Предлагаемое изобретение относится к электротехнической промышленности и может быть использовано при производстве свинцовых аккумуляторных батарей.
Известен способ соединения свинцовых аккумуляторов в батарею (см., например, а.с. СССР 1072152, М. кл. Н 01 М 2/24, 1984). Способ осуществляют путем установки в ячейках корпуса моноблочного типа с отверстиями в перегородках блоков электродов с борнами, которые выполняют с вертикальными выемками и вырезом, расположенным напротив отверстия перегородки, в планках против выреза в борне выполняют вертикальный глухой паз, а на внутренних стенках выемки борна против перегородки ребра выполняют вертикальными, прижатия борнов к перегородкам корпуса планками, заливки расплавленного свинца через выемки в отверстия перегородок, охлаждения и обжатия полученного соединения.
Недостатком известного способа является сложная технология обработки борнов с использованием сложной технологической оснастки с невысокой производительностью установки контактной сварки.
Известен способ соединения свинцовых аккумуляторов в батарею, принятый за прототип и описанный в а.с. СССР 599686, М. кл. Н 01 М 2/24, 1978. Способ осуществляют путем установки в ячейку моноблока блоков электродов с борнами, вдавливания части металла борнов в отверстие перегородки моноблока приложением к ним осевого усилия при помощи пуансонов с выступами до достижения контакта между борнами в отверстии перегородки, сварки с одновременным уменьшением первоначального усилия и охлаждения сваренного соединения. Выступы пуансонов выполнены в виде сферы, причем отношения радиуса сферы к радиусу отверстия в перегородке моноблока выбирают равным 0,6-0,9.
Недостатком данного способа является невысокая производительность установки контактной сварки, т.к. при сварке борнов через одно отверстие в перегородке увеличивается время сварки, равное t=120-140 периодов, потому что площадь контакта свинцовых борнов увеличена и для разогрева их требуется больше времени. Кроме того, требуется повышенная сила тока, которая равна J=18-19 кА, в результате чего нагреваются электроды, что влияет на качество сварки.
При сварке через одно отверстие перегородки межэлементные соединения нагреваются и вследствие этого полипропиленовая перегородка деформируется при осевом усилии пуансона 60-62 кг/см2.
Технический результат, обеспечиваемый изобретением, состоит в повышении производительности за счет уменьшения времени сварки, уменьшении силы тока, повышении качества сварки с уменьшением нагрева электродов и улучшении стабильности процесса сварки.
Указанный технический результат достигается тем, что в известном способе соединения свинцовых аккумуляторов в батарею, путем установки в ячейки моноблока блоков электродов с борнами межэлементного соединения (МЭС), вдавливания части металла борнов в отверстия перегородки моноблока, приложением к ним осевого усилия при помощи пуансонов с параллельно расположенными контактными сферическими выступами - электродами до достижения контакта борнов в отверстиях перегородки, последующей сварки с одновременным уменьшением первоначального усилия и охлаждения сваренного соединения, согласно изобретению в перегородке моноблока выполняют попарно два отверстия, расположенных в горизонтальной плоскости, при этом контактную сварку МЭС ведут по времени t=80-100 периодов и при силе тока J=16-17,5 кА, а к пуансонам прикладывают осевое усилие Р=57-59 кг/см2.
Между отличительными признаками и достигаемым техническим результатом существует следующая причинно-следственная связь.
В отличие от известных решений и прототипа в предложенном способе выполняют в перегородке моноблока попарно два отверстия, расположенных в горизонтальной плоскости, и осуществляют сварку борнов МЭС по времени t=80-100 периодов при силе тока J=16-17,5 кА и осевом усилии пуансонов Р=57-59 кг/см2. При таком режиме работы отношение времени сварки борнов МЭС в два отверстия ко времени сварки в одно отверстие той же площади равно 0,6%. Таким образом, в результате сварки борнов МЭС в два отверстия снижается время сварки на 33%, что позволяет увеличить производительность установки контактной сварки. Отношение силы тока при сварке борнов МЭС в два отверстия к силе тока при сварке в одно отверстие той же площади равно 0,9, что позволяет снизить величину силы тока на 10% и приводит к меньшему нагреванию МЭС, меньше деформируется полипропиленовая перегородка, обеспечивается лучшая герметичность сварного узла, поэтому качество сварки выше, повышается надежность сварного соединения при эксплуатации батареи. Отношение прикладываемого осевого усилия пуансонами при сварке борнов МЭС в два отверстия к осевому усилию пуансона при сварке в одно отверстие равно 0,9, что позволяет снизить величину осевого усилия на 10% и приводит к уменьшению деформации полипропиленовой перегородки моноблока.
По имеющимся у заявителя сведениям, совокупность существенных признаков заявляемого изобретения не известно из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию “новизна” и “изобретательский уровень”.
Совокупность существенных признаков, характеризующих сущность изобретения, может быть многократно использована в производстве аккумуляторов с получением технического результата, заключающегося в повышении производительности и качества сварки борнов межэлементного соединения.
Сущность изобретения поясняется примером конкретного выполнения и чертежами.
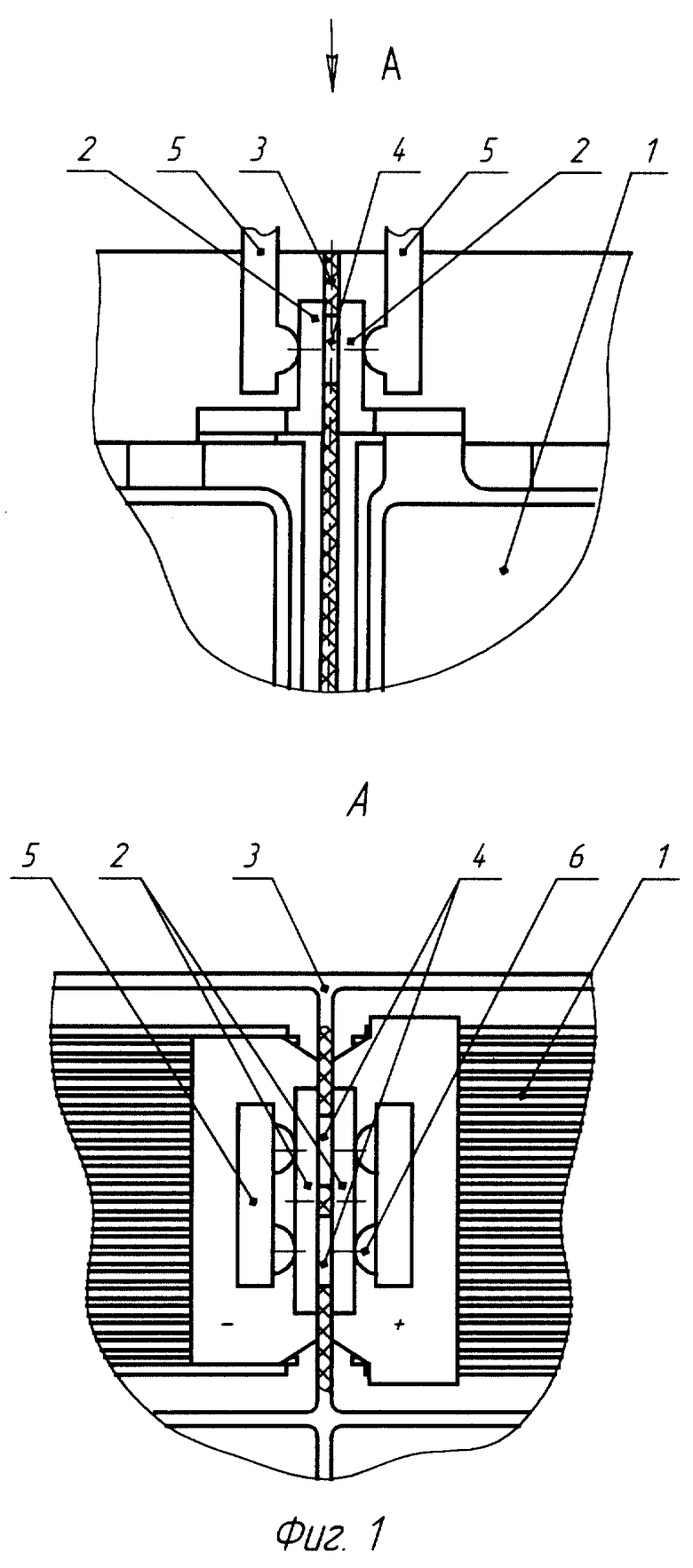
На фиг.1 изображен узел соединения до начала выдавливания металла борнов МЭС в отверстия перегородки, сечение, общий вид и вид сверху по стрелке А;
на фиг.2 - сечение соединения аккумуляторов в момент, когда окончена сварка, общий вид и вид сверху по стрелке А.
Предлагаемый способ заключается в следующем. Блоки электродов 1, содержащие электроды, соединенные с борнами 2 межэлементного соединения (МЭС), вставляют в ячейки моноблока таким образом, чтобы борны 2 МЭС, подлежащие соединению, располагались друг против друга и против двух попарно выполненных и расположенных в горизонтальной плоскости отверстий 4 в перегородке 3 моноблока. Затем пуансонами 5, на которых имеются два параллельно расположенных сферических выступа 6, под действием осевого сжимающего усилия “Р” часть металла плоских борнов 2 МЭС вдавливают в отверстия 4 перегородки 3 моноблока. В момент достижения контакта между борнами 2 МЭС в отверстиях 4 происходит электросварка соединения с одновременным снижением сжимающего усилия. По окончании сварки сжимающие усилия сохраняют для подпрессовки в отверстие металла после сварки до полного остывания соединения. После того как соединение остынет, сжимающие пуансоны разводят, освобождая готовое соединение. К межэлементным соединениям относятся: два борна 2 и перемычка.
Контактную сварку МЭС ведут по времени t=80-100 периодов, так как при t<80 периодов и силе тока J<16 кА не полностью сваривается металл борнов 2, что приводит к браку свариваемого соединения, а при сварке t>100 периодов и силе тока J>17,5 кА свариваемый металл борнов течет.
При осевом усилии пуансонов Р<57 кг/см2, контактное пятно борнов становится меньшего размера, что приводит к браку сварного соединения, а при Р>59 кг/см2 приводит к разрушению кромок материала перегородок у отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Способ соединения свинцовых аккумуляторов в батарею | 1976 |
|
SU599686A1 |
| Способ ремонта аккумуляторной батареи | 1980 |
|
SU877660A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |
| СВИНЦОВО-КИСЛОТНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ | 2015 |
|
RU2584699C1 |
| Способ ремонта аккумуляторной батареи | 1980 |
|
SU877661A1 |
| Способ соединения свинцовых аккумуляторов в батарею | 1973 |
|
SU468323A1 |
| Способ соединения свинцовых аккумуляторов в батарею | 1982 |
|
SU1072151A1 |
| Способ контроля качества сварки межэлементных соединений | 1987 |
|
SU1437763A1 |
| СТАРТЕРНАЯ БАТАРЕЯ | 2024 |
|
RU2831045C1 |
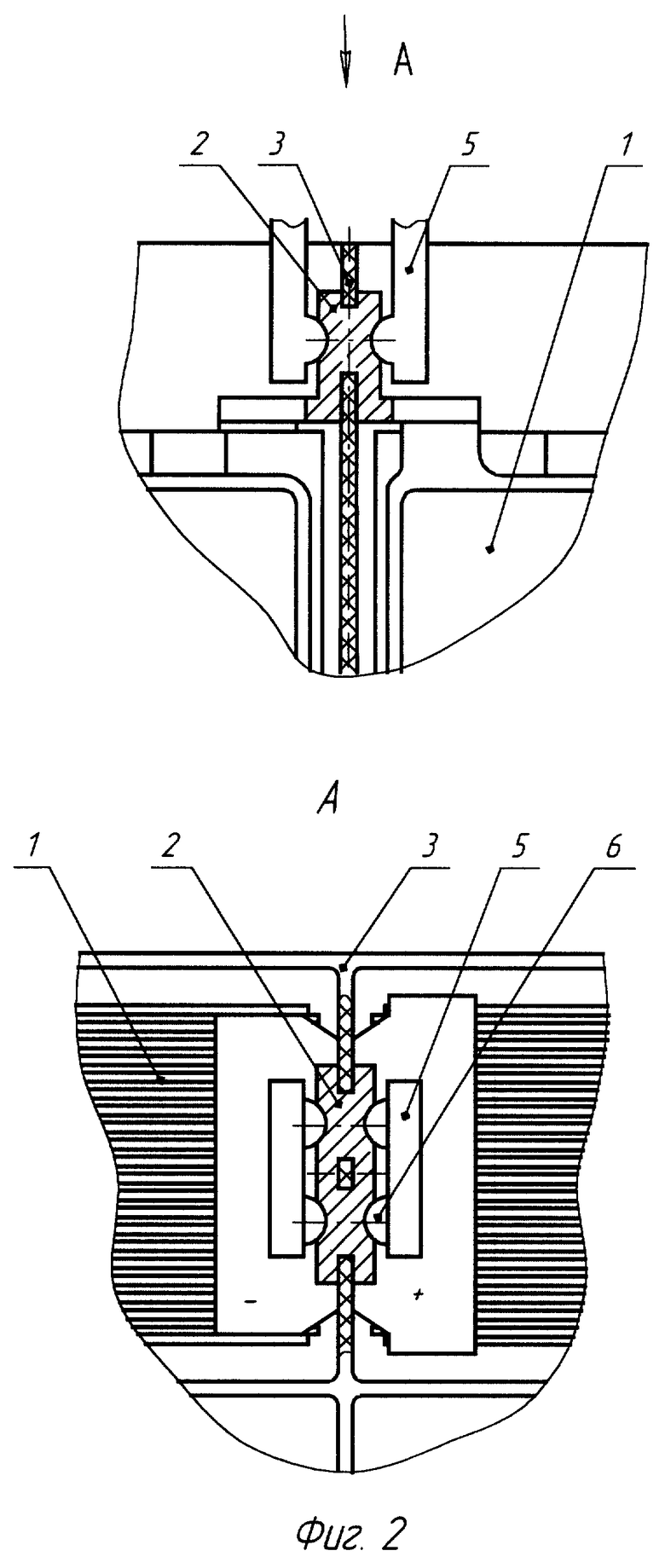
Изобретение относится к электротехнической промышленности и может быть использовано при производстве свинцовых аккумуляторных батарей. Технический результат, обеспечивающийся изобретением состоит в повышении производительности и качества сварки борнов межэлементного соединения (МЭС). Способ осуществляют следующим образом. Блоки электродов 1, соединенные борнами 2, вставляют в ячейки моноблока против двух попарно выполненных отверстий 4 в перегородке 3 моноблока. Затем пуансонами 5, на которых имеются параллельно расположенные два сферических выступа 6, под действием осевого сжимающего усилия часть металла борнов 2 МЭС вдавливают в отверстия 4 перегородки 3 моноблока. В момент достижения контакта между борнами МЭС в отверстиях 4 происходит электросварка соединения с одновременным снижением сжимающего усилия. Контактную сварку ведут МЭС по времени t=80-100 периодов, силе тока J=16-17,5 кА, а осевое усилие прикладывают к пуансонам Р=57-59 кг/см2. 2 ил.
Способ соединения свинцовых аккумуляторов в батарею путем установки в ячейки моноблока блоков электродов с борнами межэлементного соединения, вдавливания части металла борнов в отверстия перегородки моноблока, приложением к ним осевого усилия при помощи пуансонов с параллельно расположенными контактными сферическими выступами-электродами до достижения контакта борнов в отверстиях перегородки, последующей сварки с одновременным уменьшением первоначального усилия и охлаждения сваренного соединения, отличающийся тем, что для осуществления процесса сварки в перегородке моноблока выполняют попарно два отверстия, расположенные в горизонтальной плоскости, при этом контактную сварку борнов межэлементного соединения ведут по времени равным t=80÷100 периодов и при силе тока J=16÷17,5 кА, а к пуансонам прикладывают осевое усилие, равное Р=57÷59 кг/см2.
| Способ соединения свинцовых аккумуляторов в батарею | 1976 |
|
SU599686A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПЛОТНОСТИ ТОКА ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 0 |
|
SU375142A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПИТАТЕЛЬНОЙ СМЕСИ ДЛЯ АДАПТАЦИИ ОРГАНИЗМА В СТРЕССОВОЙ СИТУАЦИИ | 1996 |
|
RU2099975C1 |
| Способ контактной точечной сварки разнотолщинных деталей | 1990 |
|
SU1722744A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

