1
Изобретение относится к оборудованию по производству ситалловых теплообменников, в частности к изготовлению устройств для получения заготовок матриц теплообменников.
Известно устройство для получения заготовок матриц теплообменников, содержащее смонтированные на основании механизм намотки лент, имеющий приводную оправку, установленное перед ним по ходу движения ленты средство для нанесения клея на ленту и сопло для подачи нагретого воздуха в зону намотки 1.
Однако для известного устройства характерно недостаточно высокое качество получения заготовок матриц.
С целью повыщения качества получения заготовок матриц теплообменников ось оправки расположена горизонтально, а сопло для подачи нагретого воздуха установлено под оправкой с возможностью вертикального перемещения в зависимости от диаметра намотки заготовки. Кроме того, устройство имеет связанный с приводом намотки регулятор длины петли ленты, расположенный перед средством для нанесения клея на ленту и представляющий собой систему фотоэлементов, установленных попарно относительно друг друга.
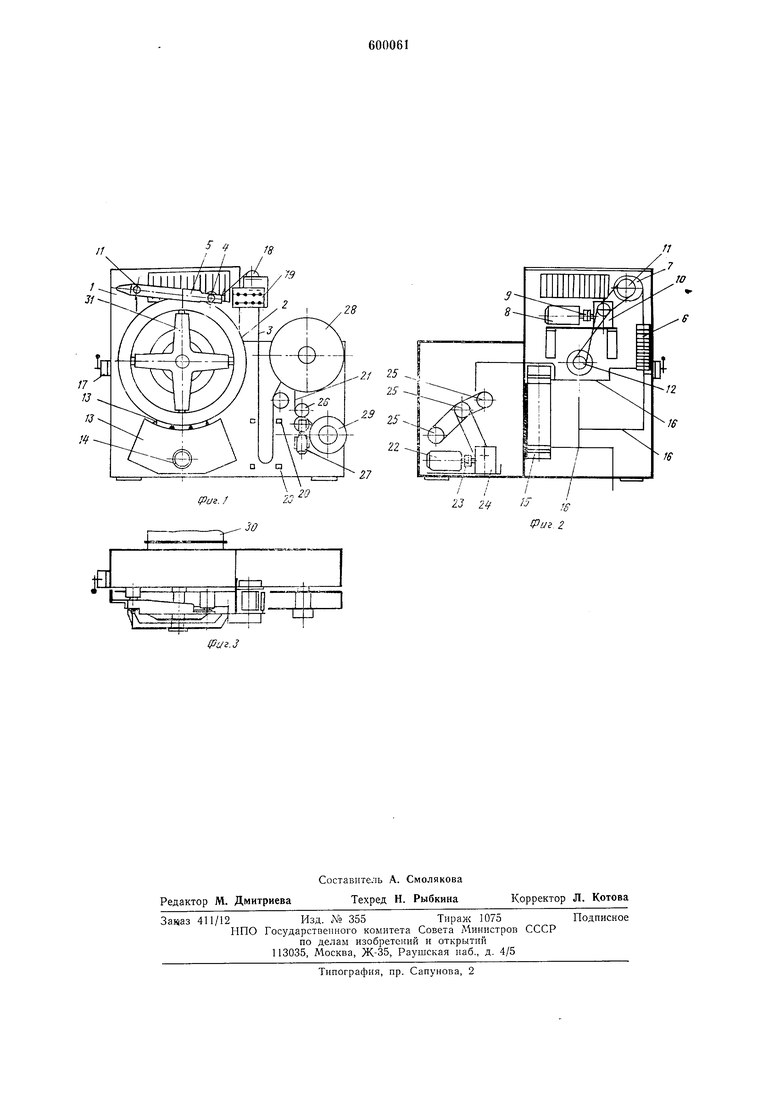
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сзади; на фиг. 3 - то же, вид сверху.
Устройство для получеи я заготовок матриц теплообменников содерл-сит смоитирозанный на основании 1 механизм намотки лент, имеющий горизонтально расположенную оиравку 2, которая приводится во вращение от контакта иаматываемой на нее ленты 3 с ирнводным роликом 4. Приводной ролик 4 смонтирован на отклоняющемся рычаге 5. Отклонение рычага 5 происходит по мере роста диаметра намотки ленты 3 на втулке оправки 2.
Для создания определенного усилия при контакте ролика 4 с наматываемой лентой 3 рычаг 5 снабжен грузом 6 через кулачок 7, который обеспечивает постоянное усилие iipi;жима ролика 4 к на.матываемой ленте 3 при изменяющемся плече рычага 5. Прикодпо) ролик 4 вращается от привода иамотки лепты. намотки ленты состоит из электродвигателя 8, эластичной м фтЕз1 9, чер15яч шго редуктора 10 и ременных передач 11.
Приводная оправка 2 через фрикциошюе сцепление 12 получает дополнительный пращаюп1,ий момент от привода намотки лент.
Под оправкой 2 смонтировано сопло 13 для подачи нагретого воздуха is зону намоткч. Сопло 13 через штурвал 14 меняет расстояние от центра оправки 2 по мере роста дламотла намотки ленты.
Сжатый воздух подогревается в нагревателе 15 и по трубопроводам 16 поступает в сопло 13.
Управление подачей подогретого сжатого воздуха осуществляется краном 17.
Перед оправкой 2 по ходу движения ленты 3 установлено средство для нанесения клея на ленту, выполненное в виде валика 18, опущенного в ванну с клеем. На кронщтейяе средства для нанесения клея смонтирован пульт управления 19.
На валик 18 лента приходит из петли. Длина петли регулируется регулятором 20, расположенным перед средством для нанесения клея на ленту и представляющим собой систему фотоэлементов, установленных попарно относительно друг друга. Фотоэлементы дают сигнал на изменение скорости вращения привода намотки лент. Распускает ленту 3 в петлю привод смотки бумажной ленты 21, состоящий из электродвигателя 22, эластичной муфты 23, червячного редуктора 24 и ременной передачи 25.
Привод смотки бумажной ленты вращает ролик 26, к которому роликом 27 прижимается бумажная лента 21. Бумажной лентой 21 проложена лента 3 на бобине 28 размотки ленты.
Бумажная лента 21, ведомая роликом 26, наматывается на бобину 29 намотки, вращающуюся от привода смотки бумажной ленты. Передача вращения идет через фрикционное сцепление. Сверху основания 1 расположен патрубок 30 отсоса вредных летучих компонентов, входящих в ленту.
На оправке установлено кольцо 31 поджима по мере увеличения диаметра намотки ленты.
Работа устройства заключается в следующем.
На бобину 28 размотки ленты надевают рулон ленты 3, намотанной с бумажной лентой
21. Свободный конец ленты 3 распускают в петлю и, перекинув через валик 18, наносящий клей, закрепляют на оправке 2. На ленту 3 опускают ролик 4. Освободивщийся конец бумажной ленты 21 пропускают через ролики 26 27 и закрепляют на бобине 29 намотки бумажной ленты.
Для пуска устройства включают приводы кнопками управления с пульта 19, подают
воздух поворотом рукоятки крана 17. По мере увеличения диаметра намотки ленты штурвалом 14 изменяют расстояние от сопла 13 до оправки 2.
Формула изобретения
1.Устройство для получения заготовок матриц теплообменников, содержащее смонтированные на основании механизм намотки лент, имеющий приводную оправку, установленное перед ним по ходу движения ленты средство для нанесения клея на ленту и сопло для подачи нагретого воздуха в зону намотки, отл и чающееся тем, что, с целью повыщения качества получения заготовок матриц теплообменников, ось оправки расположена- горизонтально, а сопло для подачи нагретого воздуха установлено под оправкой с возможностью вертикального перемещения в зависимости от диаметра намотки заготовки.
2.Устройство по п. 1, отличающееся тем, что имеет связанный с приводом намотки регулятор длины петли ленты, расположенный
перед средством для нанесения клея на ленту и представляющий собой систему фотоэлементов, установленных попарно друг относительно друга.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ № 1153607, кл. 54с 2, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| УСТАНОВКА ДЛЯ РАСПРАВЛЕНИЯ УГЛЕРОДНОГО ЖГУТА | 2011 |
|
RU2435877C1 |
| СПОСОБ РАСПРАВЛЕНИЯ УГЛЕРОДНОГО ЖГУТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2462542C2 |
| СПОСОБ НАНЕСЕНИЯ НА ЕМКОСТИ ЭТИКЕТОК С НЕПРЕРЫВНОЙ ПОЛИМЕРНОЙ ЛЕНТЫ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2280600C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА ТРУБЧАТЫЕ ВТУЛКИ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАЖНЫХ ЛОГОВ | 2014 |
|
RU2659003C2 |
| УСТРОЙСТВО для РЕЗКИ и УПАКОВКИ ДИАФИЛЬМОВ | 1967 |
|
SU198914A1 |
| НАМОТОЧНЫЙ СТАНОК | 2015 |
|
RU2591125C1 |
| Устройство для отделения ткани от прокладки | 1980 |
|
SU882901A1 |
| Способ изготовления картонных гильз для намотки ролевой бумаги | 1990 |
|
SU1715654A1 |