(54) УСТРОЙСТВО ДЛЯ СБОРКИ С НАТЯГХЭМ ДЕТАЛЕЙ ТИПА ВАЛ«ВТУЛКА
резьбовым хвостовиком на другом торце с навинченным на него стаканом, а 6азируюший фиксатор выполнен ступенчатым и снабжен установленной на ступени меньшего диаметра переходной втулкой с фик- 5 сирующими цапфами на обоих концах и закрепленной на ее боковой поверхности шпонкой, входящей в паз выполненный на этой ступени. Переходная втулка снабжена, например, пружинным кольцом для фиксации ю и крепления ее в корпусе ведущей полумуфты в процессе ее сборки.
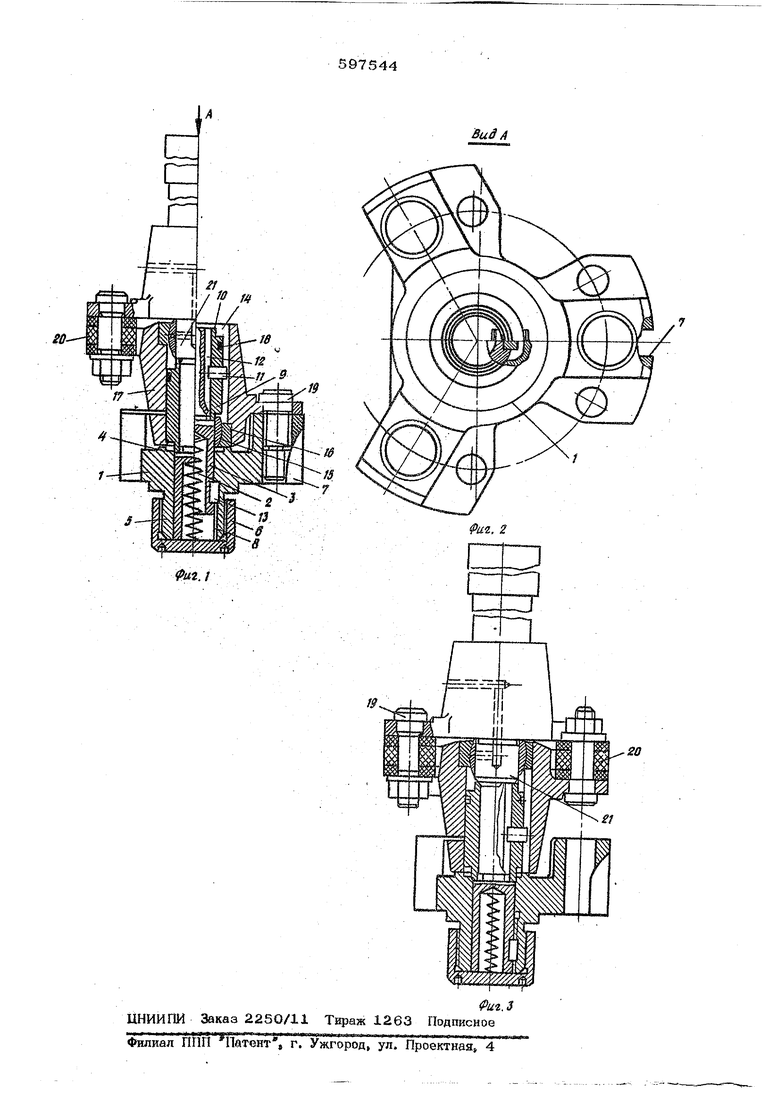
На фиг. 1 показано предлагаемое устройство при сборке корпуса; ведущей полу- jg муфты с соединительными пальаами h шарнирным подшипником, общий фиг.
2- вид по стрелке А на фиг, 1; на фиг.
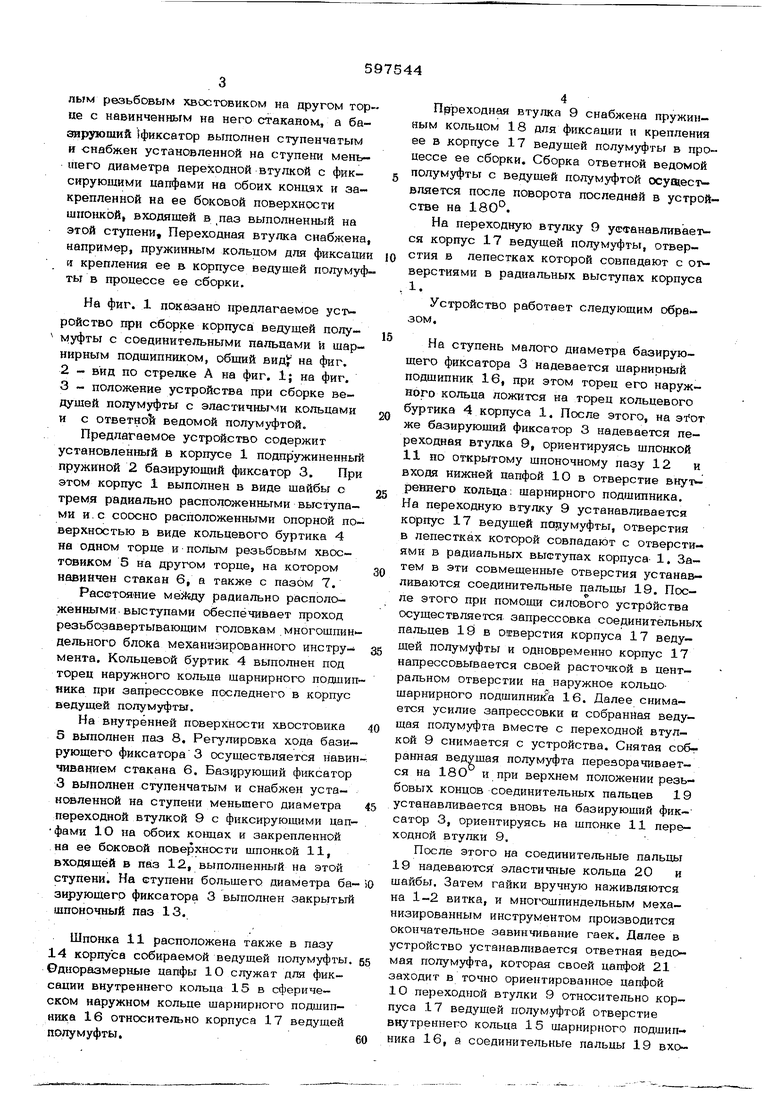
3- положение устройства при сборке ведущей попумуфты с эластичными кольцами jo и с OTBeTHoli ведомой полумуфтой.
Предлагаемое устройство содержит установленный в корпусе 1 подпружиненный пружиной 2 базирующий фиксатор 3. При этом корпус 1 выполнен в виде шайбы с 25 тремя радиально расположенными выступами и. с соосно расположенными опорной поверхностью в виде кольцевого буртика 4 на одном торце и полым резьбовым хвостовиком 5 на другом торце, на которомзо навинчен стакан 6, а также с пазом 7.
Расстояние мёЯеду радиально piacnono- жеиными выступами обеспечивает проход резьбоэавертываюшим головкам .многошпин дельного блока механизированного икстру- з5 мента. Кольцевой буртик 4 выполнен под торец наружного кольца шарнирного подшипника при запрессовке последнего в корпус ведущей полу муфты.
На внутренней поверхности хвостовика 40 5 выполнен паз 8. Регулировка хода базирующего фиксатора3 осуществляется навин-: чиванием стакана 6. Базирующий фиксатор 3 выполнен ступенчатым и снабжен установленной на ступени меньшего диаметра 45 переходной втулкой 9 с фиксирующими цапфами 10 на обоих ко1щах и закрепленной на ее боковой поверхности щпонкой 11, входящей в паз 12, выполненный на этой ступени. На ступени большего диаметра ба- Ш зируюЩегр фиксатора 3 выполнен закрытый шпоночный паз 13.
Шпонка 11 расположена также в пазу 14 корпуса собираемой ведущей полумуфты. б5 Одноразмерные цапфы 1О служат для фиксации внутреннего кольца 15 в сферическом наружном кольце шарнирного подшипника 16 относительно корпуса 17 ведущей полу муфты.60
Переходная втулка 9 снабжена пружинным кольцом 18 для фиксации и крепления ее в корпусе 17 ведущей полумуфты в проиессе ее сборки. Сборка ответной ведомой полумуфты с ведущей полумуфтой осува.ествляется после поворота последней в устройстве на 180°.
На переходную втулку 9 устанавливает ся корпус 17 ведущей полумуфты, отверстия Б лепестках которой совпадают с отверстиями в радиальных выступах корпуса 1.
Устройство работает следующим образом.
На ступень малого диаметра базирующего фиксатора 3 надевается шарнирный подшипник 16, при этом торец его наружного кольца ложится на торец кольцевого буртика 4 корпуса 1. После этого, на же базирующий фиксатор 3 надевается переходная втулка 9, ориентируясь шпонкой 11 по открытому шпоночному пазу 12 и входя нижней цапфой 10 в отверстие внут рениего кольца: шарнирного подшипника. На переходную втулку 9 устанавливается корпус 17 ведущей порумуфты, отверстия в лепестках которой совпадают с отверстиями в радиальных выступах корпуса- 1. Затем в эти совмещенные отверстия устанавливаются соединительные пальцы 19. После этого при помощи силового устрййства осуществляется запрессовка соединительных пальцев 19 в ошверстия корпуса 17 ведущей полумуфты и одновременно корпус 17 напрессовывается своей расточкой в центральном отверстии на наружное кольцошарнирного подшипника 16. Далее снимается усилие запрессовки 0 собранная ведущая полумуфта вместе с переходной втулкой 9 снимается с устройства. Снятая собгранная ведущая полумуфта переворачивается на 18О и при верхнем положении резьбовых концов соединительных пальцев 19 устанавливается вновь на базирующий сатор 3, ориентируясь на шпонке 11 переходной втулки 9.
После Этого на соединительные пальцы 19 надеваются эластичные кольца 20 и шайбы. Затем гайки вручную наживляются на 1-2 витка, и многошпиндельным механизированным инструментом производится окончательное завинчивание гаек. Далее в устройство устанавливается ответная ведомая полумуфта, которая своей цапфой 21 заходит в точно ориентированное цапфой 1О переходной втулки 9 относительно корпуса 17 ведущей полумуфтой отверстие внутреннего кольца 15 шарнирного подшипника 16, а соединительные пальцы 19 вхо- пят в свободные отверстия эластичных колец 20. Затем при помощи силового устройства осуществляется запрессовка цапфы 21 в отверстие внутреннего кольца шарнирного подшипника 16 Одновременно цапфа 21 ведомой полумуфты вытесняет цапфу Ю, а переходная втулка 9 и базирующий фиксатор 3 опускаются по центральному отверстию и сжимают пружину 2, При совпадении осей смазочного отверстия в цапфа 21 ведомой полумуфтЫ и смазочной канавки в отверстии внутреннего кольца 15 .шарнирного подшипника 16 нижний торец базирующего фиксатора 3 упирается во внутренний торец стакана в, действие силового устройства прокр(зщается, и происходат автоматическое совмешение осей смазочной канавки и отверстия. Дальнейшая сборка заключается в надевании шайб, наживлении и автоматическом завинчивании гаек многошпиндельным блеском механизированного инструмента. Затем собранная лепестковая муфта снимается с устройства и из нее извлекается переходная втулка 9. Далее цикл повторяется. Формула изобретения Устройство для сборки с натягом деталей типа вал-втулка, содержащее корпус с опорной ловеркностью и установленный в корпусе базирующий фиксатор, о т л и ч а- ю щ е е с я тем, что, с целью обеспечения возможности одновременной запрессовки соединительных пальцев н шарнирного подшипника в корпус ведущей полумуфты с ведомой ответной полумуфтой, а также повышения качества сборки за счет точности совмещения оси смазочного отверстия в цапфе ответной ведомой полумуфты с осью смазочной канавки в отверстии внутреннэго кольца щарнирного подшипника и механизации процесса сборки, корпус выполнен в виде щайбы с тремя радиально расположенными выступами и с соосным опорной поверхностью в виде кольцевого буртика на одном торце и полым резьбовым хвостовиком на другом торце с навинченным на. него стаканом, а базирующий .фиксатор выполнен ступенчатым и снабжен установленной на ступени меньшего диаметра переходной втулкой с фиксирующими цапфами ни обоих концах и закрепленной на ее боковой поверхности шпонкой, входящей в паз, выполненный на этой ступени. 2. Устройство поп. 1,отлича ю- щ е е с и тем, что переходная втулка снабжена, например, пружинным кольцом для фиксации и крепления ее в корпусе в&душей попумуфты в процессе ее сборки. Источники Ш1формапии, принятые во вним мание при экспертизе: 1.Авторское свидетельство СССР № 483222, кл. В 23 Р 19/02, 1975. 2.Авторское свидетельство-СССР № 1867656, кл. В 23 Р 19/О2, 1963.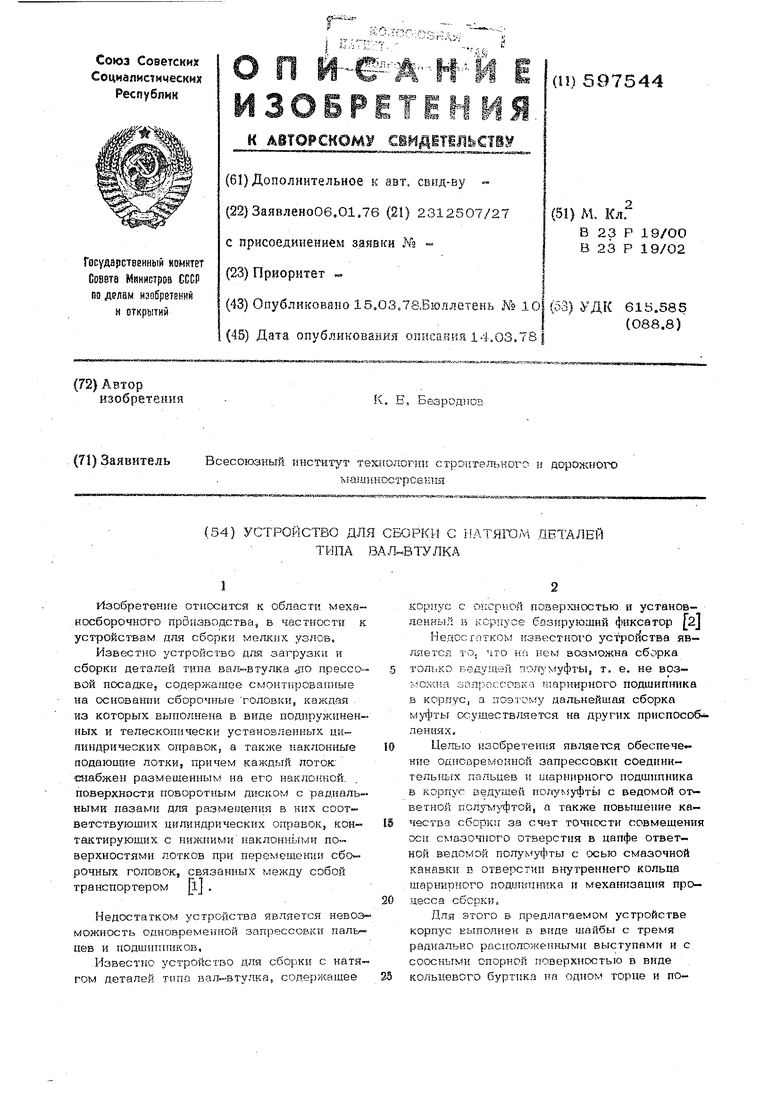
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРДАН СИНХРОННЫЙ | 2009 |
|
RU2407928C1 |
| Пневматический винтоверт | 1988 |
|
SU1588539A1 |
| ШАРНИРНО-РЫЧАЖНЫЙ СОЕДИНИТЕЛЬНЫЙ УЗЕЛ | 2007 |
|
RU2347120C1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| МУФТА | 2006 |
|
RU2299366C1 |
| Центробежная установка для заливки полых изделий из полимерных материалов | 1984 |
|
SU1204387A1 |
| УЗЕЛ СОЕДИНЕНИЯ ВАЛОВ | 2019 |
|
RU2728983C1 |
| БЕССТУПЕНЧАТАЯ ПЕРЕДАЧА | 2005 |
|
RU2298714C2 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ТЕХНОЛОГИЧЕСКОГО КАНАЛА ИЗ УРАН-ГРАФИТОВЫХ АТОМНЫХ РЕАКТОРОВ | 1996 |
|
RU2094864C1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННЫХ ИСПЫТАНИЙ МНОГООПОРНЫХ ДОЖДЕВАЛЬНЫХ МАШИН ФРОНТАЛЬНОГО И КРУГОВОГО ДЕЙСТВИЯ | 1998 |
|
RU2129262C1 |