Изобретенпе относится к расточным миогопозицпонным полуавтоматическим станкамвертикалысого типа с круговым размеиюнием IUUHHдельных головок и устаповочно-кроиежпых прпсиособ.лепи. В известных станках этого рода обычно прнспособ.тения устанавливаются на кольнево.м столе, поворотнолг по отП01ИСПИЮ к 11пи1ндельным головкам, изделия пере.мептаются с познцни на ПОЗП1ИПО вместе со сто.том и устано()чпо-крег1ожнымн приспособлеииямп.
В отличие от атого в описываемом пиже станке зстаиовочпо-зажпмные приспособления помепаены на вертикально иодвижных ползунах над поворотным в горизонтальной плоскости кольцом, песуншм загрузочное устройство. Указаьп1ая особенпость упрои1ает конструкцию станка и обеспечивает наиболее благоприятные технологические условия обработки поршней.
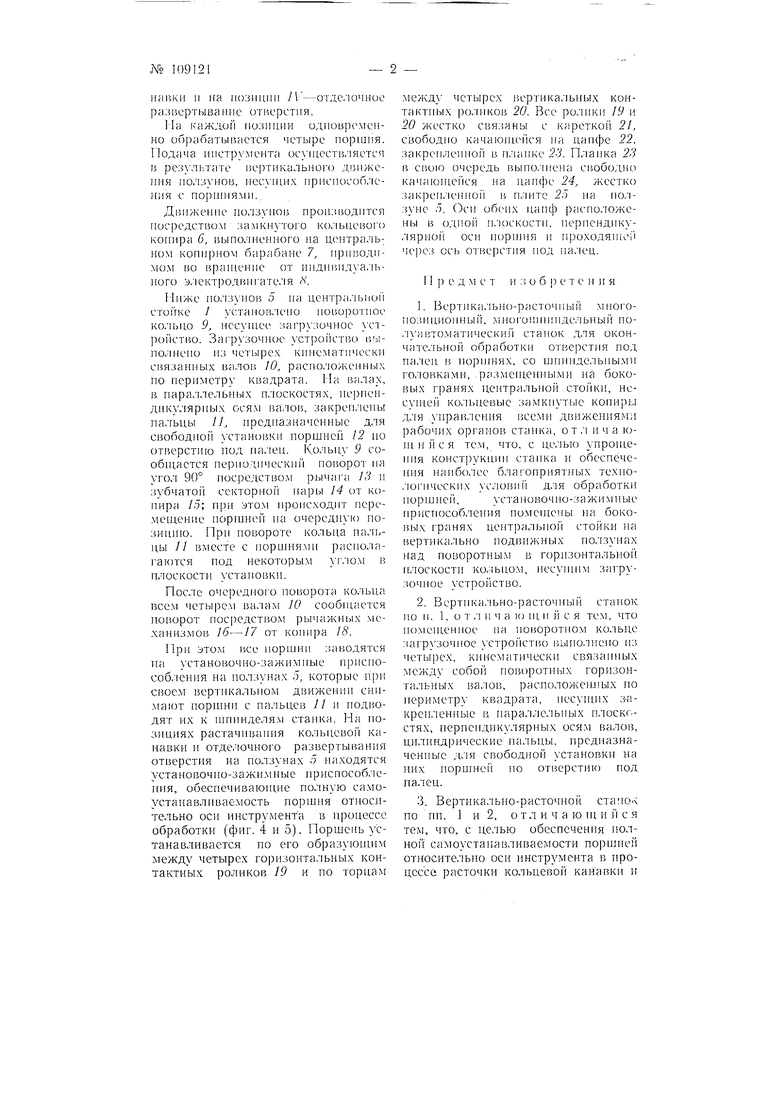
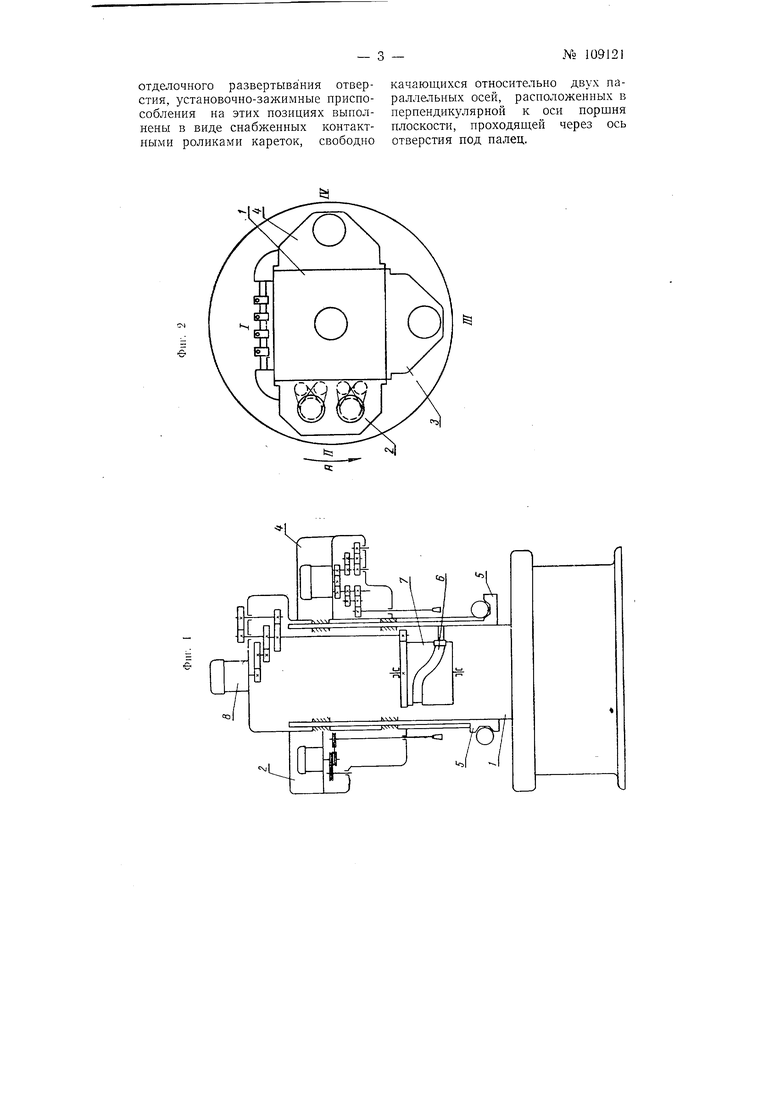
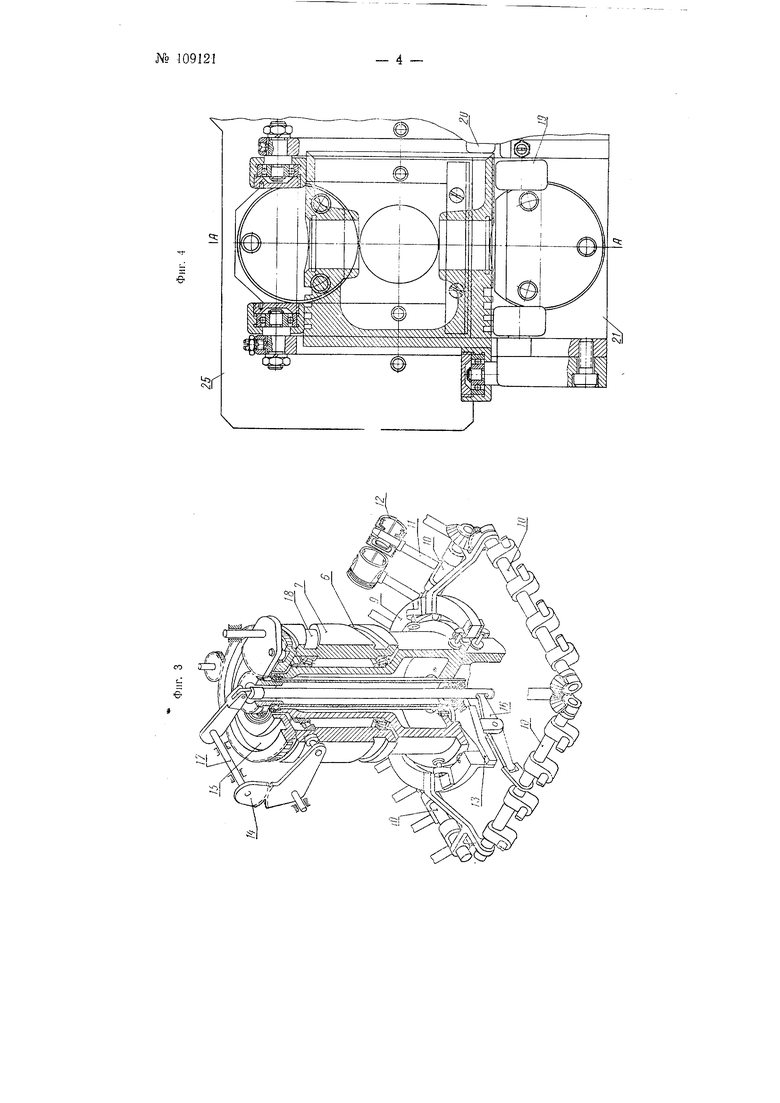
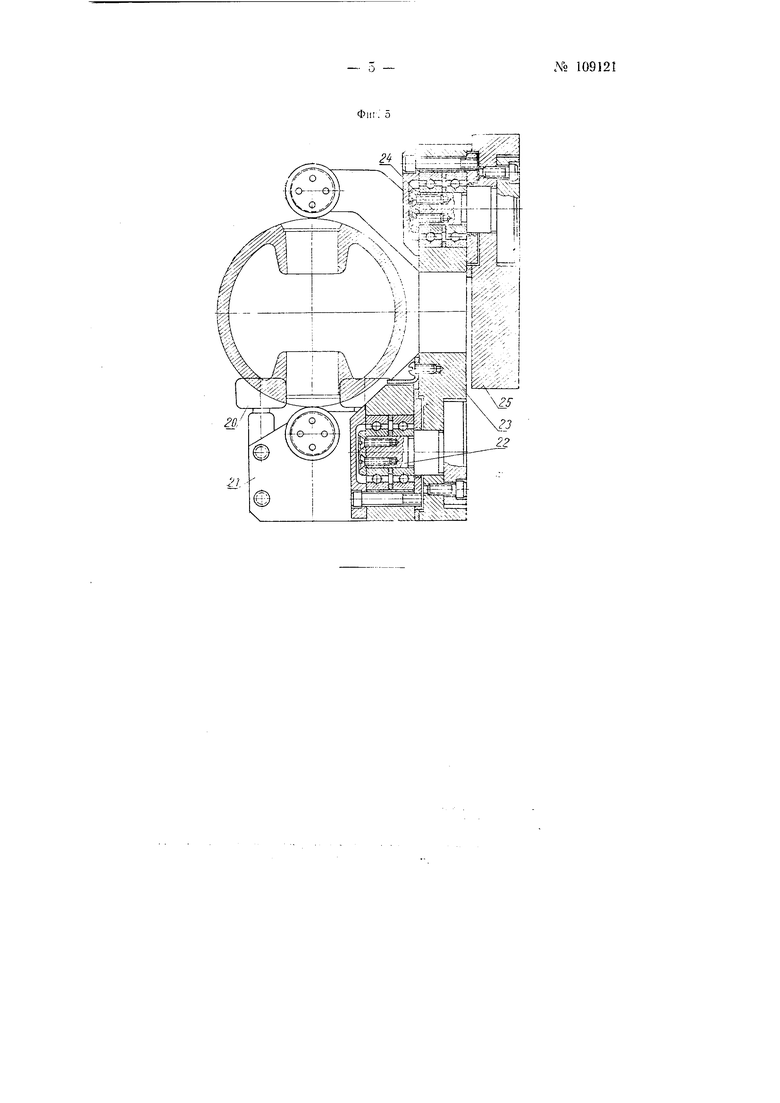
На фиг. 1 изображена компаио1ючпая с.ема станка: на фиг. 2- п.тан расположе1П я рабочих нозпций стаггка; на фнг.З-прострапствепная конструктивная схема механизмов управления рабочими органами стайка; на фиг. 4 - вид спереди на стано1 Очно-зажимпое присноотделочпого
сооление иа познцнп на фнг. 5- развертывания поршня;
А А
разрез приснособлення
по фнг. 4.
Иа центральной стойке / стайка, на трех ее боковых гранях неподвижно установлены четырехи пнндельные расточные го.товкп 2, 3, 4.
1 ia тех же боковых гранях центральной стойкп ниже HJпнндeлы ыx головок номен1ены вертикально подвижные ползуны .5, Hecynuie устаиовочно-зажимные приспособления. На позиции / станка нроизводшся установка норишей на загрузочное устройство, на позиции //-растачивание отверстия под па.деи. на позиции ///-растачивятпге кольцевой ка1ип5кн 11 на позиции /I-отделочное разиертываиие отверстия.
;1а каждой позиции одиовремеино об|)абатывается четыре поршия. 11одача ииструмеита осуществляется в .тате вертикальио|-о движения , несущих ирисиособлеННЯ с ПО|)ИН1ЯМИ.
Д1511жен11с ползунов ироизводитея посредством замкнутогО ко.пыкмюго копира 6, выполненного иа цептральном коинриом барабане 7, приводнлюм во вран1ение от .Пт 110ГО э;1ектродвигателя Л .
р-1иже по.чзунов 5 на центра, стойке / установлено HoisopOTHoe ко.чыю 9, HccyiHce ::;агр зочиос стpoiicTiio. Загрузочное уст)О| 1ство выполнено 113 четырех кинематически связанных валор. }0, расио.чожеинвьх по периметру квадрата. 1 а валах, в параллельных плоскостях, перпенД1П улярных ося.м валов, закреилены пальцы //, иредпазначепные для свободной установки поршней 12 по отверстшо под па.тец. Кольцу 9 сообниются периодический поворот па уго;г 90° посредством рычага /.7 н зубчатой сскториой пары 14 от копира 15; при это.м происходит перемепхсние поршней па очередную поЗИП1ПО. При повороте кольца иальцы // вместе с пopИJHя.пl распола1ак)тся под пекотсфым уг.юм в плоскостп установки.
После очередного поворота кольца все.м четырем валам 10 сообн1ается noiiopoT посредством рычажных ме-ханиз.мов 16-17 от копира 18.
При этом все поршни .заводятся па установочно-зажимиые приспособ;1ения на ползунах 5, которые при своем вертикальиом движении сни.мают порцшп с пальцев 11 и подводят их к 1нипнделя.м стайка. -1а позициях растачивания кольцевой каиавкц н отделочного развертывания отверстия на ползунах 5 находятся установочно-зажн.мные црисиособлецня, обеспечнваюни- е полную самоЛстанавливаемость поршия относительно оси ицструмента в процессе обработки (фиг. 4 п 5). Поршень устанавливается по его образующим между четырех горизонтальных ivOHтактных роликов 19 и по торцам
.между четырех вертикальпых контактиых роликов 20. Все ролики 19 и 20 жестко связаны с кареткой 21, свободио качаюн1( на цапфе 22, закреплепной в илапке .2.. Планка 23 к свою очередь выполнена ср.обо.чно качаюн1ейея на цапфе 24, жестко .saKpen.ieHHoii в п;1нте 25 иа ползуне 5. Осп обеих папф расположены в одной н.-юскостп, перпендпку.тярной оен норнп-1я и проходянкм через ось отверстия под па.чец.
Ире д м е т п :; обре т е н л я
1.Всртнка,тьно-раеточпый многопознцпонный, много III пин дельный но.1уаито.матнчеекиГ1 станок для окончательной обработки отверетия под na.icH в порншях, со П пииделы1ьгми головкамн, .размеп1еипыми на боковых гранях центральной е.тойки, песуи1ей кольцевые замкнутые копиры д.тя .нравления вселп-i движениями рабочих органов станка, о т/i и ч а юНП-1ЙСЯ тем, что, с це.чью ynpOHieния конструкции стайка и обеспечения наиболее благоприятных техно.тогическпх ус.юви д,тя обработки норншей,установочно-зажимные приспособления по.мешены на боковых гранях центральной стойки на вертикально подвижных ползуиах над поворотным в горнзонтальпой гглоскости кольцом, иссушим загру.зочное уетройство.
2.Вертикально-расточный станок но н. 1, о т ,1 и ч а 10 1Ц н и с я те.м, что П()ме1цен|1ое на поворотном кольце загр 5ОЧ1Юе хстройетво г;ыполпеио из четырех, кинематически связаииых между собой поворотных горизонтальных ва.юв, расположенных по периметру квадрата, necynuix з-акреп.ченные в. пара.1ле,1ьиых п.чоскс.стях, перпендикулярных оеям валов, цидинд|)ические пальцы, предназначенные д.тя евободнон установки на пих порипчс по отверстик) под палец.
3.Вертикально-расточной станок по ип. 1 ц 2, от л и ч я ю т и и с я тем, что, с целью обеспечения нолной самоустапавливаемости порпшей относительно оси инструмента в процессе расточки кольцевой канавки и отделочного развертывания отверстия, установочно-зажимные приспособления на этих позициях вынолнены в виде снабженных контактными роликами кареток, свободно качающихся относительно двух параллельных осей, расположенных в перпендикулярной к оси поршня плоскости, проходящей через ось отверстия под палец.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный отделочно-расточнойСТАНОК | 1978 |
|
SU846128A1 |
| Гибкая линия для механической обработки деталей типа станин электродвигателей | 1988 |
|
SU1701484A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
ъ
с
