(54) УСТРОЙСТВО ДЛЯ ЗАВЕРТЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ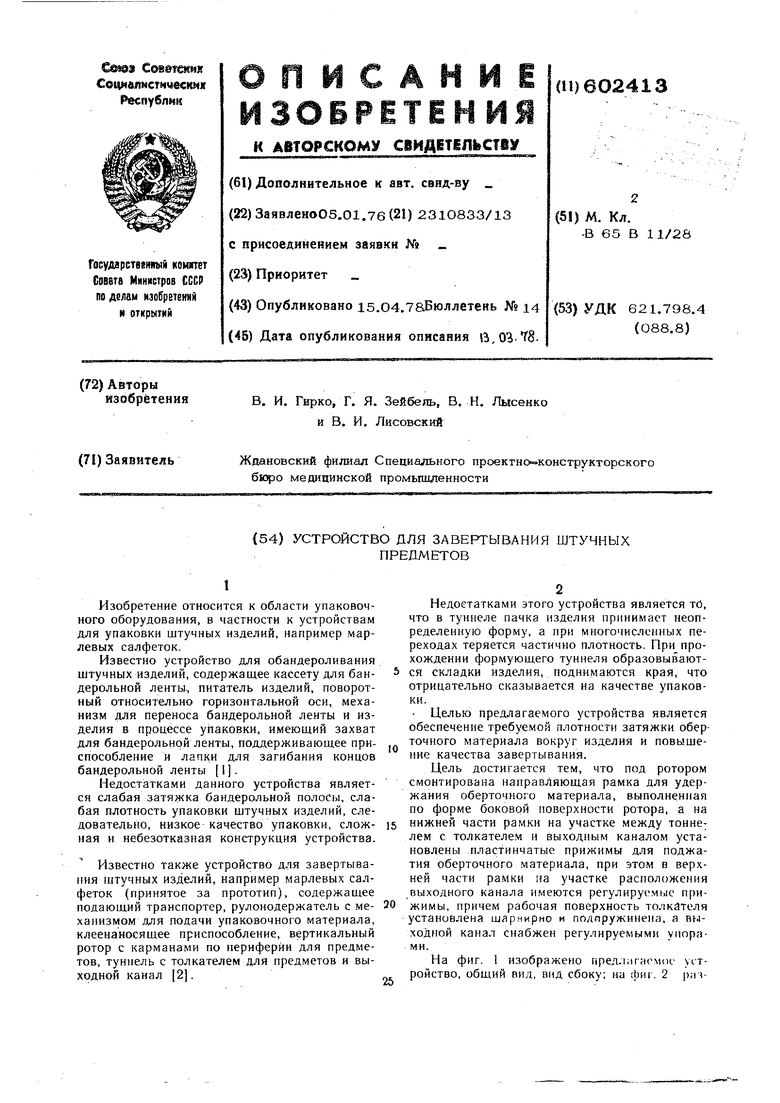

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАВЕРТЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1972 |
|
SU335164A1 |
| УСТРОЙСТВО для ЗАВЕРТЫВАНИЯ В БУМАГУ ИЗДЕЛИИ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 1972 |
|
SU330073A1 |
| Устройство для упаковки под вакуумом в пленку штучных изделий | 1979 |
|
SU943102A1 |
| Устройство для завертывания прямоугольных изделий | 1980 |
|
SU895817A1 |
| УСТРОЙСТВО для УПАКОВКИ СТОПОК ПЛОСКОСЛОЖЕННЫХ ИЗДЕЛИЙ | 1971 |
|
SU311826A1 |
| Автомат для складывания плоских изделий | 1977 |
|
SU676523A1 |
| Устройство для завертывания прямоугольных изделий | 1976 |
|
SU556996A1 |
| ВСЕСОК^с? | 1973 |
|
SU368126A1 |
| Устройство для завертывания штучных изделий | 1979 |
|
SU787273A1 |
| УСТРОЙСТВО ДЛЯ ЗАВЕРТЫВАНИЯ ИЗДЕЛИЙ | 2007 |
|
RU2332337C1 |
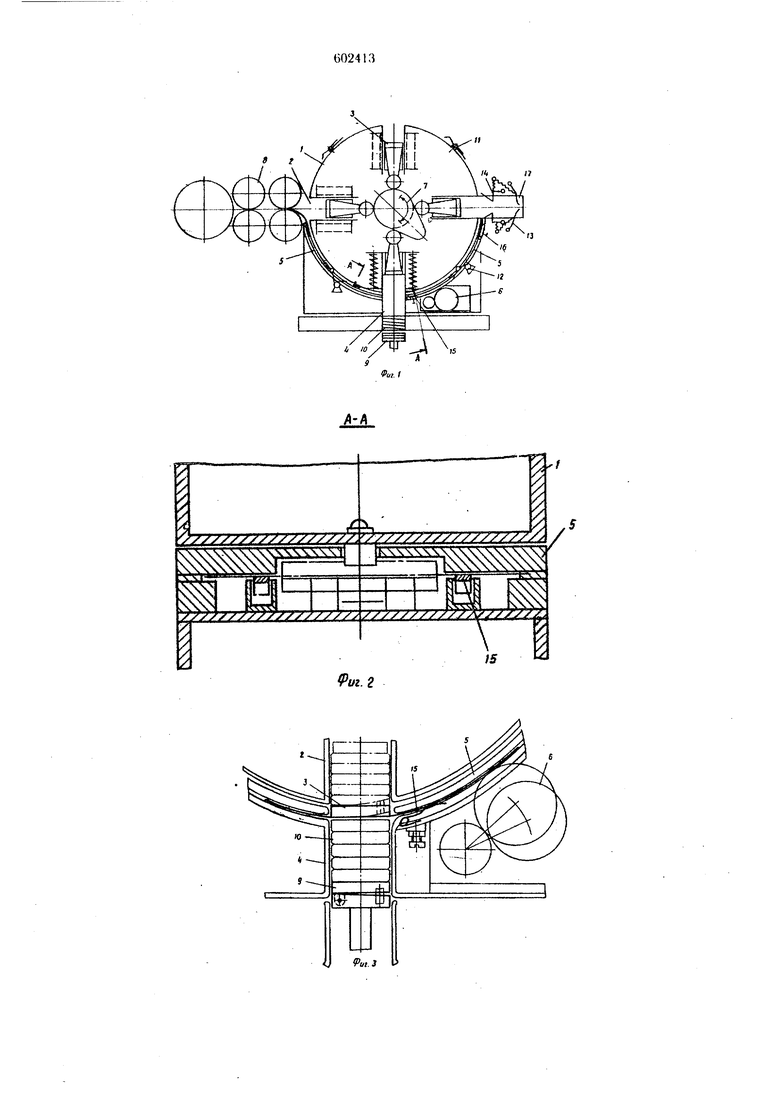

Изобретение относится к области упаковочного оборудования, в частности к устройствам для упаковки штучных изделий, например марлевых салфеток. Известно устройство для обандероливания штучных изделий, содержащее кассету для бандерольной лентЫт питатель изделий, поворотный относительно горизонтальной оси, механизм для переноса бандерольной ленты и изделия в процессе упаковки, имеющий захват для бандерольной ленты, поддерживающее приспособление и лапки для загибания концов бандерольной ленты 1. Недостатками данного устройства является слабая затяжка бандерольной по.посы, слабая плотность упаковки штучных изделий, следовательно, низкое качество упаковки, сложная и небезотказная конструкция устройства. Известно также устройство для завертывания штучных изделий, например марлевых салфеток (принятое за прототип), содержащее подающий транспортер, рулонодержатель с механизмом для подачи упаковочного материала, клеенаносящее приспособление, вертикальный ротор с карманами по периферии для предметов, туннель с толкателем для предметов и выходной канал 2. Недостатками этого устройства является тО, что в туннеле пачка изделия принимает неопределенную форму, а при многочисленных переходах теряется частично плотность. При прохождении формующего туннеля образовываются складки изделия, поднимаются края, что отрицательно сказывается на качестве упаковки. Целью предлагаемого устройства является обеспечение требуемой плотности затяжки оберточного материала вокруг изделия и повышение качества завертывания. Цель достигается тем, что под ротором смонтирована направляющая рамка для удержания оберточного материала, выполненная по форме боковой поверхности ротора, а на нижней части рамки на участке между тоннелем с толкателем и выходным каналом установлены пластинчатые прижимы для поджатия оберточного материала, при этом в верхней части рамки на участке расположения .выходного канала имеются регулируемые прижимы, причем рабочая поверхность толкйтеля установлена шарнирио и полпружинена, а выхоДной канал снабжен регулируемыми упорами. На фиг. 1 изображено пред.югигмяе устройство, общий вид, вид сбоку; на фиг. 2 |);i ь
рез Л--А на фиг. I; на фиг. 3-5 ндображены последовательно стадии обанделирования.
Предлагаемое устройство состоит из вертикального ротора I с карманами 2 и подпружиненными плоскими элементами 3 внутри формующего туннеля 4, направляющей рамки 5 для оберточного материала, расположенной под ротором 1 и выполненной по форме его боковой поверхности, приспособления 6 для нанесения клея, кулачка 7, установленного соосно с ротором 1 внутри его, механизма 8 для размотки оберточного материала и нарезкн его мерной длины и нижнего толкателя 9 для подачи изделия 10 в формующий туннель 4.
На обечайке ротора имеются захваты 11 для переноса мерной полосы оберточного м.атериала и оставления ее под формующим туннелем 4, которые срабатывают с помощью копиров 12.
Головка толкателя 9 выполнена из двух частей, причем верхняя часть рабочая опирается на нижнюю с одной стороны через шарнир, а с другой через пружины, которые удерживают правую сторону с превышением 3-5 мм.. Для приема и удержания стОпы в выходном сушильном канале смонтированы передние 13 и задние И захваты.
Направляющая рамка 5 выполнена с возможностью прохождения в ней захвата 11 и протягивания оберточного материала. Для затяжки и удержания мерной полосы на нижней части рамки на участке между туннелем и выходным каналом смонтированы регулируемые пластинчатые прижимы 15. Клеевые полоски. наносимые на свободный конец мерной , предохраняются на всем пути устройством в направляющей рамке пазами. Пазы вьшолнены на обечайке ротора фиг. 2.
На верхней части рамки на участке расположения выходного канала смонтированы регулируемые прижимы 16, для натяжения оберточного материала при заклеивании, т. е. при выталкивании стопы из ротора.
Предлагаемое устройство работает следую щнм образом.
Оберточный материал с рулона механизма 8 подается по направляющей рамке 5 к открытому захвату 11 и отрезает мерную полосу по длине. Захват в начале движения ротора 1 срабатывает и переносит захваченную полосу лод формующий туннель. Ротор останавливается через 90° В конце движения захват 11 набегает на копир 12 и освобождает мерную полосу оберточного материала, который теперь удерживается в направляющей рамке,,5 регулируемыми пластинчатыми прижимами f5. К этому времени кулачком 7 с внутренней стороны ротора подведен плоский элемент 3 к прлосе, а с внешней, нижней стороны к мерной полосе подводится через формующий туннель 4 толкатель 9, стопа штучных изделий 10 и спрессовывается до нужной плотности. Дальнейшее продвижение спрессованной стопы в карман ротора производится совместным ходом толкателя 9 и плоского элемента 3. При этом стопа обертывается с трех сторон н на свободный конец мерной полосы наносится клей. При следующем повороте ротора I на 90° спрессованная стопа обертывается с четвертой стороны, а при выталкивании кулачком 7 из кармана ротора обандероленная стопа заклеивается и передается в выходной канал 17 для сушки клея. В начале канала смонтированы передние 13 и задние 14 захваты, в которых стопа находится до выдачи следующей стопы. За это время клей подсыхает и стопа может продвигаться к накопителю стоп.
Предлагаемое устройство выгодно отличается от аналогичных устройств простотой конструкции и технологической надежностью. В силу того, что формование, прессование и обандероливание стопы осуществляется фактичеС ки одним движением нижнего толкателя, а ript переносе и заклеивании полностью сохраняет состояние затяжки стопы до высыхания клея, качество обандероливания значительно повыщается. Предусмотренная конструкцией возможность регулировать натяжение оберточного материала и прессования стоп обеспечивает щирокоеприменение устройства для обандероливания щтучных предметов.
Формула изобретения
Источники информации, принятые во внимание при экспертизе:
.
/
ул XvO
ХХхУУ/ХХ
f. 4
