(54) МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ МЕТАЛЛА
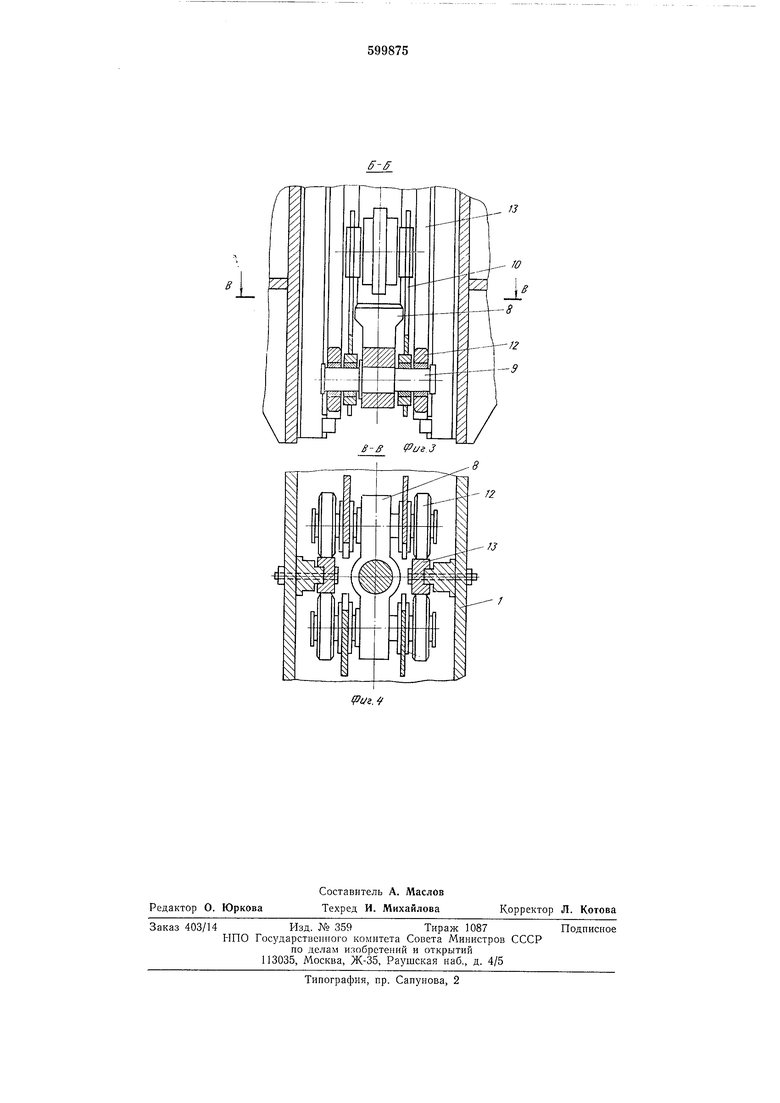
Оси 9 имеют ролики 12, ОАв.атывающие вертикальную направляющую 13, СмоитироБаиную на раме 1.
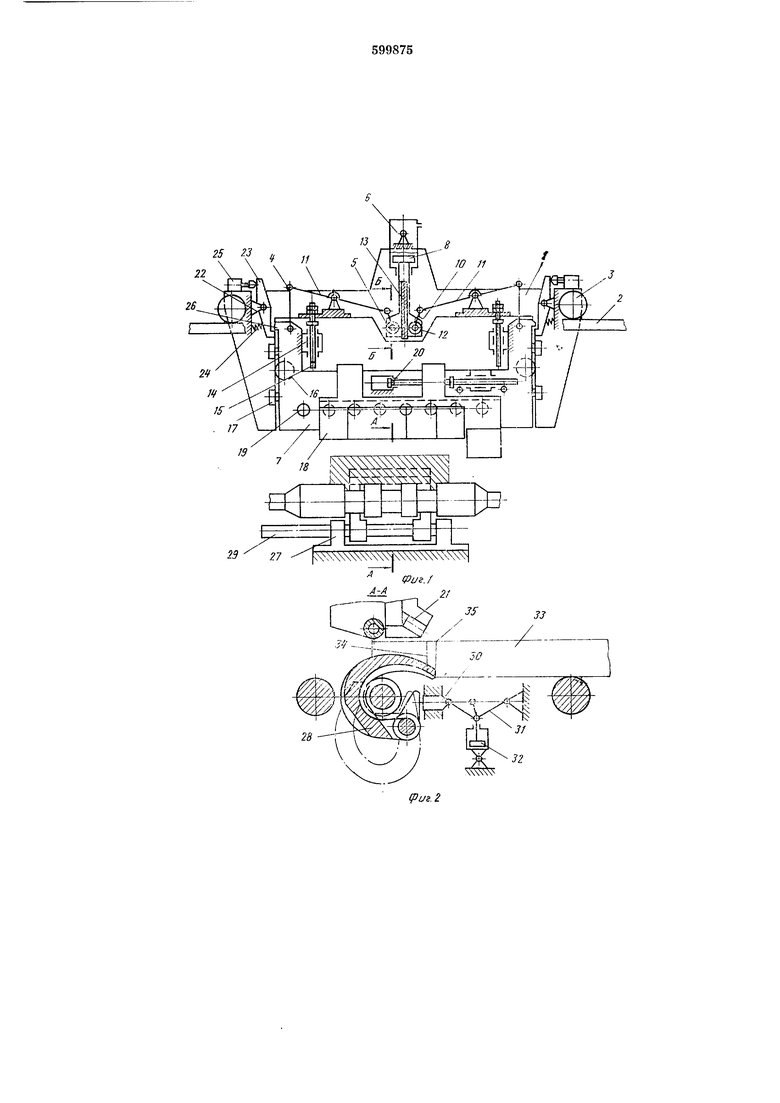
Рычажная система 4 расположена в плоскости движения траверсы. На траверсе смоитированы пневмофиксаторы 14, винты 15 которых закреплены на paiMe 1. Траверса имеет катки 16 и 17, взаимодействующие с направляющими рамы 1. Каретка 18 установлена на катках 19 траверсы и имеет привод перемещения 20. На каретке установлены газорежущие головки 21. На раме с.монтированы стопоры 22, состоящие из рычажной защелки 23, пружины 24 и пнеВМодилиидра 25. На траверсе имеется крюк 26. Средство для точного останова, зачищаемого металла выполнено в виде передвижиого упора 27, который состоит из скобообразного щита 28, приводного торсиона 29, фиксатора 30 с ломающимся рычагом 31 и приводом 32.
Мащи)на огневой зачистки металла работает следующи)м образом.
Мащина по эстакаде вводится в линию рольгангов механизмом передвижения. В исходном положении газорежущие головки 21 разведены так, что исключается их задевание металло.м 33 максимального сечения, проходящим через мащину. Щит 28 находится в положении для встречи металла, фиксатор 30 выдвинут. При подходе металла щит останавливает металл, газорежущие головки опускаются на металл. Опускание горизонтальных головок производится снятием давления в порщневой полости цилиндра 6. В момент снятия давления подается воздух в пневмоцилиндры 25 стопора 22, и защелки 23 утапливаются в положение, не мещающее опусканию траверсы. Через 1-3 с после подхода газорежущих головок к металлу производится фиксирование этих положений головок пневмофиксаторами 14, после чего производится отвод газорел ущих головок от металла на величину хода пневмофиксатора (5-20 мм), и установка металла в положение 34 для разогрева кромки. Для этого щит 28 движется до упора в фиксатор 30, после чего включается газ, греющий кислород. При достижении разогрева фиксатор 30 приводом 32 и рычага миЗ освобождает щит 28, который торцом перемещает металл на линию огня 35. После этого
щит отходит под рольганг, и начинается зачистка металла с торца. Но окончании зачистки газорежущие головки и щит упора занимают исходные положения.
Закрепление траверсы на рычажной системе, расположенной в плоскости движения траверсы, не создает перекосов. Хотя при движении рычагов тяги, удерживающие траверсу, отклоняются от вертикали, но их горизонтальные составляющие силы взаимно уравновещиваются и результирующая сила направлена вертикально. Силы трения и перекосы от боковых сил в этом случае будут минимальными.
От перекосов, возникающих от случайных сил, траверса удерживается вертикальной направляющей рамы, которую охватывают ролики щтока цилиндра. Использование предлагаемой машины огневой зачистки позволяет повысить надежность мащины в работе и улучшить качество зачистки за счет повышения чувствительности при слежении за искривленным металлом путем уменьшения сил трения и перекосов в механизме перемещения траверсы.
Формула изобретения
Машина для огневой зачистки металла, содержащая раму, установленную с возможностью перемещения в ее вертикальных направляющих пазах траверсу с газорежущими головками и механизм перемещения траверсы в раме, включающий пневмопривод и рычажную систему, отличающаяся тем, что, с целью повышения качества зачистки путем точной установки траверсы с газорежущими
головками относительно зачищаемой поверхности и исключения при этом ее перекосов и заеданий, рычажная система механизма перемещения траверсы размещена в одной плоскости с траверсой и выполнена в виде двух расположенных симметрично по обе стороны пневмопривода рычагов, шарнирно через тяги соединенных внешними плечами с траверсой, а противоположными плечами - со щтоком пневмопривода, который посредством установленных на нем роликов взаимодействует с вертикальными направляющими рамы.
25 23
22
3
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для огневой зачистки горячего металла в потоке обжимного стана | 1961 |
|
SU143364A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО РАСКАТА | 1966 |
|
SU224292A1 |
| Машина для огневой зачистки металла | 1975 |
|
SU603518A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ БЛЮМОВ И СЛЯБОВ | 1966 |
|
SU182659A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧИХ БЛЮМОВ И СЛЯБОВ | 1965 |
|
SU176552A1 |
| Машина огневой зачистки горячего металла в технологическом потоке блюминга | 1960 |
|
SU132180A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ МЕТАЛЛА | 1966 |
|
SU181031A1 |
| Машина огневой зачистки горячих блумов и слябов | 1961 |
|
SU140402A1 |
| КОНТАКТНОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ТОРМОЖЕНИЯ ГАЗОРЕЖУЩИХ ГОЛОВОК МАШИНЫ ОГНЕВОЙ ЗАЧИСТКИ | 1965 |
|
SU168248A1 |
| Машина для огневой зачистки горячего металла в потоке прокатного стана | 1976 |
|
SU603519A1 |