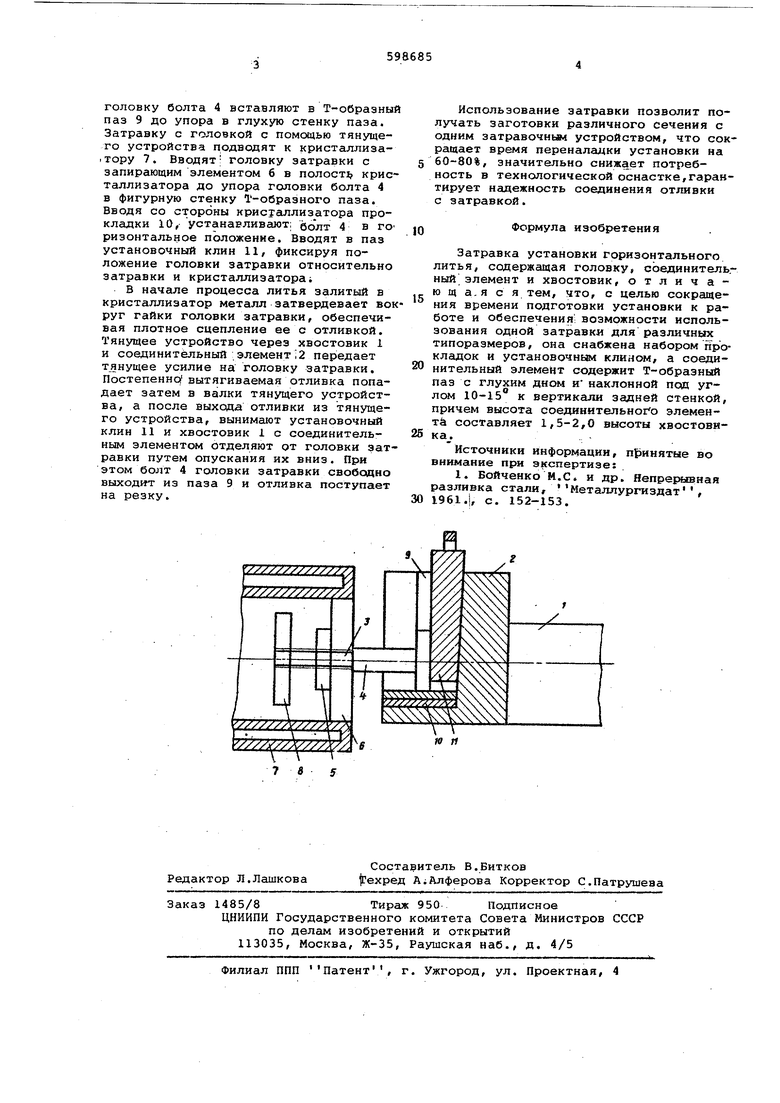
изобретение относится к металлурги конкретнее к непрерывной разливке ме таллов и сплавов. Известна затравка установки непрерывной разливки металлов, содержащая головку, соединительный элемент и хво товик tl Основными недостатками известной затравки являются, во-первых, невозмо ность ее использования при отливке ра личных типоразмеров слитка, а во-вторых, требуется значительного времени на подготовку установки к работе и переналадку при переходе на новое сечение заготовки. Цель изобретения - сокращение врем ни подготовки установки к работе и обеспечение возможности использования одной затравки для различных типоразмеров. Для этого затравка снабжена набором прокладок и установочным клином, а соединительный элемент содержит Т-образиый паз с глухим дном и наклон ной под углом 10-15 к вертикали задне Ьтенкой, причем высота соединительног элемента составляет 1,5-2,0 высоты хвостовика. На чертеже изображено предлагаемое устройство, общий вид. Затравка имеет хвостовик 1, соединительный элемент 2 и головку затравки 3. Соловка затравки представляет собой болт 4, на котором с помощью гайки 5 укреплен запирающий элемент 6 из графита, плотно входящий в кристаллизатор V и закрывающий его при начале разливки. .Для сцепления отливки с затравкой на конце болта 4 предусмотрена гайка 8. Соединительный элемент 2 имеет Т-образный паз 9 с глухим дном. В этот паз вставлена головка болта 4. Прокладки 10 уложены на дно паза для симметричной установки оси головки затравки относительно слитка и предупреждения прогиба отливки при вытягивании ее из кристаллизатора. Положение затравки фиксируется установочным клином 11. Наклонная задняя стенка Т-образного паза 9 выполнена под углом 10-15° к вертикали, а высота соединительного элемента 2 равна 1,5-2,0 высоты хвостовика 1. Устройство работает следующим обра ом. Соответствующую кристаллизатору головку затравки устанавливают в гнездо соединительного элемента 2. Для этого
головку болта 4 вставляют в Т-образны паз 9 до упора в глухую стенку паза. Затравку с головкой с помощью тянущего устройства подводят к кристаллизаIтору 7, Вводят головку затравки с запирающим элементом 6 в полост кристаллизатора до упора головки болта 4 в фигурную стенку 1-образного паза. Вводя со стороны кристаллизатора прокладки 10, устанавливсоот; болт 4 в го ризонтальное положение. Вводят в паз установочный клин 11, фиксируя положение головки затравки относительно затравки и кристаллизатора;
В начале процесса литья залитый в кристаллизатор металл затвердевает воруг гайки головки затравки, обеспечивая плотное сцепление ее с отливкой. Тянущее устройство через хвостовик 1 и соединительный .элемент;2 передает тянущее усилие на головку затравки. Постепенно вытягиваемая отливка попадает затем в валки тянущего устройства, а после выхода отливки из тянущего устройства, вынимают установочный клин 11 и хвостовик 1 с соединительным элементом отделяют от головки затравки путем опускания их вниз. При этом болт 4 головки затравки свободно выходит из паза 9 и отливка поступает на резку.
Использование затравки позволит получать заготовки различного сечения с одним затравочн1 1 устройством, что сокращает время переналадки установки на 60-80%, значительно снижает потребность в технологической оснастке,гарантирует надежность соединения отливки с затравкой.
Формула изобретения
10
Затравка установки горизонтального литья, содержащая головку, соединитель,ный элемент и хвостовик, о т л и ч а ю щ а.я с я тем, что, с целью сокращения времени подготовки установки к работе и обеспечения; возможности использования одной затравки для различных типоразмеров, она снабжена набором iipoкладок и установочным клином, а соединительный элемент содержит Т-образный паз с глухим дном и наклонной поя углом 10-15° к вертикали задней стенкой, причем высота соединительного элементе составляет 1,5-2,0 высоты хвостоника.
Источники информации, п1:1Инятые во внимание при экспертизе:
1. Бойченко М.С. и др. Непрерывная разливка стали, Металлургиздат,
1961.1, с. 152-153.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдачи слитков машины полунепрерывного литья заготовок | 1982 |
|
SU1103939A1 |
| ЗАТРАВКА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ МЕТАЛЛОВ | 1973 |
|
SU400409A1 |
| Затравка | 1972 |
|
SU456676A1 |
| Установка для непрерывного литья полых заготовок типа втулок | 1980 |
|
SU899250A1 |
| Затравка для установки непрерывной разливки металлов | 1986 |
|
SU1440605A1 |
| МАШИНА ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1992 |
|
RU2030961C1 |
| Захват для грузов | 1980 |
|
SU944764A1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| Тянущая клеть горизонтальной машины непрерывного литья заготовок | 1978 |
|
SU900950A1 |
