Изобретение относится к обработке металлов давлакием, в частности к инструменту для «а-катыеания резьбы.
Известен резьбонакатный ролик с двумя рабочими AopoHiKHiMH, имеющими выемку для уста,новк,и деталей, заборный участок, затыловавный по наружному диаметру, калибрующий участок с полным профилем резьбы и сбрасьввающий участок, затылованный по среднему диаметру.
При изготовлении известйого резьбояакатного |ролика выполняют .резьбу на двух дорожках одновременно, после чего производят затылсвку в отдельности на каждой рабочей дорожке по .наруж1наму диамет1ру на заборной части, а на сбрасывающем - по среднему диаметру.
Однако заборный участок ролика не затыЛ013.ан ПО среднему диамет ру, что снижает его стойкость и качество накатываемых резьб.
Целью изобретения является повышение стойкости резыбонакатного ролика и качества накатываемых резвб.
Указанная цель достигается тем, что заборные участки обеих рабочйх дарожек выполнены затылаванными ло среднему диаметру резьбы, причем ролик составлен из двух частей, жестко соединевных между собой с возможностью разъема.
Резьбойакатный ролик может быть изготовлен способам, заключающимся в том, что затылование по среднему диаметру заборных участков производят на двух рабочих дорожках одновременно, после чего одну из частей ролика разворачивают на 180° до соприкосновения ее торца с другой частью.
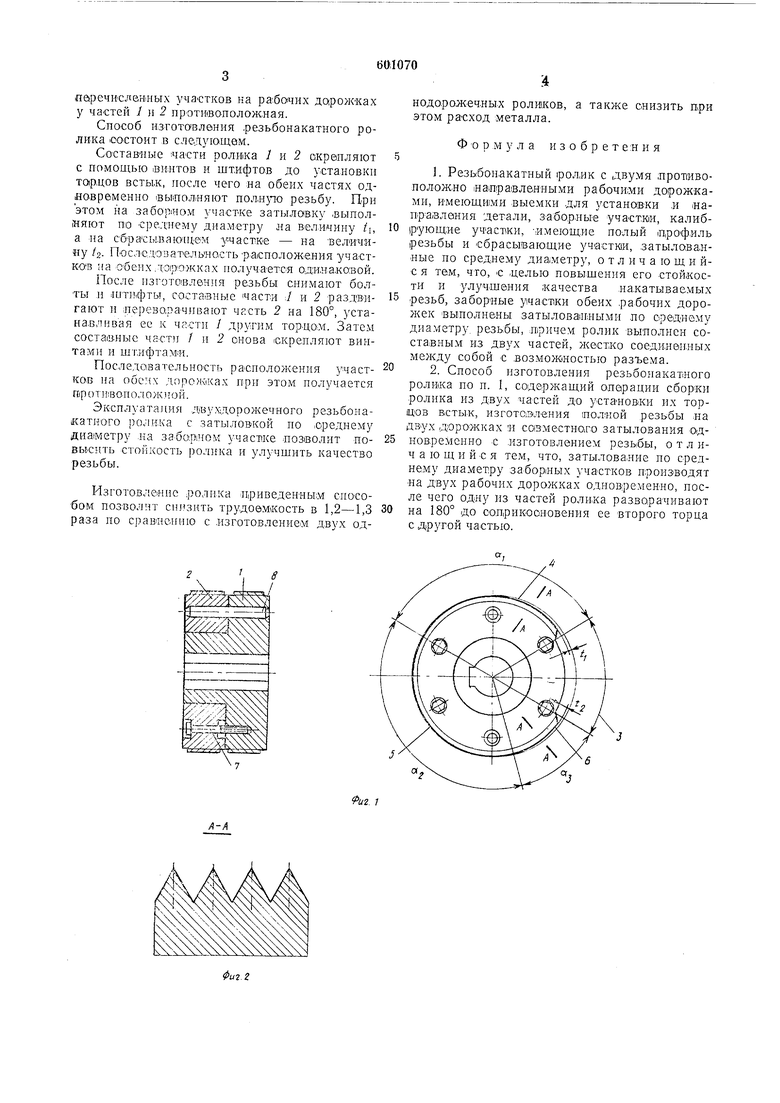
На фиг. 1 изображен резьбонакатный ролик IB разрезе; на фиг. 2 - то же, в)1д сбоку; на фиг. 3 - процесс переустановки частей ролика.
Резьбонакатный ролик состоит из двух частей 7 и 2, на каждой из которых выполнена рабочая дорожка, имеющая выемку 3 для установки и направления детали, заборный участок 4, .калибрующий участок 5 и сбрасывающий участок 6. Части / и 2 соединены между собой с помощью винтов 7 )i штифтов 8.
На заборном участке 4, расположенном 1ПО .дуге центрального угла оь выполнена за. тылозк.а по среднему диаметру на величину i. Калибрующий участок 5, расположенный по дуге це/нтрального угла 02, Имеет полный профиль резьбы. На сбрасывающем участке 6, расположенном по дуге центрального угла аз, выполнена затыловка по среднему д)(аметру на величину izНоследовательность расположения вышепаречнслеиных з-частков ка ра бочих дорожках у частей 1 и 2 противоположная.
Способ изготовления .резьбонакатного ролика оОСтоит в следующем.
Составные части роли1ка 1 н 2 окреиляют с помощью 1ВИИТОВ и штифтов до установки то1р.цов встык, после чего иа обеих частях одновременно выполняют поллрто резьбу. При этом на забор1ном участке затыловку .выполияют по среднему диаметру ла величину /ь а па сбрасы.вающс м участке - на величя«у /2. ПОсЛСДОвательнО|Стьрасположения участков на Обеих л.огаюжках получа ется одинаковой.
После изготовления резьбы снимают болты и лгти|фты, составные части :/ и 2 раздВНгают и ;перево,рачивают часть 2 иа 180°, устана.влнвая ее к ча.сти / другим тор.цо:М. Затем составные част) I и 2 онова fGKpeлляют винта мн и пггифтам и.
Последовательность расиоложения участков на обеих при этОдМ получается
П(.
Эксплуатапия Д вух доро кечного резьбонакатного ролика с затыловкой ио .среднему диа1метру .на 3a.6opiHOM участке позволит повысить стойкость ролика и улучшить качество резьбы.
Изготовление ролика фиведенньпм способом позволит сн.изить трудоемкость в 1,2-1,3 раза но сравНснню с .изготовлением двух однодо.роЖеч.ных ролнков, а также снизить яри этом расход металла.
Формула изобретения
1. Резьбонакатный 1рол,ик с двумя .противоположно наиравленными рабочими дорожками, имеющими выемки для установки .и напр-авления детали, забор.иьге участки, калибрующие учасвки, -..имеющие полый дроф.иль резьбы и сбрасывающие участк1И, затылавал«ые но среднему диаметру, отличающийс я тем, что, С -целью повышения его стойкости и улучщвния качества .на.катываемых
резьб, заборные участки обеих .рабочих дорожек выполнены затыловаагными .но среднему диаметру, резьбы, .Н1ричем ролик выполнен составным из двух частей, жестко соединенных между собой с .возможностью разъема.
2. Способ изготовления резьбонакатного
ролиа а по и. I, содержащий операции сборки ролика из двух частей до установки их торцов Бстьж, изготС|Эления полной резьбы на двух дорожках и сошместного затылования однов.ременно с .изготовлением резьбы, отличающийся тем, что, затылование но среднему диаметру заборных участков производят на двух рабочих дорожках одновременно, после чего одну из частей ролика развО|рачивают
на 180° до содрикооновения ее второго торца с другой частью.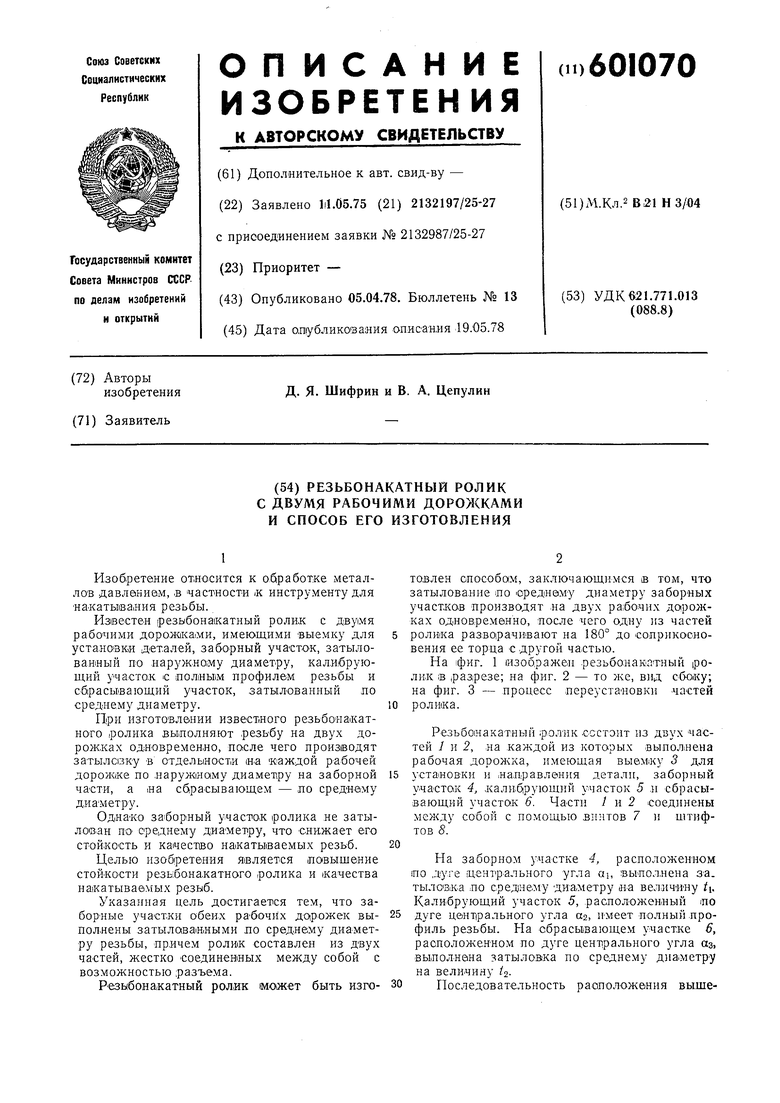
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатный ролик | 1975 |
|
SU582034A1 |
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1991 |
|
RU2021085C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| Способ изготовления конической резьбы на полых изделиях накатыванием и резьбонакатная головка для его осуществления | 1974 |
|
SU766719A1 |
| Резьбонакатная плашка | 1989 |
|
SU1646657A2 |
