Изобретение относится к способам подготовки и заделки рукава высокого давления и может быть использовано в соединениях гибких гидравлических магистралей высокого давления.
Наиболее известным является способ подготовки и заделки рукава высокого давления, содержащий удаление наружного резинового слоя рукава на длине 1 до металлической оплетки, зажим рукава в муфту, ввертывание ниппеля в муфту до упора [1].
Данный способ обладает следующим недостатком: не обеспечивается надежность соединения в условиях динамических нагрузок, что приводит к разгерметизации соединения вследствие ослабления или недостаточного натяга рукава.
Из-за зажима отгибного кончика рукава на конусной поверхности муфты через внутренний резиновый слой рукава не достигается надежности соединения, так как резина имеет большой разброс свойств, в результате чего не создается трение определенной силы.
В основу настоящего изобретения положено решение задачи повышения надежности заделки рукава высокого давления за счет возникновения сил трения на завальцованной поверхности металлической оплетки и зажима рукава высокого давления в паре металл по металлу.
Это достигается тем, что способ подготовки и сборки рукава, содержащий снятие верхнего резинового слоя рукава до металлической оплетки, установку рукава в муфту, зажим рукава на муфте, включает удаление внутреннего резинового слоя до металлической оплетки на отрезке длиной, равной длине конусной поверхности муфты после удаления верхнего резинового слоя, и развальцовку отгибного кончика рукава высокого давления в виде металлической оплетки на муфте с помощью нажимного элемента.
Сущность настоящего изобретения поясняется чертежами.
На фиг. 1 изображен конец рукава высокого давления, подготовленный к заделке.
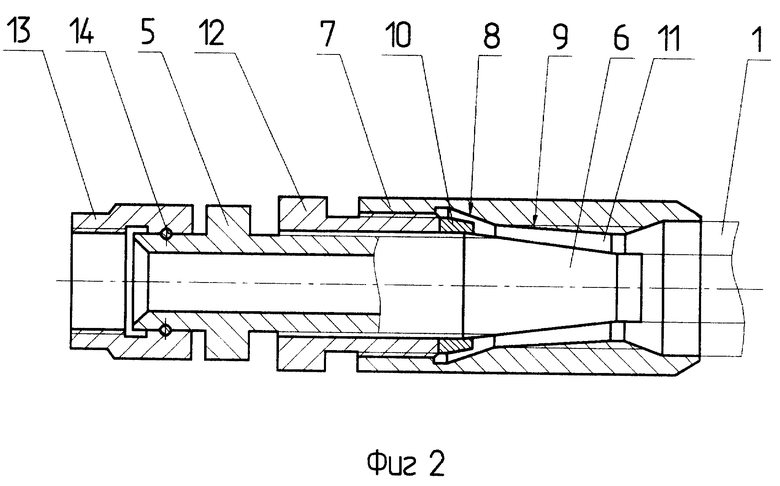
На фиг. 2 изображена заделка рукава высокого давления.
Элементами заделки являются рукав 1 с наружным 2 и внутренним 3 резиновыми слоями, металлической оплеткой 4, ниппель 5 с коническим хвостовиком 6, муфта 7 с конусной поверхностью 8 и винтовой нарезкой 9, конус 10.
Устройство для осуществления предлагаемого способа подготовки и заделки рукава высокого давления должно содержать муфту 7, завинченный в нее ниппель 5 с коническим хвостовиком 6, а также гнездо 11 для установки рукава 1, образованное в пространстве между коническим хвостовиком 6 и винтовой нарезкой 9 муфты 7. В муфту 7 завинчена дополнительная гайка 12. Перед гайкой 12 установлен нажимной конус 10, взаимодействующий с гайкой по торцевой поверхности. Муфта 7 снабжена конусной поверхностью 8, на которой происходит зажим предварительно развальцованной части металлической оплетки 15 рукава высокого давления 1 конусом 10 за счет зажатия гайкой 12. На ниппеле 5 закреплена накидная гайка 13 посредством проволоки 14.
Способ подготовки и заделки рукава высокого давления осуществляется следующим образом.
Перед сборкой срезают наружный резиновый слой 2 рукава 1 высокого давления до металлической оплетки 4, а затем внутренний резиновый слой 3 рукава до металлической оплетки 4 на отрезке длиной, равной длине конусной поверхности 8 муфты 7. После подготовки рукава 1 часть металлической оплетки без резины 15 может быть развальцована на угол, обеспечивающий заведение рукава 1 в муфту 7. Устанавливают рукав 1 в муфту 7 и окончательно развальцовывают металлическую оплетку с помощью конуса 10, зажимая гайкой 12. Таким образом, рукав предварительно закрепляют в муфте. Ниппель 5 заворачивают в гайку 12 и окончательно закрепляют рукав 1 между коническим хвостовиком 6 и винтовой нарезкой 9 муфты 7.
При работе соединения в составе гидросистемы возникающие осевые нагрузки воспринимаются не только силами трения на конусном хвостовике ниппеля и в винтовой нарезке муфты, но и силами трения на завальцованной поверхности металлической оплетки рукава, что значительно повышает надежность заделки рукава высокого давления.
Источник информации
1. В.К. Свешников, А.А. Усов. Станочные гидроприводы. Справочник. - М.: Машиностроение, 1988 г., с. 351-365.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заделка концевой арматуры рукавов высокого давления | 1990 |
|
SU1770661A1 |
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2211396C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 1995 |
|
RU2098710C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| РАЗБОРНАЯ ЗАДЕЛКА РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 1992 |
|
RU2084746C1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| Способ сборки рукавов высокого давления | 1981 |
|
SU985544A1 |
| Способ сборки рукавов высокого давления | 1982 |
|
SU1093868A1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
Изобретение относится к способам подготовки и заделки рукава высокого давления и может быть использовано в соединениях гибких гидравлических магистралей высокого давления. Способ подготовки и сборки рукава включает снятие верхнего резинового слоя рукава до металлической оплетки, установку рукава в муфту, зажим рукава на муфте. При этом удаление внутреннего резинового слоя до металлической оплетки осуществляют на отрезке длиной, равной длине конусной поверхности муфты после удаления верхнего слоя, и развальцовку отгибного кончика рукава высокого давления в виде металлической оплетки на муфте выполняют с помощью нажимного элемента. Изобретение значительно повышает надежность заделки рукава высокого давления. 2 ил.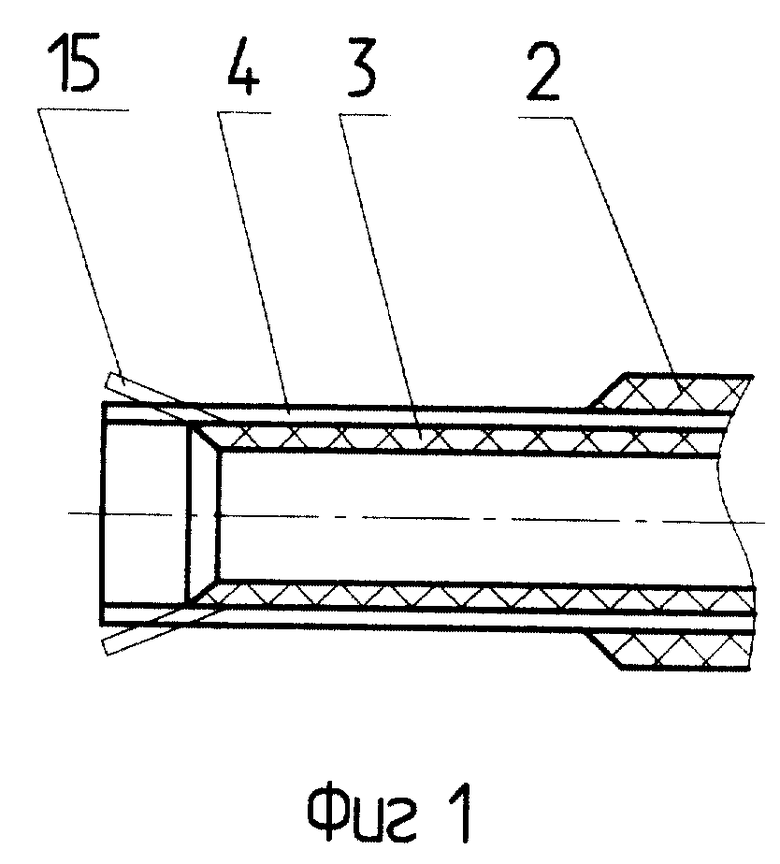
Способ подготовки и заделки рукава высокого давления, содержащий снятие верхнего резинового слоя рукава до металлической оплетки, установку рукава в муфту, зажим рукава на муфте, отличающийся тем, что после удаления наружного резинового слоя удаляют внутренний резиновый слой до металлической оплетки на отрезке длиной, равной длине конусной поверхности муфты, а перед зажимом рукава высокого давления производят развальцовку металлической оплетки рукава на муфте с помощью нажимного элемента.
| СВЕШНИКОВ В.К., УСОВ А.А | |||
| Станочные гидроприводы | |||
| Справочник | |||
| - М.: Машиностроение, 1988, с.351-365 | |||
| Способ сборки узла заделки концов рукава | 1989 |
|
SU1629676A1 |
| Способ сборки рукавов высокого давления | 1982 |
|
SU1093868A1 |
| Способ сборки узла концевой заделки армированного рукава высокого давления | 1980 |
|
SU932077A1 |
| Соединение ниппеля с армированным рукавом высокого давления | 1974 |
|
SU641882A3 |
| Способ соединения концевой арматуры с полимерным рукаовм,армированным металлом и наружной оплеткой | 1975 |
|
SU589494A1 |
| DE 1258219 A, 04.01.1968. | |||

