Изобретение относится к устройствам для изготовления изделий из полимерных материалов путем центробежного формования и может быть использовано при заливке полимерами крупногабаритных изделий, в част- ности при нанесении изоляционных покрытий на внутреннюю поверхность цилиндрических корпусных деталей.
Цель изобретения - расширение технологических возможностей путем повыше- ния скорости вращения.
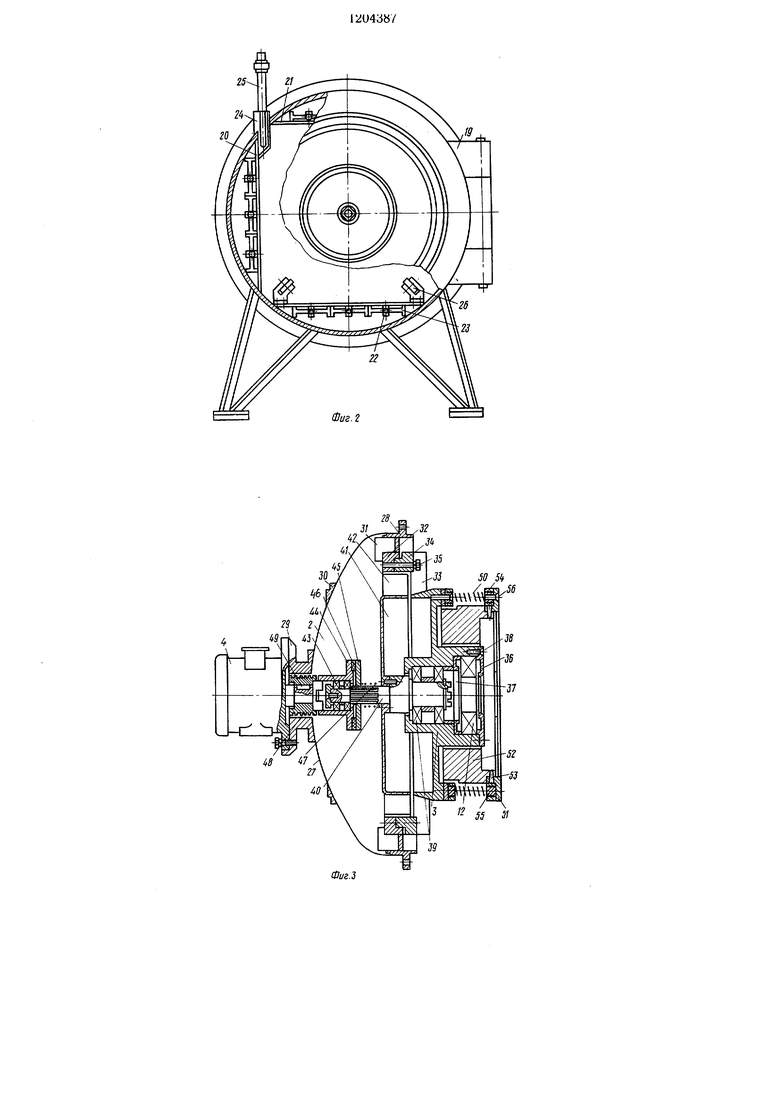
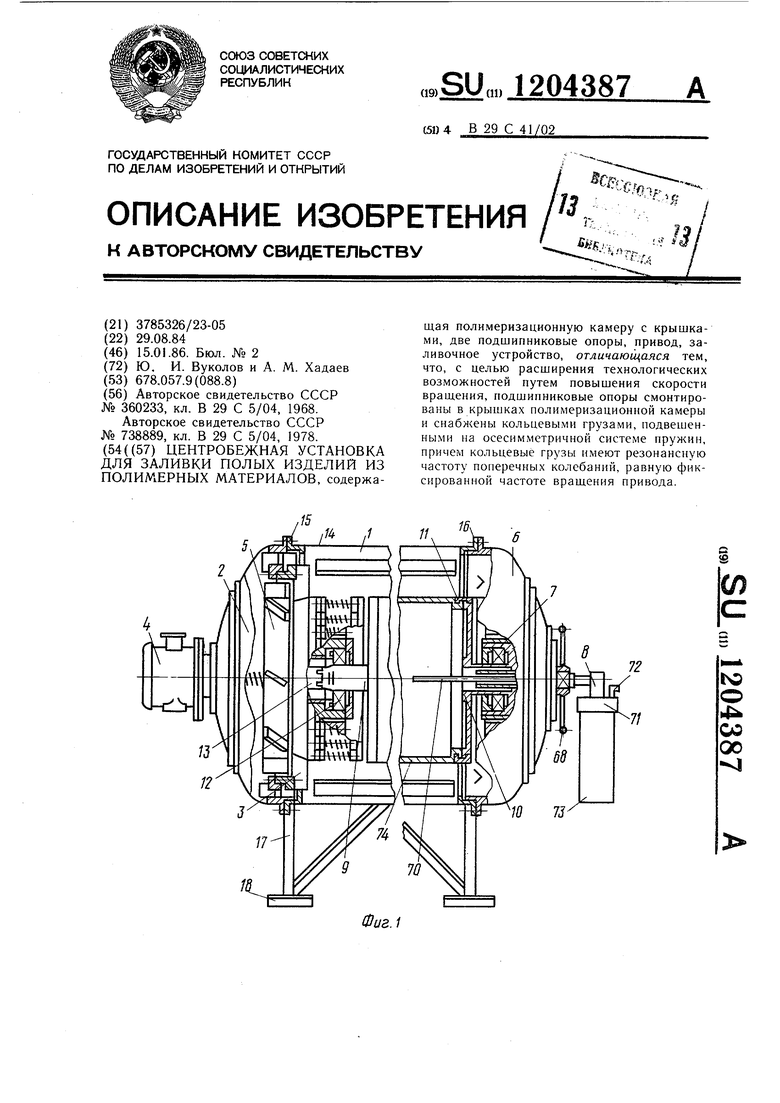
На фиг. 1 изображена центробежная установка, общий вид; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - задняя крышка с подшипниковой опорой и приводом; па фиг. 4 - передняя крышка с под- шипниковой опорой и заливочным устройством; на фиг. 5 - подвеска кольцевого груза па пружинах.
Установка (фиг. 1) содержит полимери- зационную камеру 1, наглухо скрепленную с ней заднюю крышку 2, несущую на себе ведущую подшипниковую опору 3, приводной двигатель 4 и вентилятор 5, и откидную переднюю крышку 6 со смонтированными в ней подшипниковой опорой 7 и заливочным устройство.м 8.
Установка имеет для фиксации заливаемого изделия цапфы 9 и 10, хомуты 11, с помощью которых заливаемое изделие базируется во внутренних кольцах радиальных шариковых подшипников 12 опор 3 и 7. Цапфа 10 имеет подпружиненную кулачко- вую муфту 13 для сцепления с приводом.
Полимеризационная камера представляет собой цилиндрическую тонкостенную оболочку 14 из листовой стали с приваренными фланцами 15 и 16 для крепления крышек и уголковыми стойками 17, которые снабжены амортизаторами 18. Для крепления передней крышки предусмотрены петли 19 (фиг. 2).
Для организации циркуляционного контура обогревающего воздуха в камеру вварены четыре плоские стенки 20 и 21 из тон- колистовой стали.
Между стенками и оболочкой установлены трубчатые электронагреватели 22 с оребрением 23 из алюминиевого сплава.
На боковой стенке выполнен карман 24 для датчика 25 температуры. На нижней стенке установлены ролики 26 для закатки изделия в камеру.
Задняя крышка 2 (фиг. 3) представляет собой тонкостенную сферическую оболочку 27 с приваренными к ней фланцами 28 (для крепления к полимеризационной камере 29) для крепления приводного электродвигателя и кольцом 30 жесткости.
К фланцу 28 приварены стойки 31, несу- П1,ие базовый корпус 32 для установки ведущей подшипниковой опоры 3.
Корпус подшипниковой опоры 3 несет на себе лопасти 33 спрямляющего аппарата вентилятора с кольцом 34, которое крепится к
базовому кольцу крышки болтами 35. В корпусе зафиксирован посредством колец 36 и 37 и винтов 38 основной опорный подшипник. Соосно ему в подшипниках 39 установлен промежуточаый вал 40,на котором закреплен осевой вентилятор 41 с приваренными лопастями 42.
Передний торец промежуточного вала имеет впадины для соединения с выступами цапфы 9 (фиг. 1). На заднем конце вала 40 на подшипниках 43, смонтирована ведущая полумуфта 44 фрикционной муфты предельного момента.
Ведомая полумуфта 45 установлена на шлицах и прижимается через фрикционное кольцо 46 к ведущей полумуфте под действием пружины 47. Ведущая полумуфта имеет впадины для сцепления с кулачковой муфтой 48, закрепленной на валу асинхронного приводного электродвигателя 4 на шпонке 49.
На торце корпуса закрепляется осесим- метричная система цилиндрических пружин 50, на которых через промежуточное кольцо 51, подвешен груз 52. Соединение кольца с грузом жесткое, на штифтах 53.
Крепление пружин к корпусу и промежуточному кольцу (фиг. 5) осуществляется посредством наружной 54 и внутренней 55 втулок с винтовыми канавками, соответствующими пружине по шагу и профилю.
Внутренние втулки затянуты винтами 56. Такая конструкция позволяет легко регулировать рабочую длину пружины и тем самым резонансную частоту поперечных колебаний груза. Практически при сборке регулируется статическое провисание груза Y, которое однозначно связано с частотой вращения f соотношением
Y gl4f4 где g-ускорение земного тяготения.
Передняя крыщка 6 (фиг. 4) состоит из оболочки 57, фланцев 58 и 59 и колец 60 и 61 жесткости. Для организации поворота обогревающего воздуха в крышку вварены уголки 62. Корпус 63 подшипниковой опОры закреплен на фланце 59 и имеет отверстие с упорным конусом для фиксации пиноли 64, в которой посредством кольца 65 зафиксирован радиальный шариковый подшипник 12. Пиноль может церемещаться под действием ходового винта 66, буртик которого опирается на фланец 67.
Для манипуляций с ходовым винтом служит съемный маховик 68. Передняя подшипниковая опора снабжена кольцевым грузом 69, который подвешен и отрегулирован в точности так же, как кольцевой груз 52 ведушей подшипниковой опоры.
Сквозное отверстие ходового винта 66 служит для введения и фиксации трубы 70 (фиг. 1) заливочного устройства 8. Последнее выполнено на принципе сифона и включает крышку 71 со щтуцером 72 для подачи воздуха и емкость 73.
Установка работает следующим образом.
Подлежащее заливке изделие 74 соединяют хомутами 11 с цапфами .9 и 10 и при откинутой на петлях 19 передней крышке 6 вкатывают по роликам 26 в полимеризацион- ную камеру 1. При отведенной пиноли 64 крышку закрывают и затягивают болты, крепящие ее к фланцу 16 полимеризацион- .ной камеры. Затем вращением маховика 68 подают пиноль 64 до упора в конус корпуса 63. При этом сферические поверхности цапф 9 и 10 скользят по конусам колец 36 и 65, изделие 74 отрывается от роликов 26, после чего цилиндры цапф фиксируются во внутренних кольцах подшипников 12, а подпружиненная кулачковая муфта 13 цапфы 9 упирается в торец промежуточного вала 40. После включения приводного двигателя при повороте его не более, чем на четверть оборота, кулачки муфты цапфы 9 совпадают с пазами на торце промежуточного вала 40, и он входит в жесткое зацепление с изделием 74.
Благодаря тому, что момент пробуксовки фрикционной муфты составляет 0,9... 1,1 номинального момента асинхронного приводного двигателя 4, немедленно начинается пробуксовка ведущей полумуфты 44 относительно ведомой полумуфты 45, и якорь электродвигателя разгоняется до частоты вращения, близкой к номинальной. Затем происходит относительно медленный (в течение «1 мин) разгон изделия 74 до рабочей частоты вращения, когда пробуксовка полумуфт 44 и 45 прекращается.
Под действием неуравновешенных сил инерции изделия 74, передаваемых на корпуса 32 и 63 опор через подшипники 12, возникают резонансные колебания кольцевых грузов 52 и 69 на пружинах 50. Благодаря постоянству резонансной частоты подвески в любой поперечной плоскости кольцевые грузы совершают процессию, и развиваемая ими сила реакции при соотношении массы грузов к массе изделия 0,3-1,2 практически полностью уравновешивает силы инерции и разгружает от них крышки 2 и 6 и полиме- ризационную камеру 1, что позволяет в данной установке исключить традиционную для горизонтальных центробежных машин станину со стойками.
В пренебрежение статической и динамической жесткостью камеры с Крышками для амплитуды процессии оси заливаемого изделия справедливо равенство
2л1
.,
гдер - амплитуда процессии;
М-масса изделия, приведенная к плоскости опоры; m - масса груза;
5г - радиус дебаланса в плоскости опоры
- резонансная частота груза на пружинах;Af-неточность настройки резонансной
частоты на рабочую. Для данной установки д f/f.o 0,0005; ° j 0,3... 1,2, откуда Q:60,OI7r, что позволяет получить точность отвержденной поверхности относительно баз не хуже О ,05 мм при радиусах дебаланса до 3 мм.
5 Практически радиусы дебаланса легко обеспечиваются в пределах 1,5 мм и точность отвержденной поверхности определяется только погрешностями базирования.
После набора частоты вращения включают нагреватели и ведут прогрев установки. При этом воздух циркулирует по контуру: вентилятор 5 - пространство между стенками 20 и 21 и оболочкой 14 поли мериза- ционной камеры - нагреватели 22 - пространство между заливаемыми изделием 74
5 и стенками 20 и 21.
Благодаря высокой скорости циркуляции воздуха, вращению изделия, экранирующему действию стенок обеспечивается равномерный прогрев изделия вместе с подшипниковыми опорами.
По истечении заданного времени прогрева производят заливку кампаунда посредством подачи сжатого воздуха в заливочное устройство.
35
Температурный режим в течение времени отверждения поддерживается автоматически.
Предлагаемая установка имеет высокие технологические параметры: рабочая частота вращения 1485 об/мин; центробежное ускорение 250 g; максимальная длина заливаемого изделия до 2000 мм; диаметр до 540 мм; масса до 200 кг; неравномерность температурного поля не хуже 2°С. Она обеспечивает нанесение на внутреннюю поверхность высококачественного покрытия из высоковязкой полимерной композиции при толщине покрытия 1,0...1,5 мм и длине полости до 1800 мм. При этом отклонение от цилинд- ричности поверхности не превосходит 0,2 мм, а точность внутреннего диаметра обеспечивается по 12... 14 квалитету.
го
Фиг.г

| название | год | авторы | номер документа |
|---|---|---|---|
| ГРОХОТ ИНЕРЦИОННЫЙ С ОДНИМ ВАЛОМ | 2021 |
|
RU2788948C1 |
| Машина для образования шероховатости на покрытии дорог и аэродромов | 1982 |
|
SU1040028A1 |
| МАШИНА ДЛЯ ДОБЫЧИ ЛАКРИЧНОГО СЫРЬЯ | 1999 |
|
RU2163431C1 |
| МУФТА | 2008 |
|
RU2357128C1 |
| Герметичный центробежный экстрактор | 2024 |
|
RU2834085C1 |
| УСТАНОВКА ДЛЯ ПРИГОТОВЛЕНИЯ МАЛОВЯЗКИХ ВЗРЫВЧАТЫХ СМЕСЕЙ И ЗАЛИВКИ ИМИ БОЕПРИПАСОВ БЕСКУСКОВЫМ ИЛИ ВАКУУМ-КУСКОВЫМ СПОСОБАМИ | 1966 |
|
SU1841114A1 |
| МУФТА | 2007 |
|
RU2357127C1 |
| УСТРОЙСТВО ДЛЯ ВЫКОПКИ ЛАКРИЧНОГО КОРНЯ | 1998 |
|
RU2129356C1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |
| ЭЛЕКТРОМАГНИТНАЯ МУФТА | 1994 |
|
RU2084719C1 |

Фиг.З
50 sit
.56
3 - 55 SI
57
60
51
Фиг. If
54 55
50 ЛL
52
Фи&.З
| ПАТЕНТНО. •;;;:;ч?скАЯ iН. И. КовалевеСЕСОЮЗНАЯ' бпб-мотека МБА | 0 |
|
SU360233A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Установка для центробежного формования полых изделий | 1978 |
|
SU738889A1 |
| Солесос | 1922 |
|
SU29A1 |
