1
Изобретение относится к порошковой металлургии и может использоваться при термической обработке спеченных изделий с открытой пористостью в соляных ваннах.5
Известен способ термической обработки спеченных изделий, включающий нагрев изделий в соляной ванне и последующую закалку flj.
Недостатком пособа является проник-ю новение солей в спеченный материал.
Нёшболее близким к предлагаемому изобретению по технической сущности и достигаемому эффекту является способ термической обработки спеченных изде- 15 ЛИЙ, заключающийся в том, что изделия из спеченных материалов нагревают в соляной ванне до закалочной температуры, охла.ждают в масле или в воде, стпусксцот до заданной твердости и от- 30 мывают от солей 2 .
Недостатком данного способа термической обработки является то, что не исключена возможность проникновения 25 солей в материал с открытой пористостью, что может привести к неполному удалению солей из глубинных слоев спеченного изделия и последующей коррозии его.30
Цель изобретения - предохранение изделий от внутреннего окисления при нагреве.
Для этого предложен способ термической обработки спеченных изделий, отличающийся тем, что перед нагревом под закалку изделие пропитывают органическим веществом.
Спеченные изделия перед нагревом под закалку пропитывают в зависимости от температуры нагрева под закалку в масле, смесимасел или других органических соединениях. Это-приводит к тому, что в процессе нагрева под закгшку масло выгорает и в порах спеченного изделия создается избыточное давлвние газов, что предотвращает частично или полностью поступление солей вглубь изделия.
Пример. Втулки из спеченного материала ЖГр1, общей пористостью 25% перед -нагревом под закалку пропитывают в нагретом до температуры ВО-ЭО С масле (индустриальное ,.20) в течение 1-5 мин.
После пропитки втулки нагрёва1рт в течение 5 мин в расплаве солей 70% ВаСЕг+ 30% Nace до температуры 850с. Проникновений солей определяют по относительному привесу втулок.
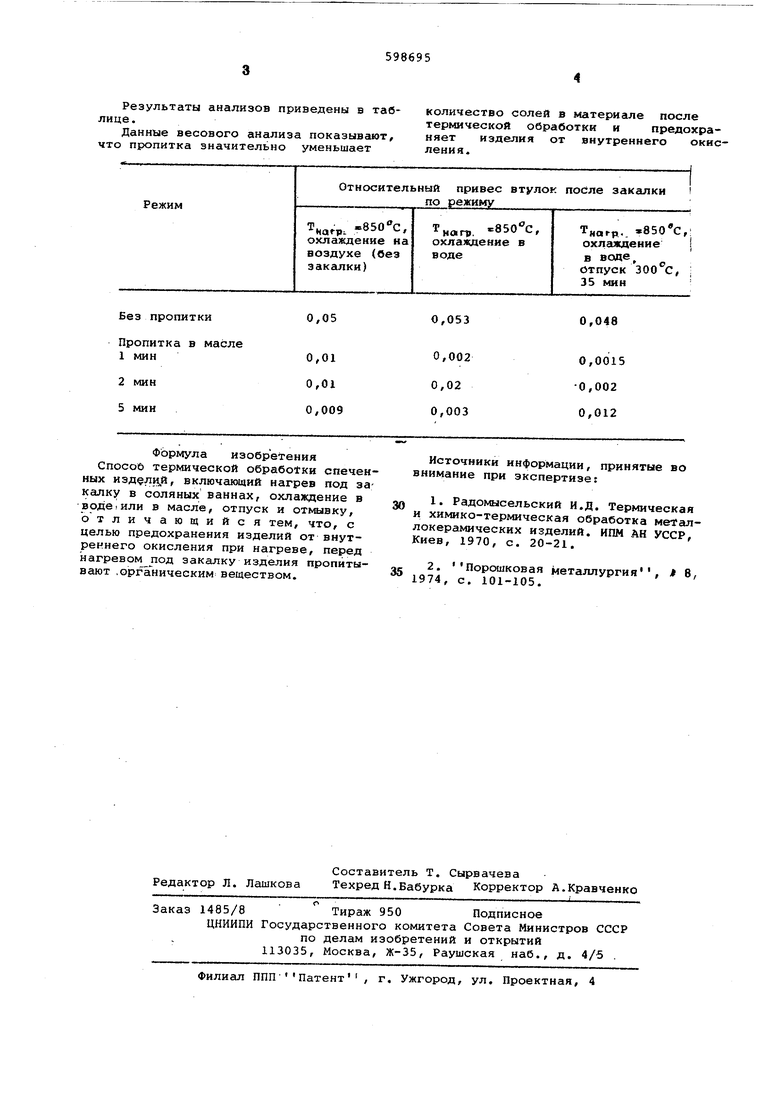
Результаты анализов приведены в таблице.
Данные весового анализа показывают, что пропитка значительно уменьшает
количество солей в материале после термической обработки и предохраняет изделия от внутреннего окисления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2477200C1 |
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ ЖЕЛЕЗА | 2011 |
|
RU2486030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ БРОНЗ | 1992 |
|
RU2032494C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МАТЕРИАЛОВ НА ОСНОВЕ ТИТАНА | 1992 |
|
RU2030968C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛА НА ОСНОВЕ ПОРОШКОВЫХ СПЛАВОВ ЖЕЛЕЗА И ДЕТАЛЬ СТУПЕНИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2230825C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2043866C1 |
| Способ термической обработки режущего инструмента из карбидсодержащих твердых сплавов | 2020 |
|
RU2733081C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ МАТЕРИАЛОВ И ДЕТАЛЕЙ НА ОСНОВЕ АЛЮМИНИЯ | 1992 |
|
RU2043865C1 |
| Способ обработки спеченного твердого сплава Т15К6 термоциклированием | 2021 |
|
RU2758706C1 |
| Композиционный материал | 1989 |
|
SU1759557A1 |
0,05
Без пропитки
Формула изобретения Способ термической обработки спеченных изд§лц,й, включающий нагрев под закалку в соляных ваннах, охлаждение в воде(ИЛИ в масле, отпуск и отмывку, отличающийся тем, что, с целью предохранения изделий от внутреннего окисления при нагреве, перед нагревом 1од закалку изделия пропитывают .органическим веществом.
0,048
0,053
Источники информации, принятые во внимание при экспертизе:
3Q 1. Радомысельский И.Д. Термическая и химико-термическая обработка меТаллокерамических изделий. ИПМ АН УССР Киев, 1970, с. 20-21.
35 2. Порошковая металлургия , 8, 1974, с. 101-105.
