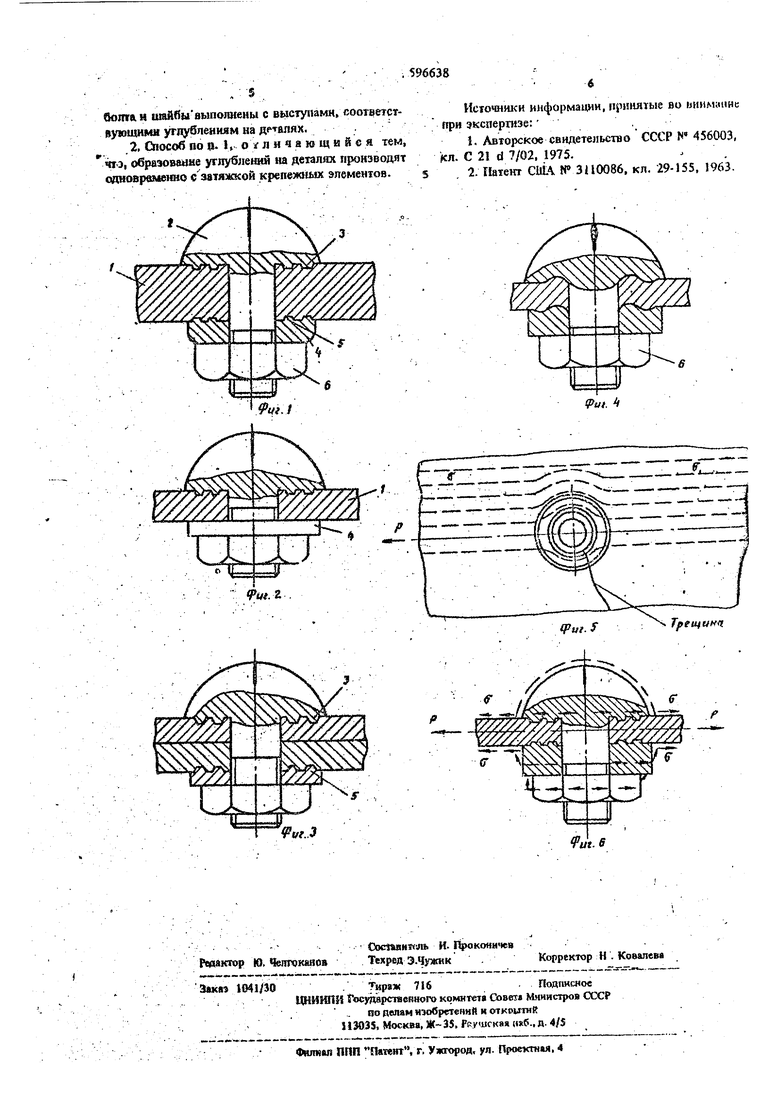
54) СПОСОБ ЗАда1РЖКИ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ДЕТАЛЯХ 0анием с помощью обжимок на прессах или чеканкой в Отверстия деталей « одной стороны устанавлИ &ется бот с высгутииощим janbaeuwMH выступами на внутрегшем торце, входящими в кольцевое Кйяавкн вокруг отверстия на деталя, в с другой стороны - шайоу с аналогичными выступами, какже пходя.аднми в кс.1ьцевые канавки вокруг от- . всрстия на детали, а затем крепят гайкой с тариро-° ва}шым моментом затюкки. Ш фиг. изображена схема положе1шя болта и шайбы после обжатия кольцевь Х канавок на детали с Двух сторон и их соед{шеш{й с деталью; 1Ш фиг. 2 схема папожешш болта и ишйбы после обжатия кольцевых канавок с стороны а тонкостенны JE eтaляк и {х соедтсеще с деталью; на фнг. 3 - схема прложешщ болта и шайбы посл@ обжатия кольцевых канавок с прошвоноложных поверхностей двух неразьемш 1Х сопрягаемых деталей; на фиг, 4 схема иоложе1тл болта и шайбы при усх&новке и обработке тонкостенных детаяген с об.{йзрвшшем гофр для сцеплешш крепежных элементо ; IU фиг. S - налравлеш1е потока растягиваюшрих напряжений, возиикамифи от придоже1шй 1 агрузки, м их огибание отвер;т1ш после обжатня кольцевых канавок; на фнг. 6 - на1фавлеш1з и нерераспредельKite растягивающих налряженш, вазашсашщ 1Х от приложенной нагрузки в болте, шайбе и гайке. . Способ состоит в слёдующемГЗасверливаТот блокирующее отверстно диаметром 6 мм у вершш 1 | сквозной трещины, Затем на прессе с помощью обжимок или ннеимомолотком с помощью чекана н поддержки, HMeioui iiMH кольцапые буртики форму . JOT с TQUOB концентрично отверстиям кольцевые углублещ1я на расстоязши от кромки отверстия, равном Мм, глубиной 0,3 мм н ип риной 1,8 мм мес ной пластической деформацией в холодном состоя /НИИ, . :;, - ::. ;; . ;-- . ;.-; В отверстие детат1 1 с кольцевыми канавками вокруг негс с одной стйроны устанавливают болт 2 с BMCTyHaiouAiiiMii крльцеиь м 1 выстунами 3 на внутреннем торце, входяцдали в ко;П)Цевые канавки : вокруг отверстия на детали, с другой;с10роныуст иав.швают на болт шайбу 4 с аналогиа1ЫМ1) выступами 5, такж$ входящими в кольцевые канавки вокруг отверстия на детали. Ш ыступаи)Щ)т6 резьбовую часть болта 2 навиншшзют гайку 6 и затягивают тарированкым моментом Мкр 42 кГсм Остановка роста усталостных трещин в таких деталях тина в легкодеформируемых материалах может осуществляться после сверлеюм отверстий в ьерщкне трещины путем установки и Затяжки болта с одноврёмеш ым образованием кот цевых канавок в дефоршфуемом материале кольцевыми выступами, расйоложеш ыми на виутpeifflHX поверх1{ос)гях головки болта и шайбы. После ноотановки такого крепежа, когда кольцевые выступы болта и шайбы находятся в ко;гьцевых канавках.вокругогверстяя, на детали соада ются дополнятельные, iioJiojKinejibHO / влияющие на усталостную долговечносгь, сжимающие напряжения в этой зоне. В результате этого значительно, , разгружается отверстие от потока растягивающие напряжений, образуемых щш циклических иагрузках в процессе зкснпуатащсн, которые частично огкбают отверстие, а частично передают через креяязкньй зпемент (фиг. 6), который разгружает отрстае и яв/шется мостиком персраспределеюм растягивающих напряжений.. На деталях с толщиной свыщв 2,5 мм кольце вме канавки выполняют с двух сторон, а WA деталяг с толщиной 1,5-2,5 мм кольцевые канавки в&шодняют с одной стороны (со стороны головки болте) На деталях, неразъемщдх со«|Д щений кольцевые К8навки выполняют с протнвоположаых поверхностей сопрягаемых деталей {фмг. 3) и «а joteTajytx с толщгагой менее I, Mh кольцевые канавки вьшошшют путем выполне{шя кольцевых гофр (волн). Ддя повыщеинч сцеплйемостя болта и щайбы с поверхностями толстостеш1ых деталей кольцевые канавки вокруг отверстия в детапи и буртики бойт и шайбы выполняют соответственно прямоугольной, трапециевидной шш другой формы в их поперечном сече)ши.. T)iyQaHH коЕьцевых канавок вокруг отверстий метали и высота буртиков ца внутренней торцевой сторону болта и шайбы должна быть U,05-0, от .толщины полотна дегаго,в зоне которого образована усталостная трещина.и на расстоянии от кром ки отверстий 0,2-0,3 от уолщщдд полотна шфилд канавок 0,2-0,4 и с 0,4т-0,8 от толадвш полотна.: В тонкостенньи деталях с толщиной полотей менее 2,5 мм кольцевые ш головке бол1 н шайбы формуют им соответственные кольцевые канавки, локально т1ро«няя,||1х вокруг oiaepcTiiu и образуя замок при затязсосе Гайки без предварительной формовки канавок . - : По лредлагаемому способу знвчительно задерживается период зарождения усталостных трещин и itx скорость роста, что обеспеч1 ает заданный ресурс и повышает срок службы элементов. . Формула изобрвтвння 1. Способ задержки роста усталост}{ьлх трещин в еталях заключающийся в сверлеши отверстия п{пг ершине трещн{1Ы с последующим образованиеМаДе ормацией концентричныхОтверстию углублений, тличающийся , твм что, с цешю повышеия срока службы, деталей за счет увеличения пери да задержки зарождения и роста усталостных треин, в отверстия деталей устанавливают крепежные лементы, налриМ| р болт, шэйбу и гайку, м произодят затяжку с тарирова1нп 1м моменток, пра этом опрягаюишеся с деталями 1шверх:носп головки
Оо1Тг& н шиаййыаыполнены с вадстуиамн, соотэетстпующимн угдубпениям на ЯРТЙПЯХ.
2, Способ по ц. 1, о г л и ч а ю щ и 8 с я тем, чт-з, образоваине угпубнений на деталях производят одновременно сзатяжкой крепежных эпементов.
Исючншси и«фо|), принятые во ьиимаине при экспершзе:.
1.Авторское свидетельство СССР W456003, КЛ. С 21 d 7/02. 1975.
2.Патент США W 3110086. кл, 29-155, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН | 1986 |
|
RU1354547C |
| УСИЛИВАЮЩИЙ РЕЛЬЕФ ДЛЯ УСТАНОВКИ | 2012 |
|
RU2605665C2 |
| Способ восстановления работоспособности деталей с усталостными трещинами | 1986 |
|
SU1368153A1 |
| Устройство для упрочняющей обработки деталей шариками | 1980 |
|
SU891371A2 |
| Устройство для поверхностного упрочнения изделий | 1984 |
|
SU1243937A1 |
| Домкрат | 1974 |
|
SU501973A1 |
| Корончатая гайка | 1977 |
|
SU715834A1 |
| Устройство для соединения деталей | 1984 |
|
SU1201570A1 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ДЕТАЛЯХ | 1985 |
|
SU1361856A1 |
| Способ упрочняюще-отделочной обработки внутренних поверхностей деталей и устройство для его осуществления | 1975 |
|
SU594192A1 |
