Условия работы на прокатном стаке требуют простой и надежной конструкции проводок.
При прокатке конических полос в валках с винтообраэнО нарезанными калибрами полоса движется относительно продольной оси валков по двум направлениям - параллельном и перпендикулярном, соответственно перемещению винтового калибра. Следовательно, и отверстие проводки должно перемещаться вслед за калибром так, чтобы ось отверстия проводки строго совпадала с осььэ калибра.
Этим требованиям наиболее полно удовлетворяет предлагаемая проводка, которая снабжена валом с винтовой нарезкой, шаг которой равен ишгу калибра прокатного валка. Валок этот вращается с окружной скоростью, равной скорости прокатных валков и расположен параллельно с ними.
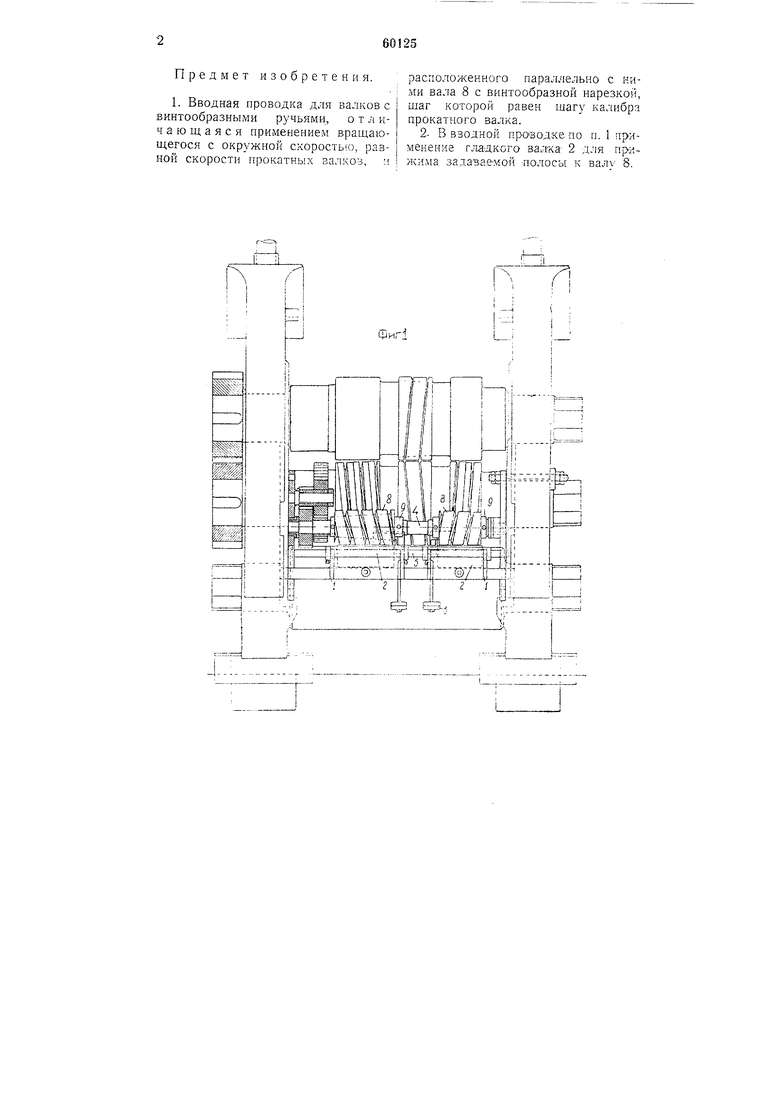
На чертеже фиг. 1 изображает передний вид прокатного стана с предлагаемой проводкой; фиг. 2 - боковой его вид; фиг. 3 - деталь ввода полосы в проводку.
В рассматриваемом примере взят стан трио с валками для прокатки полос 1,-образного сечения.
Подошва XОбразного сечения полосы раскатывается на гладкой части бочек валков, для чего валки верхний и нижний сделаны гладкими, а средний ручьевым.
Проводка расположена у направляющей линейки 1 перед соответствующим калибром валков. Линейка 1 имеет холостой ролик 2, направляющий угольник 3, установочный болт 4 и может поворачиваться на оси 5. Проводко по существу является вал 8, расположенный против калибра над линейкой 1. Вал 8 профилирован в соответствии с профилем среднего валка стана. Холостой ролик 2 прижимается к валу 8 благодаря грузу 6 и обеспечивает захват полосы, поданной в проводку.
Для обеспечения подачи полосы в заданное место калибра служит ограничитель 7 проводки, имеющий вид изогнутой планки, по которой скользит, упираясь в нее, увлекаемая валом 8 полоса, прежде чем она попадет в заданное место калибра.
Для точной настройки проводки валу 8 обеспечена возможность передвижения на некоторое расстояние вдоль валка посредством гаек 9..
Предмет изобретения.
1. Вводная проводка для валков с винтообразными ручьями, о т л ичающаяся применением вращающегося с окружной схоростьо, равной скорости прокатнь Х валкоэ, м
расположенного параллельно с ними вала 8 с винтообразной нарезкоГ, шаг которой равен шагу калибра прокатного валка.
2- В вводной проводке по п. 1 применение гладкого валка 2 для прижима задаваемой полосы к 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| ВВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253525C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Способ реверсивной штучной прокатки сортовых профилей | 1985 |
|
SU1258519A1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЗАГОТОВОК ПРИ МИОГОНИТОЧНОЙ ПРОКАТКЕ | 1969 |
|
SU236403A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| Узел валков для прокатки периодических профилей с переменной по длине высотой | 1990 |
|
SU1789313A1 |
| Вводная роликовая проводка | 1991 |
|
SU1831390A3 |

,Фиг
