Изобретение отнсюится к электротехнической промышленности и может быть использовано при производстве свинцовых аккумуляторных батарей.
Известен способ соединения свинцовых аккумуляторов в батарею путем установки в ячейки моноблока блоков электродов с борнами, вдавливания части металла бор.нов в отверстие перегородки, в которое предварительно помешено кольцо из герме- тизирующего материала, при помоиш подвижных пуансонов до контакта между борнами в отверстии и их последующей свар- киИ.
При таком способе необходимо приме некие герметизирующего материала и сложен механизм привода перемещения пуан-. сонс.
Наиболее близким по технической сущности и достигаемым результатам являет- ся способ соединения свинцовых аккумуляторов в батарею путем установки в ячейки моноблока блоков электродов с борна- ми, вдавливания части металла борнов в отверстие перегородки моноблока приложением к ним осевого усилия при помощи пуансонов с выступами до достижения контакта между борнами в отверстии перегородки, сварки с одновременным уменьшением первоначального усилия и охлаждения сваренного соединения 21. Пуансоны имеют форму усеченного конуса.
В данном случае происходит неплотное заполнение отверстия перегородки свинцом вследствие малой величины давления при форме пуансонов в виде усеченного конуса, что приводит к образованию пустот внутри сварного соединения и браку.
С целью снижения брака и повышения надежности герметизации соединения предлагается выступы пуансонов выполнять в виде сферы, причем отношение радиуса сферы к радиусу отверстия в перего родке моноблока выбирают равным 0,6- 0,9, а отношение высоты выступа пуансона к толщине перегородки выбирают равным 1,О-1,5.
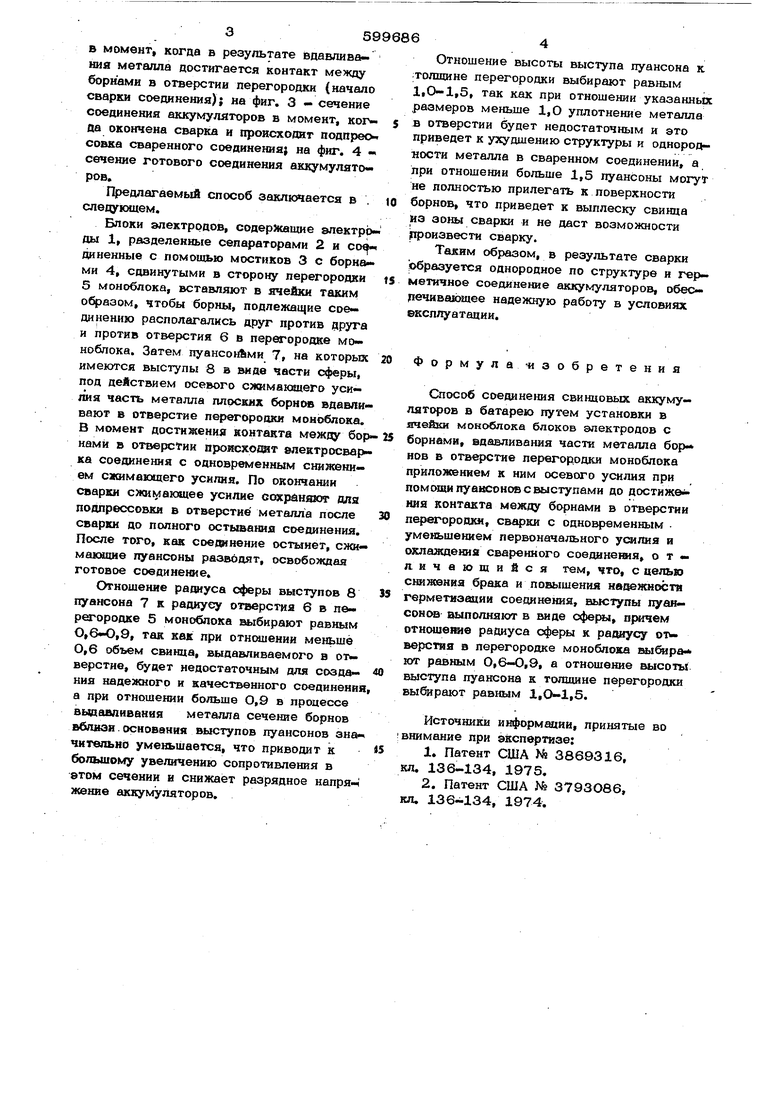
На фиг, 1 изображен узел соединения до начала выдавливания металла борнов в отверстие, сечение; на фиг. 2 - то же. в момент, когаа в результате вдавлив&ния металла достигается контакт между борнамв в отверстии перегородки (начало сварки соединения); на фиг. 3 -сечение соединения аккумуляторов в момент, когда окончена сварка и происходит подпрео совка сваренного соединения; на фиг. 4 « сечение готового соединения аккумуляторов. Предлагаемый способ заключается в . следующем. Блоки электродов, содерхсащие электр1 ды 1, разделенные сепараторами 2 и со диненные с помощью мостиков 3 с борна ми 4, сдвинутыми в сторону перегородки 5 моноблока, вставляют в ячейки таким офазом, чтобы борны, подлежаи|ие сое динению располагались друг против друга и против отверстия 6 в перегородке моноблока. Затем пyaнco Aми 7, на которых имеются выступы 8 в виде части сферы под действием осевого сжимакяцего усилия часть металла плоских борнов вдавливают в отверстие перегородки моноблока. В момент достижения контакта между бор нами в отверстии происхош т електросварка соединения с одновременным снижением сжимающего усилия. По окончании сварки сжимающее усилие сохраняют для лодпрессовки в отверстие металла после сварки до полного остывания соединения. После того, как соединение остынет, слш- макшше пуансоны разводят, освобождая готовое соединение. Отношение радиуса сферы выступов 8 пуансона 7 к радиусу отверстия 6 в перегородке 5 моноблока выбирают равным О,6-О,9, так как при отношении меньше О,6 объем свинца, выдавливаемого в отверстие, будет недостаточным для создания надежного и качественного соединения а при отношении больше О,9 в процессе выдавливания металла сечение борнов вблизи. сюиования выступов пуансонов зна читальне уменьшается, что приводит к большому увеличению сопрогавления в атом сечении и снижает разрядное напря-н женне аккумуляторов. Отношение высоты выступа пуансона к толщине перегородки выбирают равным 1,0-1,5, так как при отношении указанных азмеров меньше 1,0 уплотнение металла в отверстии будет недостаточным и это приведет к ухудшению структуры и однородности металла в сваренном соединении, а при отношении больше 1,5 пуансоны могут не полностью прилегать к поверхности борнов, что приведет к выплеску свинца из сварки и не даст возможности произвести сварку. Таким образом, в результате сварки образуется однородное по структуре и герметичное соединение аккумуляторов, обеспечивающее надежную работу в условиях вксплуатадии. Формула-изобретения Способ соединения свинцовых аккумуляторов в батарею путем установки в ячейки моноблока блоков электродов с борнами, вдавливания части металла бор- нов в перегородки моноблока приложением к ним осевого усилия при помшнипуаисонов с выступами до достиже ния контакта между борнами в отверстии перегородки, сварки с одновременным уменьшением первоначального усилия и охлаждение сваренного соединения, отличающийся тем, что, с целью снижения брака и повышения навежности герметизации соединения, выступы пуансонов выполняют в виде сферы, причем oTHOiuemie радиуса сферы к радиусу ОПверстйя в перегородке моноблока выбирают равным 0,6-О,9, а отношение высоты выступа пуансона к толщине перегородки выбирают равным 1,О-1,5. Источники информш(ии, принятые во i внимание при экспертизе: 1.Патент США Mi 3869316, кл. 136-134, 1975. 2.Патент США М 3793О86, кл. 136-134, 1974.
фиг-1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ СВИНЦОВЫХ АККУМУЛЯТОРОВ В БАТАРЕЮ | 2002 |
|
RU2229186C2 |
| Способ ремонта аккумуляторной батареи | 1980 |
|
SU877660A1 |
| Способ соединения аккумуляторов в батарее | 1972 |
|
SU456327A1 |
| Способ соединения свинцовых аккумуляторов в батарею | 1982 |
|
SU1072151A1 |
| Способ ремонта аккумуляторной батареи | 1980 |
|
SU877661A1 |
| Способ соединения свинцовых аккумуляторов в батарею | 1973 |
|
SU468323A1 |
| СПОСОБ СОЕДИНЕНИЯ СВИНЦОВЫХ АККУМУЛЯТОРОВ В БАТАРЕЮ | 1995 |
|
RU2089975C1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Способ разборки отработавших ресурс аккумуляторных батарей | 1992 |
|
SU1831737A3 |
| СПОСОБ ПЕРЕРАБОТКИ СЫРЬЯ ОТРАБОТАННЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ | 1997 |
|
RU2146298C1 |
фиа-З
/
-
