1
Изобретение относится к области машиностроения -И может быть использовано при разделке рукавов перед сборкой их с заделками.
Известно устройство для обработки кон- , цов рукавов с металлической оплеткой Llj ; В известном устройстве .снятие верхнего слоя производят установленными в пов ротном корпусе резцами.
Недостатком устройства является то, |0 Hi-o его можно использовать для снятия верхнего слоя резины, у которой прочность связи с металлической оплеткой до 3,Окгс/см ширины образца,- т. е. невысокая.
Наиболее близким из известных являет- 15 ся устройство для обработки концов резиновых рукавов с металлический Joплeткoй, включающее узел зажима рукава с приводом его продольного перемещения и приводную полую оправку с направляющим конусом для входа 20 рукава и расположенной на внутренней поверхности пилообразной винтовой нарезкой с профилем в ввде неравнобокой трапеции 2 . В известном устройстве один из углов при вершине профиля выполнен тупым, а второй 25
прям1лм. Такое выполнение пилообразной нарезки не обеспечивает качественное удаление резиновой оболочки с оплотки при прочности связи их не менее 3,0 кгс/см.
С целью повышения качества удаления резинового слоя с металлической оплетки рукава в предлагаемом устройстве один из углов, «при вершине выполнен острым. Причем для снижения усилия розания винтовая нарезка со стороны направляющего конуса выполнена с участком неполного по высоте профиля.
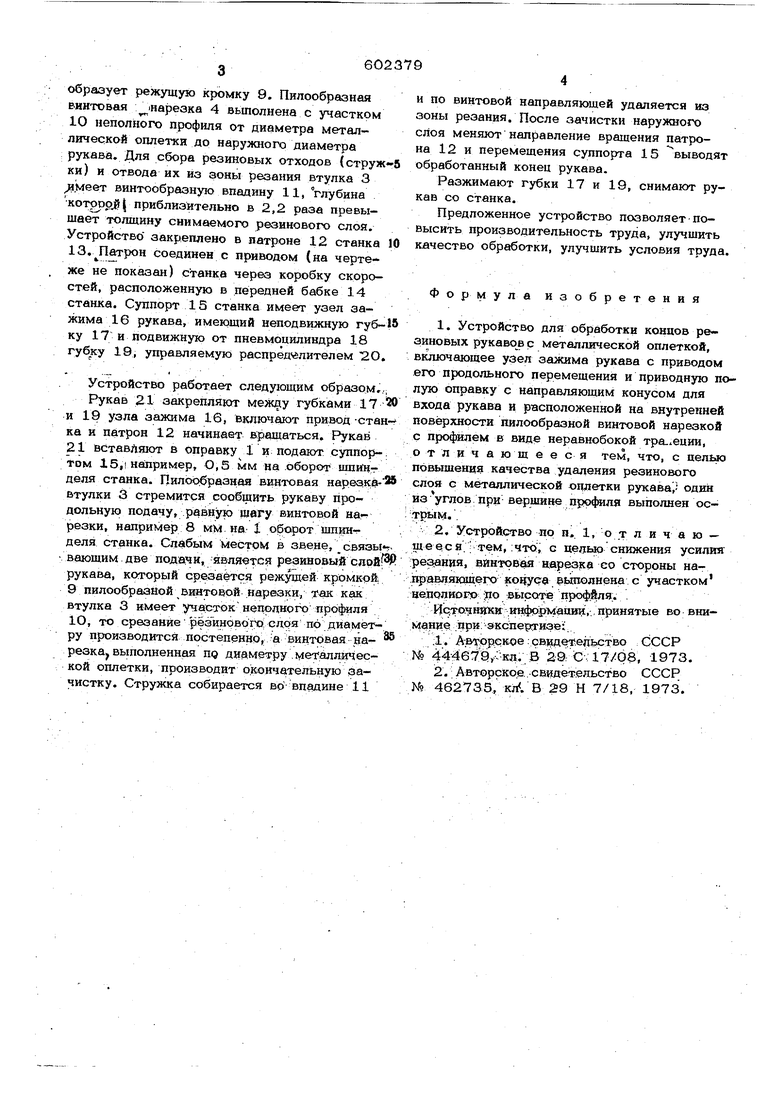
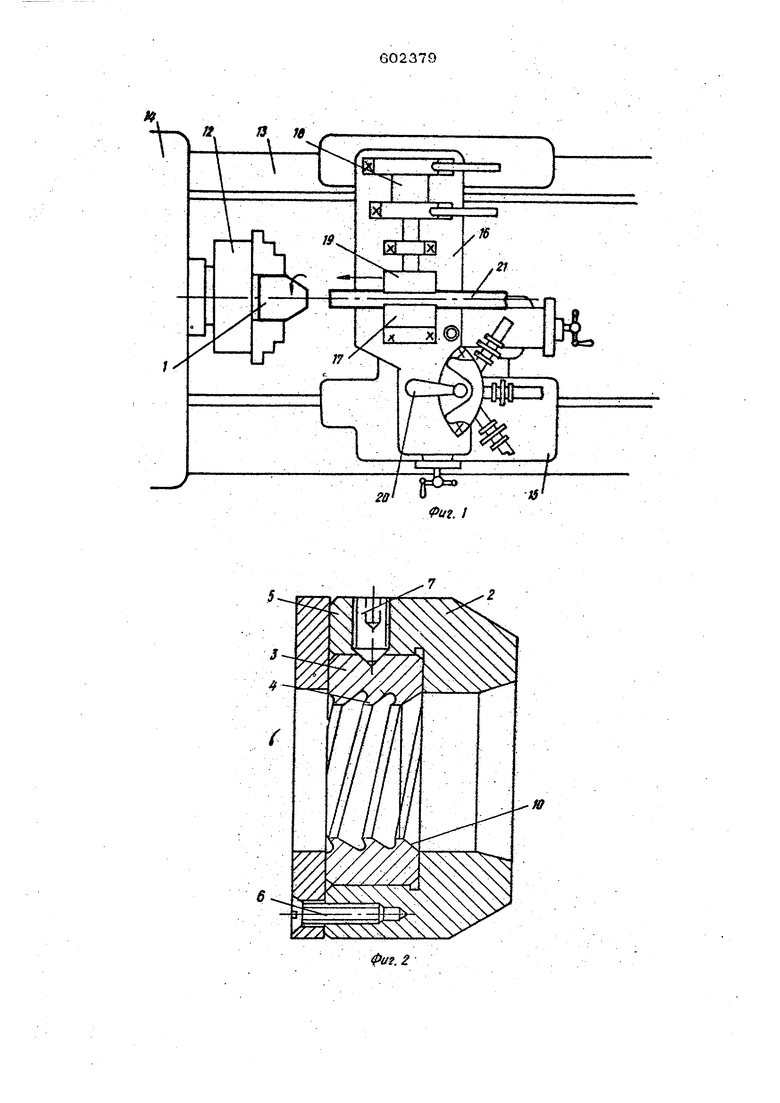
На фиг... 1 дан общий вид устройства; ad фиг. 2 показана оправка в разрезе; на фиг. 3 - профиль пилообразной нарезки.
Устройство содержит оправку 1, состоящую из корпуса 2, внутри которого расположена втулка 3 с пилообразной винтовой нарезкой 4. Втулка 3 закреплена в корпусе . при помощи крышки 5 с винтами 6 и зафиксирована от проворота винтом 7. Пилообразная Еинтовая нарезка 4 имеет профиль в виде неравнобокой трапеции с вершиной 8, один из углов которой выполнен острым и
образует режущую кромку 9. Пилообразная винтовая .нарезка 4 вьшолнена с участком 10 неполного профиля от диаметра металлической оплетки до наружного диаметра рукава. Для сбора резиновых отходов {струж-5 ки) и отвода их из зоны резания втулка 3 1.меет винтообразную впадину 11, глубина котррр приблизительно в 2,2 раза превышает толщину снимаемого резинового слоя. Устройство закреплено в патроне 12 станка Ю 13,Патрон соединен с приводом (на чертеже не показан) станка через коробку скоростей, расположенную в передней бабке 14 станка. Суппорт 15 станка имеет узел зажима 16 рукава, имеющий неподвижную губ-18 ку 17 и подвижную от пневмоцилиндра 18 губку 19, управляемую распределителем О.
Устройство работает следующим образом.; Рукав 21 закрепляют межс1у губками 17 и 19 узла зажима 16, включают привод -станка и патрон 12 начинает вращаться. Рукав 21 вставляют в оправку 1 и подают суппор-. том 15,1 наапример, 0,5 мм на оборот шпинделя станка. Пилообразная винтовая нарезк втулки 3 стремится сообщить рукаву продольную подачу, равную шагу винтовой нарезки, например 8 мм на i оборот шп1Шг. деля станка. Слабым местом э звене, связьи вающим две подачи, является резиновый слрй рукава, который сре заётся режущей кромкой; 9 пилообразной вн«тоБОЙ нарезки, так как втулка 3 имеет участок-неполного; профиля Ю, то срезание резинового| сдоя по дйамет-. ру производится постепенно, -а винтовая царезка выполненная пд диаметру .металлической оплетки, производит окончательную зачистку. Стружка собирается во впадине 11
и по винтовой направляющей удаляется из зоны резания. После зачистки наружного слоя меняют направление вращения патрона 12 и перемещения суппорта 15 выводят обработанный конец рукава.
Разжимают губки 17 и 19, снимают рукав со станка.
Предложенное устройство позволяет повысить производительность труда, улучщить качество обработки, улучшить условия труда.
Формула изобретения
1.Устройство для обработки концов резиновых рукавов с металлической оплеткой, включающее узел зажима рукава с приводом его продольного перемещения и приводную полую оправку с направляющим конусом для входа рукава и расположенной на внутренней поверхности пилообразной винтовой нарезкой
С профилем в виде неравнобокой тра-.еции, о т л и ч а Ю ш е е с я тем, что, с целью повышения качества удаления резинового слоя с металлической оплетки рукава,- один из утоов при вершине профиля выполнен ос; трым.
2.Устройство по п, 1, о т л и ч а ю - щееся.: тем, :что, с целы снижения усилия . Винтовая нарезка со стороны напрйБЛяюшего Koiiycra эшюлнева с участком непопиогр JIO :высоте проф1Йля.
ИЫочнйКИ.ш1фр мааии,. принятые во вниМ ние при: экспертизе:,
;1. Авторское.сввдет,ельетво ;СССР № . В 29: C417/Q8, 1973.
2. Авторское, свидетельство СССР № 46273S, кА В 29 Н 7/18, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки концов резиновых рукавов с металлической оплеткой | 1976 |
|
SU597566A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ КОНЦОВ РЕЗИНОВЫХ РУКАВОВ С МЕТАЛЛИЧЕСКОЙ ОПЛЕТКОЙ | 1996 |
|
RU2106967C1 |
| Устройство для обработки концов резиновых рукавов с металлической оплеткой | 1973 |
|
SU462735A1 |
| Устройство для обработки концов резиновых рукавов с металлической оплеткой | 1983 |
|
SU1123865A1 |
| Устройство для обработки концов армированных рукавов | 1976 |
|
SU592612A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВЕРХНЕГО СЛОЯ КОНЦОВ АРМИРОВАННОЙ ТРУБЧАТОЙ РЕЗИНОВОЙ ЗАГОТОВКИ | 1992 |
|
RU2060892C1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| СПОСОБ ПОДГОТОВКИ И ЗАДЕЛКИ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 1999 |
|
RU2163322C2 |
| Устройство для обработки концов резиновых рукавов с металлической оплеткой | 1990 |
|
SU1757905A1 |
| Способ снятия резинового слоя с конца рукава с металлической оплеткой | 1977 |
|
SU643366A1 |
Ю
