(54) ЗАТРАВКА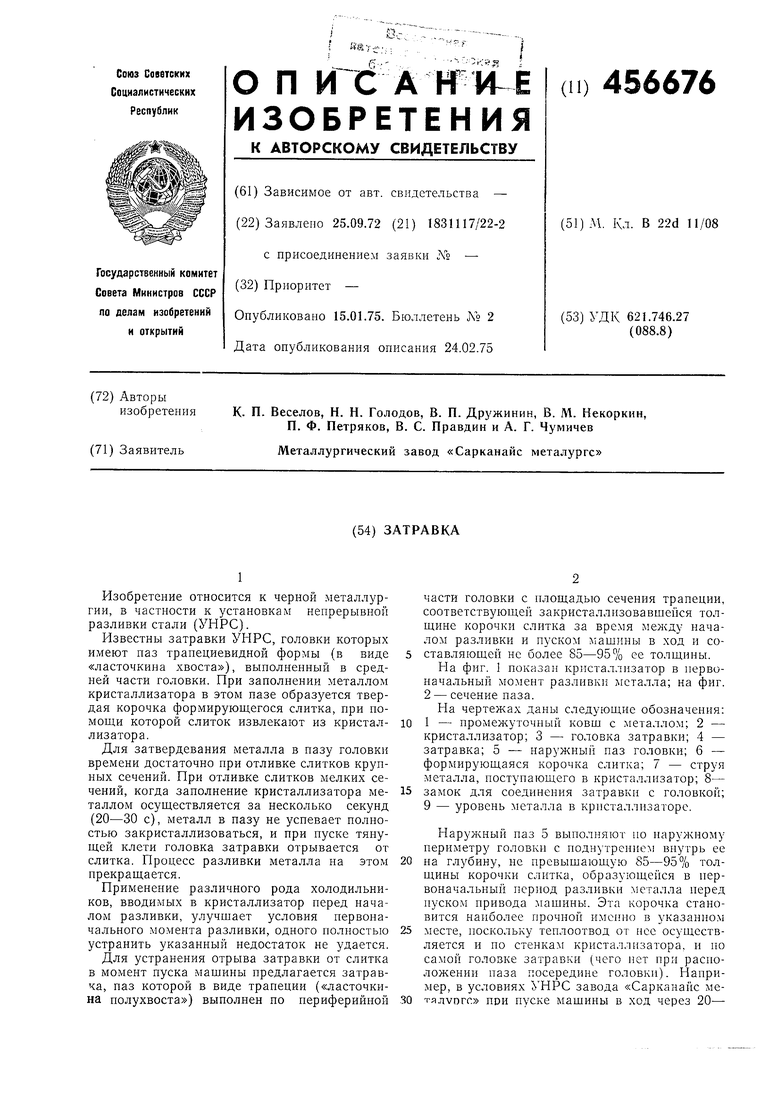
| название | год | авторы | номер документа |
|---|---|---|---|
| Затравка для машины полунепрерывного литья | 1983 |
|
SU1097437A1 |
| Способ непрерывной разливки металлов | 1975 |
|
SU533129A1 |
| Способ непрерывного горизонтального литья металлов | 1982 |
|
SU1088206A1 |
| Способ непрерывного литья заготовок | 1989 |
|
SU1740124A1 |
| Машина полунепрерывного литья слитков | 1980 |
|
SU933216A1 |
| Способ непрерывной разливки стали | 1983 |
|
SU1250384A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| Машина непрерывной разливки стали для одновременной отливки двух слитков квадратного сечения | 1958 |
|
SU119317A1 |
| Способ отливки полых заготовок | 1968 |
|
SU260105A1 |
1
Изобретение относится к черной металлургии, в частности к установкам непрерывной разливки стали (УНРС).
Известны затравки УНРС, головки которых имеют паз трапециевидной формы (в виде «ласточкина хвоста), выполненный в средней части головки. При заполнении металлом кристаллизатора в этом пазе образуется твердая корочка формирующегося слитка, при помощи которой слиток извлекают из кристаллизатора.
Для затвердевания металла в пазу головки времени достаточно при отливке слитков крупных сечений. При отливке слитков мелких сечений, когда заполнение кристаллизатора металлом осуществляется за несколько секунд (20-30 с), металл в пазу не успевает полностью закристаллизоваться, и при пуске тянущей клети головка затравки отрывается от слитка. Процесс разливки металла на этом прекращается.
Применение различного рода холодильников, вводимых в кристаллизатор перед началом разливки, улучшает условия первоначального момента разливки, одного полностью устранить указанный недостаток не удается.
Для устранения отрыва затравки от слитка в момент пуска мащины предлагается затравка, паз которой в виде трапеции («ласточкина полухвоста) выполнен по периферийной
части головки с площадью сечения трапеции, соответствующей закристаллизовавшейся толщине корочки слитка за время между началом разливки и пуском мащины в ход и составляющей не более 85-95% ее толщины.
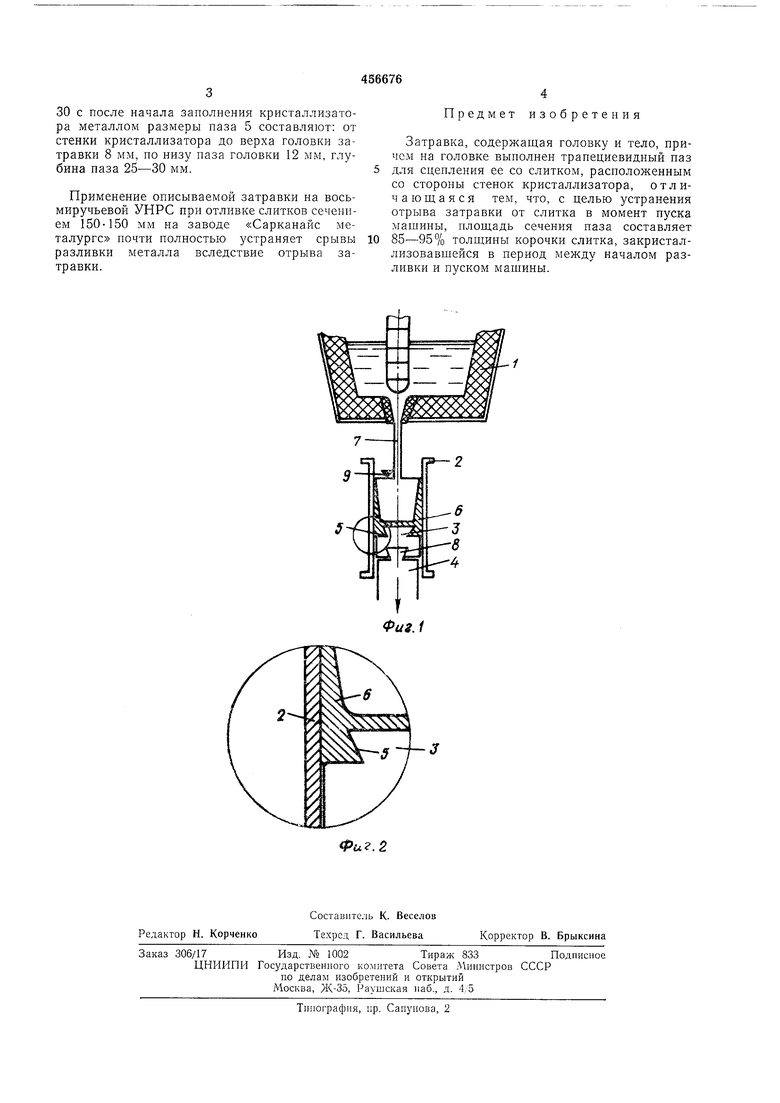
Па фиг. 1 показан кристаллизатор в первоначальный момент разливки металла; на фиг. 2 - сечение паза.
Па чертежах даны следующие обозначения: 1 - промежуточный ковш с металлом; 2 - кристаллизатор; 3 - головка затравки; 4 - затравка; 5 - наружньп паз головки; 6 - формирующаяся корочка слитка; 7 - струя металла, поступающего в кристаллизатор; 8- замок для соединения затравкп с головкой; 9 - уровень металла в кристаллизаторе.
Парулчный паз 5 выполняют по наружному периметру головки с поднутрением внутрь ее па глубину, не превышающую 85-95% толщины корочки слитка, образующейся в первоначальный период разливки металла перед пуском привода машины. Эта корочка становится наиболее прочной именно в указанно.м месте, поскольку теплоотвод от нее осуществляется и по стенкам кристаллизатора, и по самой голозке затравки (чего нет при расноложении паза посередине головки). Например, в условиях УПРС завода «Сарканайс метялупгс пои пуске машины в ход через 20-
30 с после начала заполнения кристаллизатора металлом размеры паза 5 составляют: от стенки кристаллизатора до верха головки затравки 8 мм, по низу паза головки 12 мм, глубина паза 25--30 мм.
Применение описываемой затравки на восьмиручьевой УНРС при отливке слитков сечеппем 150-150 мм на заводе «Сарканайс металургс почти полностью устраняет срывы разливки металла вследствие отрыва затравки.
Предмет изобретения
Затравка, содержащая головку и тело, причем на головке выполнен трапециевидный паз для сцепления ее со слитком, расположенным со стороны стенок кристаллизатора, отличающаяся тем, что, с целью устранения отрыва затравки от слитка в момент пуска машины, площадь сечения паза составляет 85-95% толщины корочки слитка, закристаллизовавшейся в период между началом разливки и пуском машины.
