Шлифовка стальных для шарикоподшипников производится обычно на станках, снабженных двумя горизонтальяыми дисками, причем IB ряде существуюш,их станков этого типа нижний диск имеет Vобразные канавки. У этих ставков для перемешивания шариков, с целью достижения .равномерности их обработки, применяются специальные приспособлевия в виде элеваторов, направляющих -гребеиок, ножей, заслонок и то-му подобных более или менее сложных устройств.
На таких же станках шлифуются в большинстве случаев и мелкие шарики от 2 мм и ниже, применяемые в приборостроении. В этих случаях приспособления для перемешивания шариков часто становятся причиной большого брака из-за засечек, порубок, за1боин и т. п., которые получаются вследствие прохож деНйя шариков через такие пе1}емешиваюш,ие приспособления. Кроме того, благодаря высокому давлению -между дисками, свойственному станкам такого рода, требуется частое перетачивание дисков, связанное с большой затратой квалифицированной рабочей силы.
Предлагаемое изобретение позволяет значительно улучшить качество обработки шариков, снизить брак и повысить в несколько раз производительность станков за счет увёли:чения скорости врашения дисков.
Это достигается тем, что у станка с диском, снабженным, как и у всех известных станков подобного рода, V-образными канавками, верхний диск снабжается окнами, которые способствуют перемешиванию шариков.
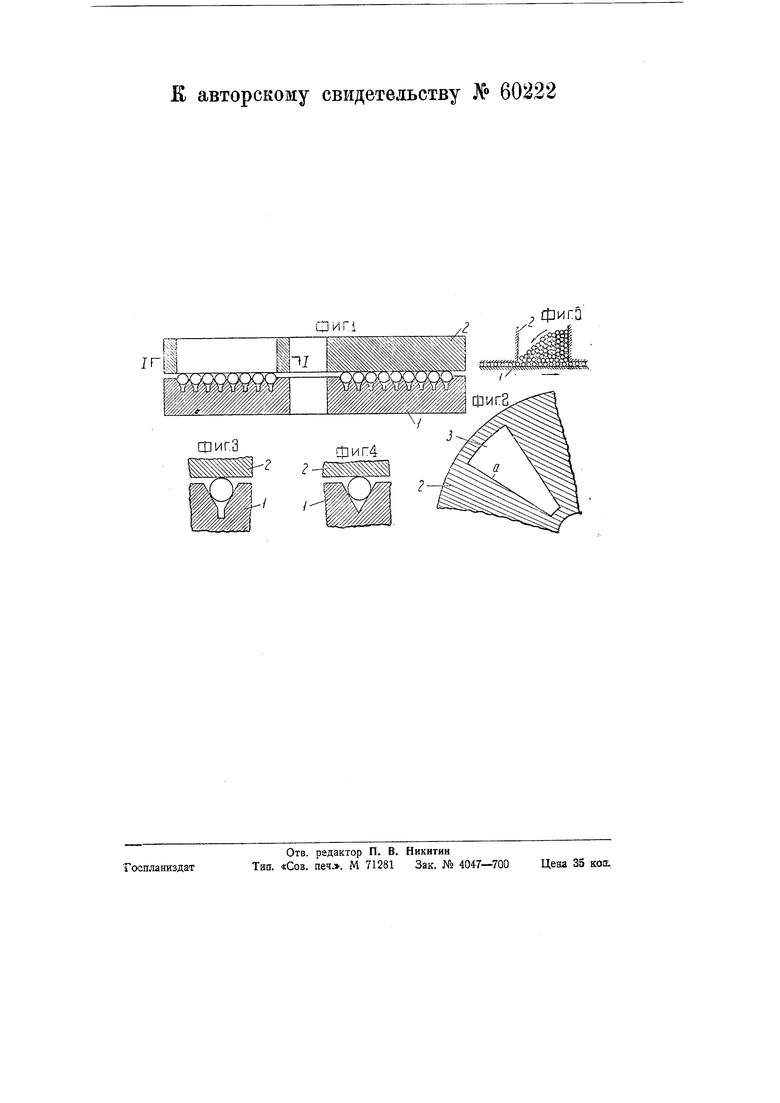
На чертеже фиг. I показывает вид верхнего и нижнего дисков такого- станка в поперечном разрезе; фиг. 2 - -часть верхнего диска в разрезе по I-I фиг. 1; фиг. 3 и 4 - поне-речный разрез через одну из канавок диска в двух формах выполнения; фиг. 5 - положение шариков в окне в-ерхнего диска во время работы станка.
Массивная станина, не показанная на чертеже, несет два горизонтально расположенных диска 1 и 2. Диск 2 - ПЛ01СКИЙ в рабочем положении ее врашается и поворачивается только при заправке его на месте. Нижний диск врашается и
имеет V-образные канавки кли овидной формы (фиг. 4) или же Vобра-зной формы с пазом (фиг. 3).
Никакого специального приспособления для перемешивания шариков IB станке ие имеется, и его заменяет одно или несколвко окон 3 в верхнем диске.
Необходимость в перемешивании вызывается тем, что активность обработки шариков в различных канавках неодинакова и увеличивается от центра к периферии дисков.
Благодаря наличию окна или окоН 3 происходит непрерывное перемешивание шариков, причем частая повторяемость перемешивания приводит к тому, ЧТО шарики вырабатывают одинаковые по глубине каиавки, а последние в свою очередь увеличивают степень одноразр ерности шариков.
Самый процесс перемешивания шариков при помощи такого устройства происходит следуюшим образам.
Благодаря давлению собственного веса верхнего диска 2 как в шариках, так и в дисках 1 и 2 возникают упругие деформации.
У грани (а) окна 3 в OiCBo6oждаюш;ихся шариках и в соответственных точках дисков 1 и 2 деформации исчезают, и благодаря выпрямлению деформированных до того слоев происходит подпрыгивание шариков, которые зах ватываются радиальной гранью окна и образуют беспорядочную кучу (фиг. 5). При заполнении шариками всего окна они не успевают следовать друг за другом так, чтобы канавка была сплошь заполнена ими. Часть шариков из междудискового дростран-ства остается в окне, и вместо них S канавки поступают другие шарики. Непрерывное перемешивание шариков во время вращения нижнего диска создает в окне круговорот шариков оо Направлению стрелки (фиг. 5).
Множественность перемешиваний шариков в канавках создает в результате одногразмерность шариков, обеспечивая правильность их геом етрической формы с овальностью, не превышающей 0,5 р- удовлетворяющую самым строгим требованиям технических условий для шариков, применяемых в приборостроении подшипников.
Располагая грани окиа под различными углами к радиусу диска, можно еще более увеличить перемешивание щариков, направляя их движение к центру или от центра дисков.
Благодаря отсутствию каких бы то ни было специальных перемешивающих или транспортирующих механизмов и эффективному перемешиванию шариков, все же достигаемому без них, можно в несколько раз увеличить рабочие скорости по сравнению с применяемыми в известных до сих пор станках. Так, например, вместо применяющихся в настоящее время 70 об/мии оказывается возможным применять 300 об/мин, чем соответственно увеличивается Производительность станка.
Предмет изобретения.
Станок для шлифования шариков между торцами двух горизонтальных дисков, из которьж иижний V-образные канавки, отличающийся тем, ЧТО верхний диск имеет окна для перемешивания шаРИКОВ.
шип
фига
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально-расточной многопозиционный многошпиндельный полуавтоматический станок для окончательной обработки отверстия под палец в поршнях | 1955 |
|
SU109121A1 |
| Приспособление для запрессовки заготовок вентиляторных ремней | 1957 |
|
SU117448A1 |
| Устройство для намотки проводаНА КОльцЕВОй KAPKAC | 1979 |
|
SU807397A2 |
| КОМПЛЕКТ ОПОРНО-КРЕПЕЖНЫХ ПРИСПОСОБЛЕНИЙ ДЛЯ СВАРКИ ОКОННЫХ И ДВЕРНЫХ ПРОФИЛЕЙ И РАМНАЯ ЦУЛАГА, ВХОДЯЩАЯ В ЭТОТ КОМПЛЕКТ | 2008 |
|
RU2379184C2 |
| НИВЕЛИР | 1999 |
|
RU2146356C1 |
| Автоматический поводковый патрон | 1979 |
|
SU829349A2 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2000 |
|
RU2230631C2 |
| Устройство для доводки шариков | 1974 |
|
SU522949A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ | 1995 |
|
RU2082585C1 |