Изготовление заготовок, т. е. так назЫВаемая закладка войлочных шлифовальньк кругов вручную из нескольких слоев ватки, накладываемых последовательно в стопку друг на друга, представляет собой довольно трудоемкую операцию, сопровождается; большим количеством; отходов и не гарантирует хорошего качества кругов, так как волокна отдельных слоев такой заготовки ориентированы преимущественно в направлении вытягивания их на чесальной машине.
Предлагаемая машина для механической закладки шлифовальных кругов не только значительно повышает производительность всего оборудования, подготовляющего волокнистый материал к закладке, но уменьшает отходы и повышает качество кругов и т. п. за счет того, что вместо операции наслаивания заготовки и слоев волокнистой ватки она использует прием закладки заготовок наполнением формы свободно падающими, т. е. беспорядочно ложащимися клочками волокнистого материала, подобно тому, как этот прием используется, например, при закладке волокнистых смесок в я-руса для получения однородной смески. Использование такого приема закладки шлифовальньгх кругов в предлагаемой машине обеспечивает устойчивую структуру кругов и т. п. в эксплоатации и, в частности, предохраняет их от расслаивания за счет лучшего сцепления (волокон отдельных клочков после уплотнения заготовок.
Предлагаемая машина для механической закладки шлифовальных кругов и т. 1П. отличается тем, что для равномерного распределения падающих из бункера клочков волокнистого материала расположенная под бункером по его оси форма выполнена вращающейся.
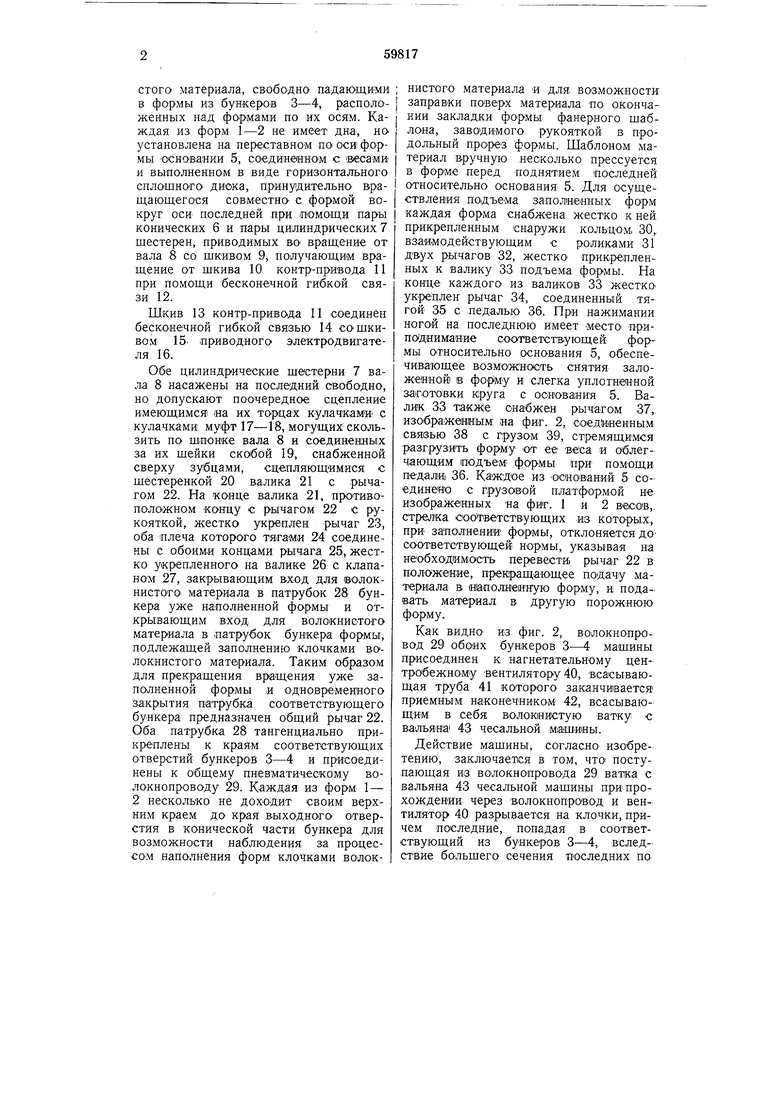
На чертеже фиг. 1 изображает общий вид примерной формы выполнения машины согласно изобретению, фиг. 2 - общий вид агрегата, составленного из обычной чесальной машины, пневматического транспортера волокнистого материала и машины по фиг. 1.
Для обеспечения непрерывной работы чесально-й машины, питающей машину, согласно изобретению, последняя заключает в себе две цилиндрические вертикальные формы 1-2, заполняемые поочередно клочками волокнисгого материала, свободно падающими в формы из бункеров 3-4, расположенных над фо|рмам.и по их осям. Каждая из форм 1-2 не имеет дна, но установлена на переставном пО оси фо-рмы Основании 5, соединеином с весами и выполненном в виде горизонтального сплошного диска, принудительно вращающегося совместно с формой вокруг оси последней .при помощи пары конических 6 и пары цилиндрических 7 шестерен, приводимых во вращение от вала 8 со шкивом 9, получающим вращение от шкива 10 контр-привода 11 при помощи бесконечной гибкой связи 12.
Шкив 13 контр-привода 11 соединен бесконечной гибкой связью 14 со шкивом 15. приводного электродвигателя 16.
Обе цилиндрические шестерни 7 вала 8 насажены на последний свободно, но допускают поочередное сцепление имеющимся) «а их торцах кулачками с кулачками муфт 17-18, могущих скользить по шпонке вала 8 и соединенных за их шейки скобой 19, снабженной сверху зубцами, сцепляющимися с щестеренкой 20 валика 21 с рычагом 22. На конце валика 21, противоположном концу с рычагом 22 с рукояткой, жестко укреплен рычаг 23, оба плеча которого тягами 24 соединены с обоими концами рычага 25, жестко укрепленного на валике 26 с клапаном 27, закрывающим вход для волокнистого материала в патрубок 28 бункера уже наполненной формы и открывающим ВХОД: для ВОЛОКНИОТОГО материала в патрубок бункера формы, подлежащей заполнению клочками волокнистого материала. Таким образом для прекращения вращения уже заполненной формы и одновременного закрытия патрубка соответствующего бункера предназначен общий рычаг 22. Оба патрубка 28 тангенциально прикреплены к краям соответствующих отверстий бункеров 3-4 и присоединены к общему пневматическому волокнопроводу 29. Каждая из форм 1 - 2 несколько не доходит своим верхним краем до края выходного отверстия в конической части бункера для возможности наблюдения за процессом наполнения форм клочками волокнистого материала -п для возможности заправки поверх материала по окончаНИИ закладки формы фанерного шаблона, заводимого рукояткой в продольный прорез формы. Шаблоном материал вручную несколько прессуется в форме перед поднятием последней относительно основания 5. Для осуществления подъема заполненных форм каждая форма снабжена жестко к ней прикреплекным снаружи кольцом, 30,, взаимодействующим с рОЛиками 31 двух рычагов 32, жесткО прикрепленных к валику 33 пОДъема формы. На конце каждого из валиков 33 жестко укреплен рычаг 34, соединенный тягой 35 с педалью 36. При нажимании ногой на последнюю имеет местО приподнимание соответствующей; формы относительно основания 5, обеспечивающее возможность снятия заложенной в фОрму и слегка уплотнеиной заготовки Kipyra с основания 5. ВаЛИ1К 33 также снабжен рычагОМ 37,. изображенным на фиг. 2, соединенным связью 38 с грузом 39, стремящимся разг.рузить форму От ее веса и облегчающим подъем формы при помощи педалИ 36. Каждое из оснований 5 соединено с грузовой платформой не изображенных на фит. 1 и 2 весов,, стрелка соо ветствующих из которых, при заполнении фОрмы, отклоняется досоответствующей нормы, указывая на необходим:ость перевести рычаг 22 в положение, црекращаЮЩее подачу материала в иаполненную форму, и пода-, вать материал в другую по.рожнюю фОрму.
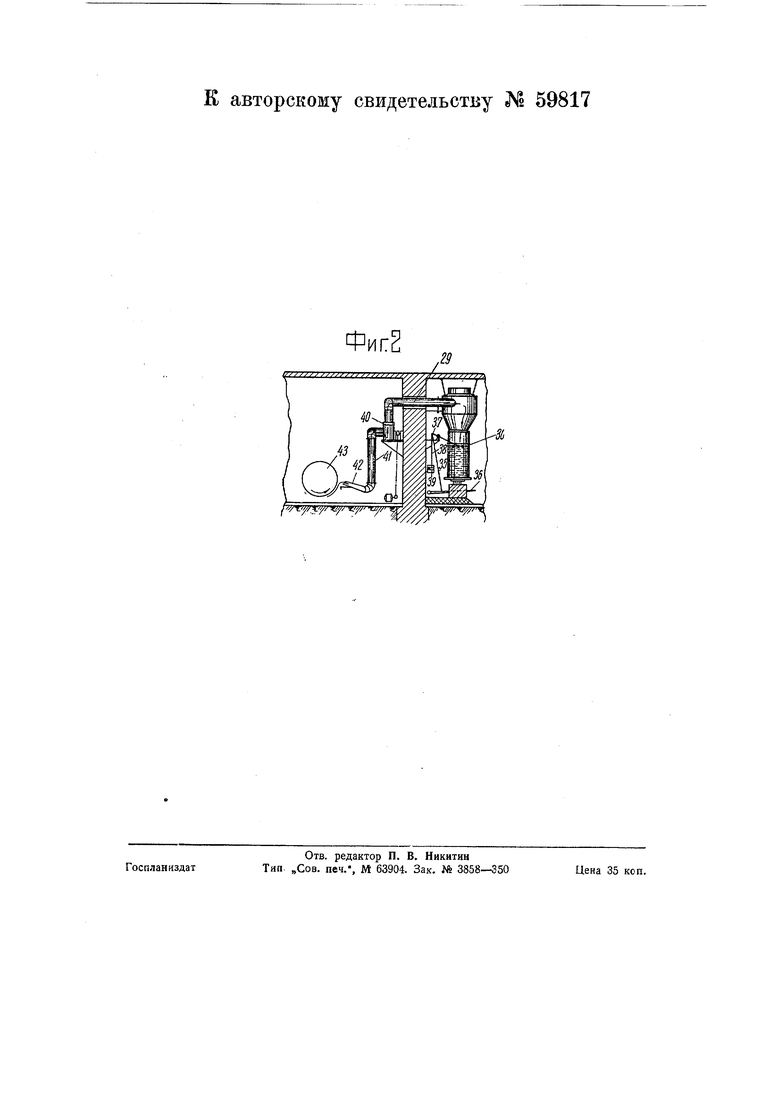
Как видно из фиг. 2, волокнопровод 29 обоих бункеров 3-4 машины присоединен к нагнетательному центробежному вентилятору 40, всасывающая труба 41 которого заканчивается приемным наконечник ОМ 42, всасывающим в себя волокнистую ватку с вальяна 43 чесальной маШИны.
Действие машины, согласно изобретению, заключается в том, что посту.пающая из волокнопровода 29 ватка с вальяна 43 чесальной машины при прохождении через волокнопровод: и вентилятОр 40 разрывается на клочки, причем последние, попадая в соответствующий из бункеров 3-4, вследствие большего сечения последних по
сравнению с сечением воздухопровода 29, выпадают через отве{ стия в коническом дне бункера лишь под влиянием силы своей тяжести. Равномерное распределение клочков волокпкстого материала в наполняемой форме 1 или 2 обеспечивается при этом вращением, формы. вокруг ее оси. По достижении заполнения формы отвесом требуемой нормы волокнистого материала, пользуясь рычагом 22, переводят подачу материала в порожнюю форму, а в остановленную форму закладывают фанерный шаблон, которым вручную прессуют заготовку внутри фОрмы. Приподняв последнюю относительно основания 5 при П01мош,и педали 36, снимают заготовку с основания 5 и снова опускают порожнюю форму на основание 5. Снятая заготовка шлифовального круга н т. п. подается для дальнейшего уплотнения.
Фиг1
как Обычно, на завертку
и на фильцовку.
Предмет изобретения.
1.Машина для механической закладки шлифовальных кругов и т. п. наполнением формы свободно падающими клочками волокнистого материала, отличающаяся тем, что, с целью равномерного распределения клочков в расположенных: под бункерами 3-4 по их оси формах 1-2, последние выполнены вращающимися -вокруг своих осей.
2.Форма выполнения машины по п. 1, отличающаяся применением подъемного механизма, управляемого, например, от педали 36 и предназначенного для приподнимания форм 1- 2 при выемке из-под них заготовок.
V/f-f //
Фиг2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ в ХЛОПКОПРЯДЕНИИ | 1970 |
|
SU279387A1 |
| Устройство для бесхолстового питания чесальной машины | 1989 |
|
SU1622439A1 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ЧЕСАЛЬНЫХ МАШИН | 1941 |
|
SU68168A1 |
| КАРДО-ПРЯДИЛЬНЫЙ АВТОМАТ | 1927 |
|
SU9054A1 |
| Приспособление к чесальным машинам для изготовления основы валеного сапога | 1930 |
|
SU27196A1 |
| Устройство для регулирования линейной плотности волокнистой ленты | 1988 |
|
SU1737038A1 |
| Чесальная машина | 1979 |
|
SU933837A1 |
| Установка для изготовления войлочных кругов | 1972 |
|
SU518541A1 |
| Приспособление для настилки валеного сапога | 1929 |
|
SU24996A1 |
| Устройство для изготовления основ валяных сапог | 1939 |
|
SU57388A1 |