Предлагается машина огневой зачистки горячих блумов и слябов, предназначенная для работы в потоке обжимных прокатных станов. Машина отличается от известных сравнительной простотой конструкции, меньшим весом и обеспечивает зачистку металла в основном технологическом потоке обжимного прокатного стана. Достигается это применением бесстанинного исполнения кареток, несущих газорежущие головки, и шагового механизма передвижения кареток с малоинерционной системой слежения газорежущих головок за зачищаемым металлом.
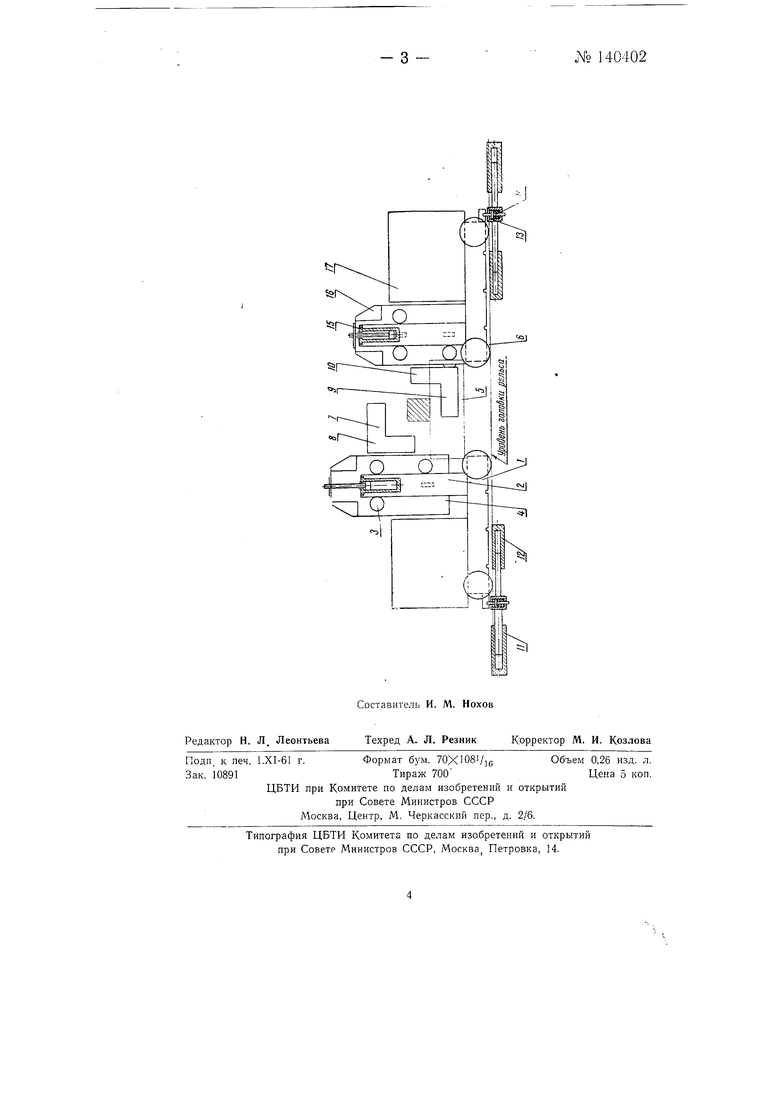
На чертеже дана схема предлагаемой машины. Машина состоит из двух кареток 1, установленных на рельсах, уложенных перпендикулярно направлению движения зачищаемого металла. На каретках / установлены колонны 2, по которым на катках 3. смонтированных на подшипниках качения, перемещается шахта 4. Для восприятия усилия в направлении движения прокатки в шахте имеются катки, оси которых параллельны осям роликов рольганга 5. Каретка перемещается по рельсам на бегунках 6, смонтированных так же, как и катки 3 на подшипниках качения. Рельсы защищены от попадания окалины и шлака специальными кожухами.
К одной из шахт крепится верхняя 7 и боковая 8 газорежущие головки с горелками, к другой - нижняя 9 и боковая 10 газорежущие головки. Каждая пара головок с горелками образует жесткий угол. Крепление пары к шахте может быть жесткое или шарнирное.
Горизонтальное перемещение кареток осуществляется с помощью установки горизонтальных гидравлических цилиндров 11 прямого действия и 12 - обратного действия. Плунжеры цилиндров жестко соединены друг с другом через стопорный механизм, состоящий из пневмоцилиндра 13 и подпружиненного штока - стопора 14, который в верхнем положении связывает каретку с плунжерами цилиндров // п 12. Диаметры плунжеров выбраны так, чтобы усилие прижатия боковой
jNlb 140402- 2 газорежущей головки к зачищаемому металлу составляло 200-300 кг..
Вертикальное перемещение шахты осуществляется с помощью гидравлического цилиндра 15, щток которого прикреплен легкосъемным клином к верхней стенке шахты. Регулировка усилия поджатия блока к металлу производится с помощью сменных грузов 16 и изменением давления масла. Аппаратура управления газовой частью IT машины размещается на каретке.
Машина работает следующим образом. В исходном положении блоки разведены так, что исключается задевание блоков раскатом при заходе последнего в машину. При подключении цилиндра // к магистрали каретки сближаются до упора; боковые горелки при этом подводятся к раскату, предварительно поступающему в машину по рольгангу. Одновременно включением давления в малую полость цилиндра 15 к раскату подводится верхний блок, а подсоединением малой полости другого цилиндра 15 на слив подводится нижний блок. После окончания зачистки блоки расходятся, и раскат передается к ножницам.
Предлагаемая машина обеспечивает быстроту подвода и отвода газорежущих блоков к металлу и раздвижку их за полотно рольгангов, при холостом пропуске раската. Бесстанинное исполнение машины позволяет удобно размещать узлы механической части, шкафы управления и т. д.
Машина принята для внедрения на новых блумингах 1300 металлургических заводов.
Предмет изобретения
Машина огневой зачистки горячих блумов и слябов, отличающаяся тем, что, с целью упрощения конструкции, снижения веса и обеспечения зачистки металла в основном технологическом потокеобжимного прокатного стана, применено бесстанинное исполнение кареток, несущих газорежущие головки, и шаговый механизм передвижения кареток с малоинерционной системой слежения газорежущих головок.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧИХ БЛЮМОВ И СЛЯБОВ | 1965 |
|
SU176552A1 |
| Машина огневой зачистки горячего металла в технологическом потоке блюминга | 1960 |
|
SU132180A1 |
| Блюминг-автомат для прокатки блюмов и слябов | 1961 |
|
SU149376A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО РАСКАТА | 1966 |
|
SU224292A1 |
| Машина для огневой зачистки горячего металла в потоке обжимного стана | 1961 |
|
SU143364A1 |
| Способ подачи горячих слитков от нагревательных колодцев к приемному рольгангу высокопроизводительных блумингов и слябингов и устройство для его осуществления | 1959 |
|
SU130475A1 |
| Машина для огневой зачистки металла | 1975 |
|
SU603518A1 |
| Электрогидравлическое устройство для уравновешивания верхнего валка прокатного стана | 1961 |
|
SU143770A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ БЛЮМОВ И СЛЯБОВ | 1966 |
|
SU182659A1 |
| Машина для огневой зачистки металла | 1976 |
|
SU599875A1 |