1
Изобретение относится к обработке металлов давлением и может быть использовано на сортовых линейных станах прерывной прокатки: дуо реверсивных, трио или доппель дуо, на которых промежуточный раскат, преимущественно ромбгтческого сечения, после полного выхода из предыдущего калибра кантуют, зажимают между глад- КИ1-1И горизонтальными цилиндрическими задающими роликами и производят обратную, задачу задним концом, в последующий калибр.
Цель изобретения - повышение производительности стана путем совмещения операций кантовки и обратной задачи раската.
Иа (рнг. 1-3 изображены соответственно три стадии способа,
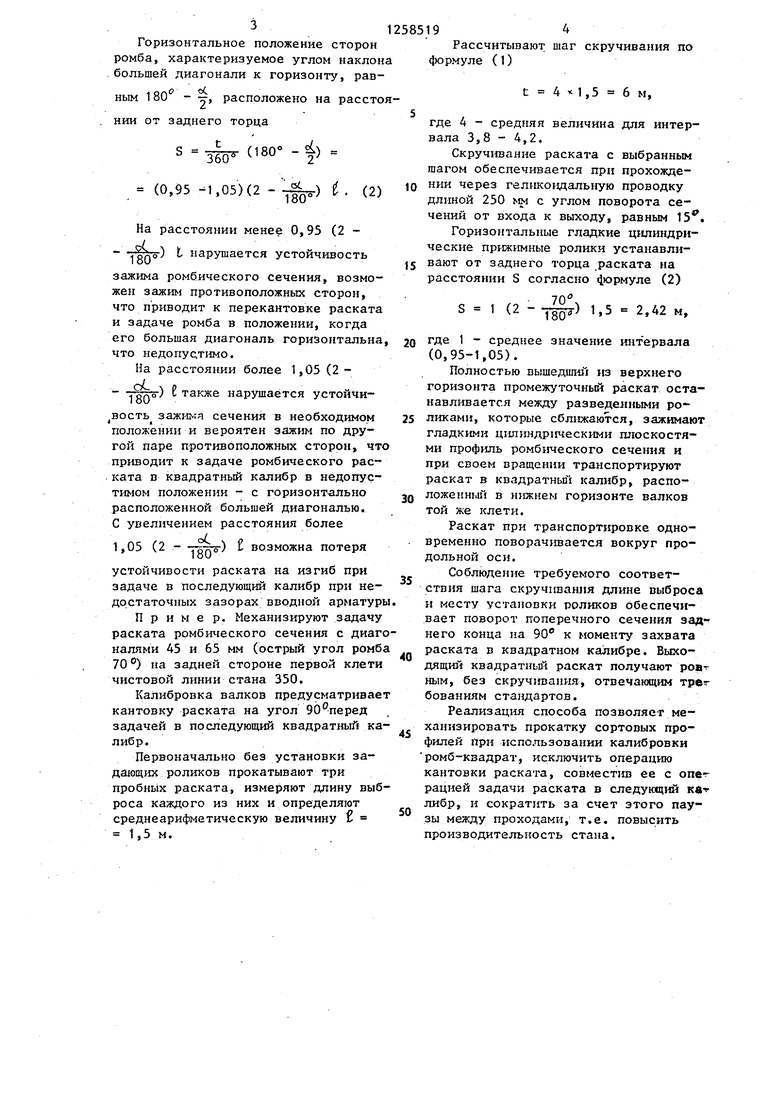
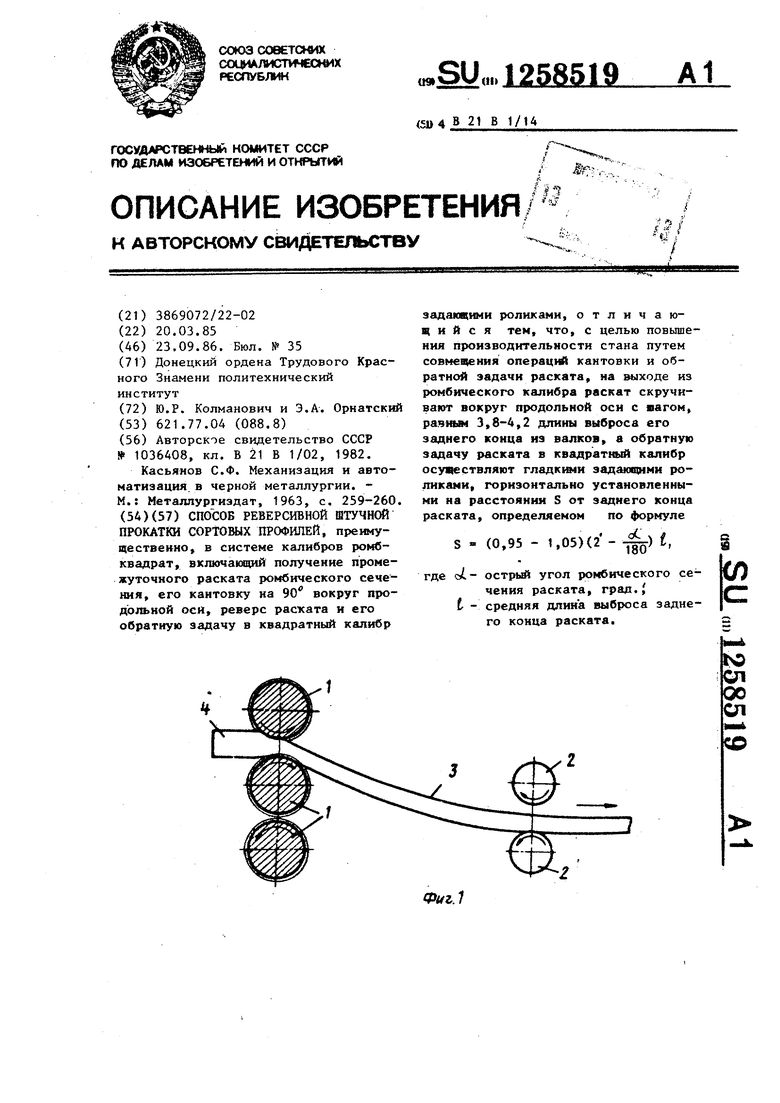
Раскат проходит через валки 1 стана трио, .гладкие цилиндрические го- pизoнтaльнFлe задающие ролики 2. Про- межуточньй раскат 3 имеет ромбическое сечение, положение в пространстве сечения заднего конца 4 и сечения раската между прижимными роликами 2 показано на фиг.2 заштрихованными ромбами. Стрелки обозначают направления движения раската 3, вращения валков 1 и задающих роликов 2.
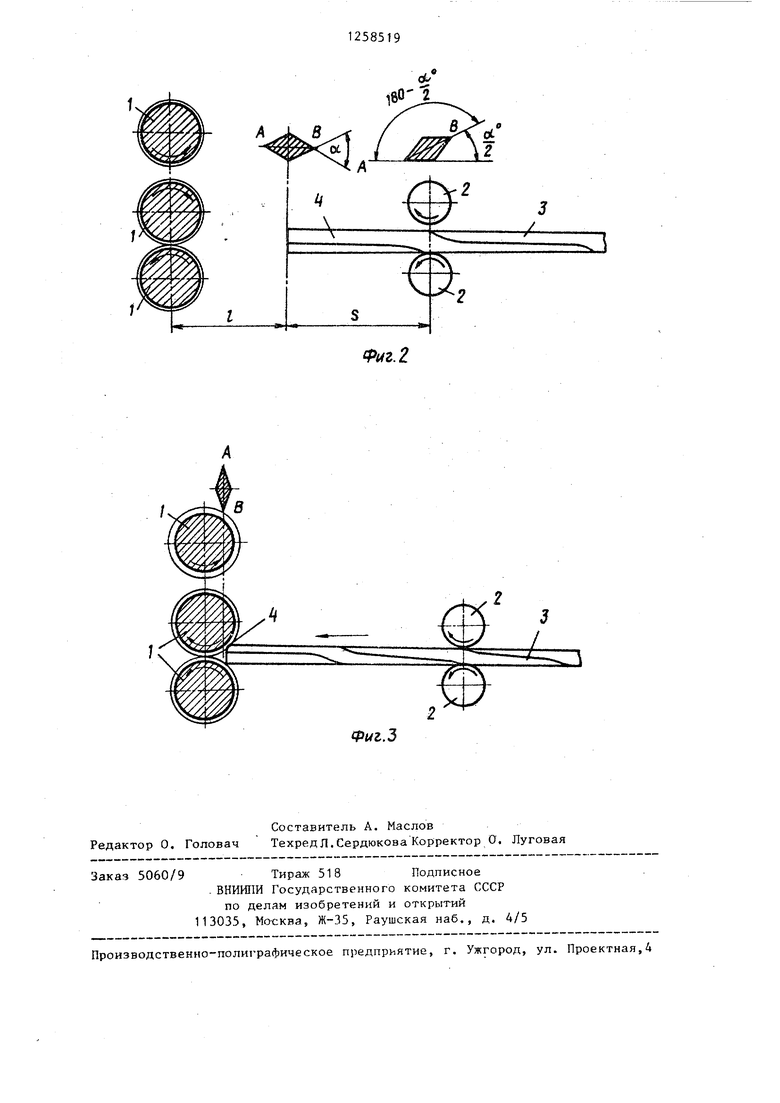
Получают раскат 3 ромбического сечения прокаткой в верхней паре валков 1 (фиг.1), одновременно его подвергают на выходе из валков винтообразному скручивание вдоль продоль- ной оси с шагом , например, гели- кощдальными проводками и направляют между разведенными гладкими цилиндрическими горизонтальными роликами 2. После окончания прокатки в ромбическом калибре (фиг.2) раскат зажимают гладкими цилиндрическими горизонтальными роликами и производят обратную подачу его в нижний горизонт валков (фиг.З).
При этом шаг t винтообразного скручивания раската устанавливают t -- (3,8 - А,2) , где 6 - средняя длина выброса заднего конца раската, а обратную задачу промежуточного раската производят глaдкIiми цилиндрическими горизонтальными роликами, установленными на расстояний от заднего конца раската
S (0,95 - 1,05) (2 - -) I, где о( - острый угол ромба, град.
2585192
Выполнение этих условий обеспечивает при зажатии ромбического раската задающими роликами, контактирующими гранями параллельно осям роЛИКОВ,
горизонтальную ориентацию
большой оси ромбического сечения заднего конца раската, а при движении заднего конца до валков поворот этой оси на ЭО до вертикального ее
положения в момент захвата в квадратном калибре.
Ориентация сечения заднего конца раската, полностью вышедешего из валков, отвечает ориентации калибра,
в котором он прокатан, т.е. соответствующие оси поперечного сечения торца раската и калибра параллельны между собой. Поэтому перед задачей раската ромбического сечения в
последующий квадратный калибр необходим поворот сечения на gO. Поворот на угол 90 совмещают с про- , дольным, перемещением раската, равным длине выброса - расстоянш) между
торцом заднего конца полностью вышедшего из клети раската и плоскостью выхода металла из валков. При шаге скручивания t мелсду указанными величинами справедливо соотношение
т.е. t 41 (1)
90 t 16
В интервале t/t 3,8-4,2 не нарушается устойчивость процесса прокатки вследствие высокой пластичности металла при температурах прокатки, наличия широких воронок во вводной арматуре, самоцентрирования ромбического раската в квадратном калибре, запаса кинетической энергии для до- кантовки раската.
При шаге скручивания менее 3,8 t происходит перекантовка раската, а при шаге более 4,.2 t - недокантовка его в момент поступления во вводную арматуру с последующим ударом о стенки проводок, смятием задаваемого конца pacKaTaj образованием заусенцев. В результате теряется запас кинетической энергий, наблюдается застревание раската во вводной арматуре, снижение ритма прокатки, получение брака.
Падежный прижим раската и его последующая транспортировка возможны, если две противоположные стороны ромба в месте прижима параллельны осям горизонтальных роликов.
Горизонтальное положение сторон ромба, характеризуемое углом наклона большей диагонали к горизонту, равным 180 - |,
расположено на расстоянии от заднего торца
(180
(0,95 -1,05) (2 --7) i . (2)
На расстоянии менее 0,95 (2 -ч- -Q-) t нарушается устойчивость
зажима ромбического сечения, возможен зажим противоположных сторон, что приводит к перекантовке раската и задаче ромба в положении, когда его большая диагональ горизонтальна что не до пу сытимо.
На расстоянии более 1,05 (2 --ci. 180
вость сечения в необходимом положении и вероятен зажим по друг) е
также нарушается устоичигой паре противоположных сторон, что приводит к задаче ромбического рас- ката D квадратный калибр в недопустимом положении - с горизонт-ально расположенной большей диагональю. С увеличением расстояния более
1,05 (2 - TgK) возможна потеря
устойчивости раската на изгиб при задаче в последующий калибр при недостаточных зазорах вводной арматуры
Пример. Механизируют задачу раската ромбического сечения с диагоналями 45 и 65 мм (острый угол ромба 70 °) па задней стороне первой клети чистовой линии стана 350.
Калибровка валков предусматривает кантовку раската на угол 90 перед задачей в последующий квадратный калибр.
Первоначально без установки задающих роликов прокатывают три пробных раската, измеряют длину выброса каждого из них и определяют среднеарифметическую величину f 1,5 м.
Рассчитывают шаг юрмуле (1)
скручивания по
0
5
0
5
0
5
0
0
t 4 « 1,5 6 м,
где 4 - величина для интервала 3,8-4,2.
Скручивание раската с выбранным шагом обеспечивается при прохождении через геликоидалыгую проводку длиной 250 w с углом поворота сечений от входа к выходу, равным .
Горизонтальные гладкие цилиндрические прижимные ролики устанавливают от заднего торца раската на расстоянии S согласно формуле (2)
70 S 1 (2 - -щт) 1,5 2,42 м,
где 1 - среднее значение инт ервала (0,95-1,05).
Полностью вышедший IP верхнего горизонта промежуточный раскат останавливается между разведелными роликами, которые сближаются, зажимают гладкими цилиндрическими плоскостями ромб1гческого сечения и при своем вращении транспортируют раскат в квадратны калибр, расположенный в нижнем горизонте валков той же клети.
Раскат при транспортировке одновременно поворач1шается вокруг продольной оси.
Соблюдение требуемого соответствия шага скручивания длине выброса и месту установки роликов обеспечивает поворот поперечного сечения заднего конца на 90 к моменту захвата раската в квадратном калибре. Выходящий квадратньй раскат получают ров-г ным, без скручивания, отвечающим трет бованиям стандартов.
Реализация способа позволяет механизировать прокатку сортовых профилей itpH использовании калибровки ромб-квадрат, исключить операшпо кантовки раската, совместив ее с опе- рацией задачи раската в следукщий кй- либр, и сократить за счет этого пау зы между проходами, т.е. повысить производительность стана.
.Z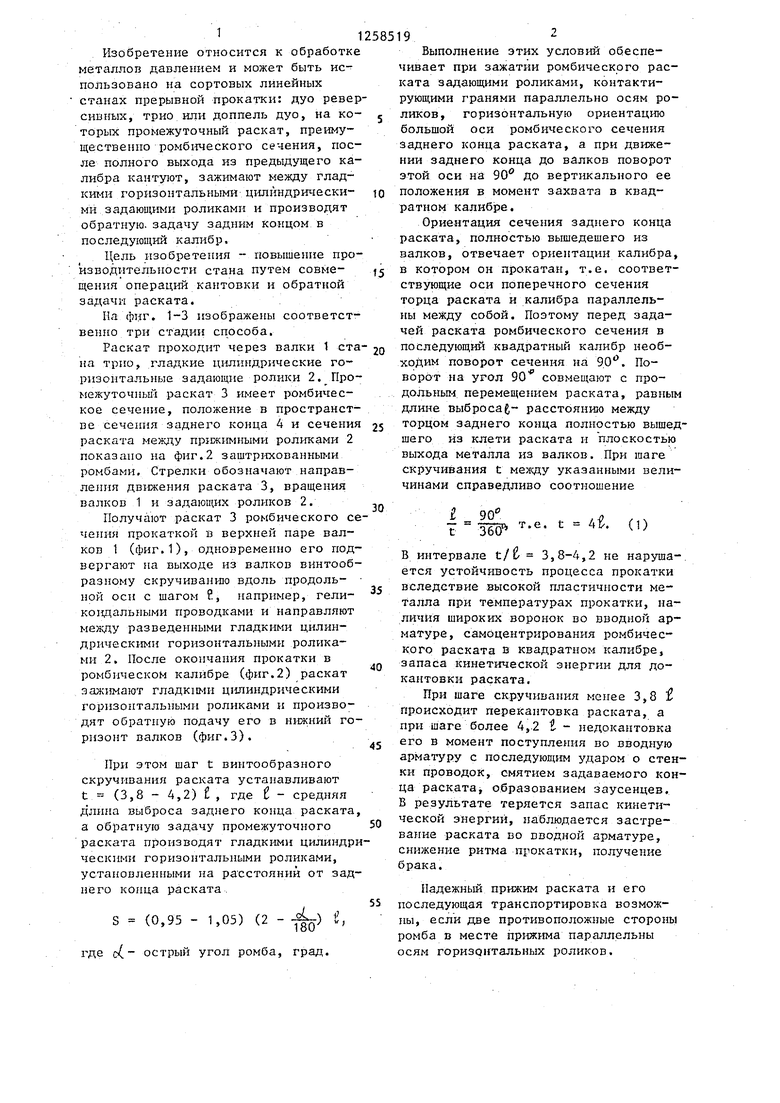
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки на непрерывно-заготовочном стане | 1982 |
|
SU1037976A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| Способ прокатки круглой стали в клетях трио | 1989 |
|
SU1690867A1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2102164C1 |
Фиг.З
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Касьянов С.Ф | |||
| Механизация и автоматизация, в черной металлургии | |||
| - М.: Металлургиэдат, 1963, с | |||
| Арматура для железобетонных свай и стоек | 1916 |
|
SU259A1 |
