Изобретение относится к области упаковки, а именно к автоматическим устройствам для завертывания изделий, например, таких как картонные коробки, блоки и т.п.
Устройства описываемого типа известны из уровня техники и включают в себя средства подачи оберточного материала, нож для отрезания листа оберточного материала, установленные с обеспечением вертикальной подачи указанного листа в зону упаковывания, средства подачи завертываемых изделий, включающие в себя толкатель, обеспечивающий подачу изделий в зону упаковывания и их первичное обертывание в указанный лист с трех сторон, а также средства окончательного завертывания изделий (см., например, [1, 2] - по совокупности существенных признаков источник [2] является наиболее близким к заявленному устройству). Общими недостатками известных аналогов являются неэффективный расход упаковочного материала (в известных аналогах это бумага), трудность перенастройки оборудования при изменении габаритных размеров изделий, подлежащих обертыванию. Дополнительным недостатком наиболее близкого аналога является также описанный способ транспортировки отрезанного листа оберточного материала в зону упаковки (с использованием вакуумного прижима этого листа к поверхности транспортера), применимого только для плотных оберточных материалов (например, бумаги) и малоэффективного при использовании гибких, тонких материалов (например, пленки).
Изобретение направлено на устранение недостатков известных аналогов и создание устройства для завертывания изделий, которое характеризовалось бы экономичным расходом упаковочного материала, удобством в эксплуатации, в том числе удобством перенастройки при изменении габаритов упаковываемых изделий, а также, по существу, одинаковой эффективностью при использовании различных типов оберточных материалов.
Указанная задача решается тем, что в устройстве для завертывания изделий, содержащем средства подачи оберточного материала и нож для отрезания листа оберточного материала, установленные с обеспечением вертикальной подачи указанного листа в зону упаковывания, средства подачи завертываемых изделий, включающие в себя толкатель, обеспечивающий подачу изделий в зону упаковывания и их первичное обертывание в указанный лист с трех сторон, а также средства окончательного завертывания изделий, согласно изобретению средства подачи оберточного материала включают также установленный после ножа вертикальный ленточный транспортер с прижимными роликами, обеспечивающими удержание листа оберточного материала при его подаче транспортером в зону обертывания, и при этом устройство содержит датчик наличия изделия в зоне подачи изделий для обертывания и датчик конца листа оберточного материала, а также связанный с указанными датчиками контроллер, выполненный с возможностью подачи управляющего воздействия на толкатель для заталкивания изделия в зону обертывания при наличии изделия и листа оберточного материала, определяемом посредством датчиков наличия и конца пленки соответственно, а также с возможностью подачи управляющего воздействия на прижимные ролики транспортера для высвобождения конца листа оберточного материала после соприкосновения изделия с указанным листом.
В частном случае оберточный материал представляет собой термосвариваемую пленку.
В еще одном частном случае средства подачи изделий включают в себя также ленточный транспортер, на выходе которого установлен датчик наличия на транспортере следующего изделия для завертывания.
Также в частном случае средства окончательного завертывания, управляемые контроллером, включают в себя неподвижные боковые направляющие, шибер, установленный на входе в канал, ограниченный указанными направляющими, и обеспечивающий загиб верхней части оберточного листа на тыльную сторону изделия после возврата толкателя в исходное положение, установленный на входе в указанный канал утюг, обеспечивающий подгиб нижней части оберточного листа и ее сваривание с указанной верхней частью, а также расположенные далее по каналу кулаки подгиба боковых клапанов и боковые утюги, обеспечивающие образование боковых швов.
В еще одном частном случае устройство может также содержать связанный с контроллером датчик наличия изделий между боковыми утюгами.
Использование датчиков наличия изделия и конца пленки, синхронизированных при помощи контроллера с толкателем и прижимными роликами транспортера, позволяет оптимизировать расход упаковочного материала, быстро и эффективно производить перенастройку устройства при изменении габаритных размеров упаковываемых изделий. Использование вертикального транспортера с прижимными роликами позволяет применять для завертывания различные типы упаковочного материала - пленку, бумагу различной плотности.
Изобретение поясняется далее более подробно на конкретном примере его осуществления, согласно которому в качестве оберточного материала используется пленка, а изделия имеют предпочтительно форму куба или прямоугольного параллелепипеда (коробки, блоки и т.п.). Следует отметить, что данный пример служит лишь для лучшего понимания сущности изобретения и не может рассматриваться в качестве ограничивающего объем правовой охраны. Специалисту будет понятно, что с незначительными изменениями в конструкции, не выходящими за рамки объема испрашиваемой правовой охраны, в заявленном устройстве возможно также использовать в качестве упаковочного материала бумагу. В дальнейшем, где это необходимо, будут приведены ссылки на прилагаемые чертежи, на которых изображены:
на фиг.1 - схема устройства в соответствии с конкретным примером осуществления изобретения;
на фиг.2 - прижимные ролики.
В приведенном на фиг.1 примере его осуществления устройство по изобретению включает в себя средства подачи оберточного материала - катушку с пленкой 1, установленную в патрон 2, имеющий датчик 16 конца пленки в катушке, систему роликов с уравнителем 3 и ленточным тормозом 4, а также барабан подачи 5. После прохождения барабана 5 подача пленки осуществляется вертикально к вращающемуся ножу 6, который отрезает лист упаковочного материала от полотна, и далее на вертикально расположенный ленточный транспортер 7, на котором по бокам ленты установлены подпружиненные прижимные ролики 18, прижимающие отрезанный лист пленки к транспортеру в процессе ее подачи в зону завертывания. Устройство также содержит пневматический толкатель 8, связанный с управляемым пневмоцилиндром (не показан) и установленный с возможностью возвратно-поступательного движения вдоль оси, перпендикулярной плоскости, содержащей отрезанный лист оберточного материала, а также управляемые средства окончательного завертывания изделий - образующие выходной канал направляющие (не обозначены), установленные на входе в этот канал шибер 9 и утюг 10 для окончательного оборачивания изделий с тыльной стороны, а также расположенные далее по каналу боковые утюги 11 и пневмоцилиндры 14 привода кулаков подгиба боковых клапанов. На выходе с ленточного транспортера 7 установлен датчик 12 конца пленки (в частности, фотоэлемент), а в рабочей зоне толкателя 8 установлен датчик 13 наличия изделия для обертывания. Кроме того, подача изделий в рабочую зону толкателя 8 может осуществляться при помощи транспортера (продольная ось которого перпендикулярна оси толкателя 8), на выходе которого может быть установлен датчик 15 наличия следующего изделия. В зоне расположения боковых утюгов может быть расположен датчик 17 наличия изделия между указанными утюгами 11. Датчики 12, 13, 15, а также при необходимости 16 и 17, электрически соединяются с контроллером (не показан), который при помощи сигналов с этих датчиков обеспечивает синхронизацию подачи упаковочных листов транспортером 7 в зону обертывания (путем выработки управляющих воздействий, передаваемых на барабан подачи 5), поступательную подачу изделия на упаковку при помощи толкателя 8 (путем выработки воздействий на пневмоцилиндр толкателя 8 по сигналу с датчика 12 конца пленки и 13 наличия изделия), отжатие прижимных роликов 18 транспортера 7, высвобождение листа пленки при его контакте с изделием (например, по сигналу с датчика 13, фиксирующего прохождение края изделия) и оборачивание тыльной стороны изделия шибером 9 при возврате толкателя 8 в исходное положение.
Как лучше показано на фиг.2, каждый из роликов 18 предпочтительно содержит ось 19, неподвижно закрепленную на раме транспортера 7 своим первым концом, пружину кручения 20, первый конец которой неподвижно соединен со вторым концом оси 19. Ролик 18 также содержит балансир 21, через один из концов которого проходит ось 19, а через другой конец - ось, на которой закреплено с возможностью вращения прижимное колесо ролика 22. При этом второй конец пружины 20 неподвижно соединен с балансиром 21 в зоне прохождения через него оси 19 таким образом, что под действием усилия кручения пружины 20 несвязанный с ней конец балансира 21 прижимает колесо ролика 22 к поверхности транспортера 7 (краю его ленты).
Для своевременного и полного высвобождения края пленки часть роликов 18, расположенных в нижней части транспортера 7 (например, одна или две крайние пары роликов 18), могут устанавливаться с возможностью отведения их колес 22 от поверхности транспортера. Это может, в частности, достигаться за счет неподвижного соединения первых концов осей 19 этих роликов 18 с частью рамы транспортера 7, которая шарнирно соединена с остальной частью и под действием толкателя (шарнирное соединение и толкатель на чертежах не показаны) может совершать поворот вокруг оси шарнира (или шарниров) так, чтобы колеса 22 этих роликов 18 отрывались от поверхности транспортера на угол, достаточный для высвобождения пленки. Упомянутый толкатель может быть, в свою очередь, электрически связан с контроллером для его включения по сигналу последнего.
Устройство работает следующим образом.
Катушка с пленкой 1 устанавливается в патрон 2, имеющий датчик 16 конца пленки в катушке. Пленка разматывается через систему роликов и уравнитель 3 с ленточным тормозом 4 при помощи барабана подачи 5. Вращающийся с постоянной скоростью нож 6 отрезает лист пленки, причем длина листа определяется скоростью вращения барабана 5 подачи, задаваемой, предпочтительно, величиной диаметра барабана 5, подбираемого в зависимости от габаритных размеров упаковываемого изделия. Далее отрезанный ножом 6 лист пленки подается в зону оборачивания изделия ленточным транспортером 7 и удерживается на нем прижимными роликами 18. Изделия подаются дополнительным транспортером перпендикулярно направлению движения толкателя 8 в оцеллофанивателе.
При наличии в рабочей зоне толкателя 8 изделия, о чем на контроллер подает команду датчик 13, и по сигналу датчика 12 конца пленки толкатель 8 через пневмоцилиндр подает изделие в зону оборачивания, где оно за счет контакта с пленкой оборачивается с трех сторон (фронт, верх, низ), причем в момент касания изделия и пленки, фиксируемый при помощи датчика 13, нижние прижимные ролики 18 транспортера 7 освобождают пленку (например, с помощью связанного с контроллером толкателя, обеспечивающего по соответствующему сигналу поворот части рамы транспортера 7 с отрывом колес 22 роликов 18 от поверхности ленты транспортера 7). После возврата толкателя 8 в исходное положение по сигналу с датчика 12 конца пленки электрически связанный с контроллером шибер 9 оборачивает изделие с тыльной стороны сверху, а затем утюг 10 подгибает свободный нижний конец пленки и сваривает ее, образуя продольный шов. Дальнейшее перемещение изделия происходит за счет подачи толкателем 8 очередного изделия. При движении изделий происходит формирование боковых конвертов неподвижными направляющими и двумя пневмоцилиндрами 14 привода кулаков подгиба боковых клапанов с последующей заваркой их боковыми утюгами 11, прижимающимися к изделиям. При этом датчик 17 контролирует наличие изделий на утюгах. При перемещении изделий толкателем 8 утюги 11 расходятся, освобождая коробки. При изменении габаритов изделий перенастройка осуществляется путем изменения скорости вращения барабана 5, а также за счет установки барабана 5 с бóльшим или меньшим диаметром.
В заключение следует еще раз отметить, что приведенный пример не ограничивает всех возможных частных случаев осуществления изобретения. В частности, специалисту будет понятно, что при использовании в качестве упаковочного материала бумаги на выходе транспортера 7 может быть известным образом установлено средство нанесения клея, в результате чего операция сваривания продольного шва посредством утюга 10 может быть заменена операцией склеивания (утюг может быть заменен шибером), аналогично склеиванием заменяется и операция сваривания боковых швов в выходном канале. Возможны также и другие очевидные специалисту модификации, не выходящие за рамки испрашиваемого объема правовой охраны, который определяется исключительно прилагаемой формулой изобретения.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. DE 2047565 A1, Skoda N.P., Pilsen, 30.03.1972, B65B 11/54.
2. FR 2775657 A1, SOCIETE D'ETUDES ET DE REALISATIONS EN EMBALLAGES ET CONDITIONNEMENTS S.A., 10.09.1999, B65B 11/00.

Изобретение относится к области упаковки, а именно к автоматическим устройствам для завертывания изделий, например, таких как картонные коробки, блоки и т.п. Устройство для завертывания изделий содержит средства подачи оберточного материала, нож для отрезания листа оберточного материала, установленные с обеспечением вертикальной подачи указанного листа в зону упаковывания. Средства подачи завертываемых изделий включают в себя толкатель, обеспечивающий подачу изделий в зону упаковывания и их первичное обертывание в указанный лист с трех сторон, а также средства окончательного завертывания изделий. При этом средства подачи оберточного материала включают также установленный после ножа вертикальный ленточный транспортер с прижимными роликами, обеспечивающими удержание листа оберточного материала при его подаче транспортером в зону обертывания. Устройство также содержит датчик наличия изделия в зоне подачи изделий для обертывания и датчик конца листа оберточного материала. С указанными датчиками связан контроллер, выполненный с возможностью подачи управляющего воздействия на толкатель для заталкивания изделия в зону обертывания при наличии изделия и листа оберточного материала, определяемого посредством датчиков наличия и конца пленки соответственно, а также с возможностью подачи управляющего воздействия на прижимные ролики транспортера для высвобождения конца листа оберточного материала после соприкосновения изделия с указанным листом. Достигается экономичный расход упаковочного материала, удобство перенастройки при изменении габаритов упаковываемых изделий, а также устройство одинаково эффективно при использовании различных типов оберточных материалов. 4 з.п. ф-лы, 2 ил.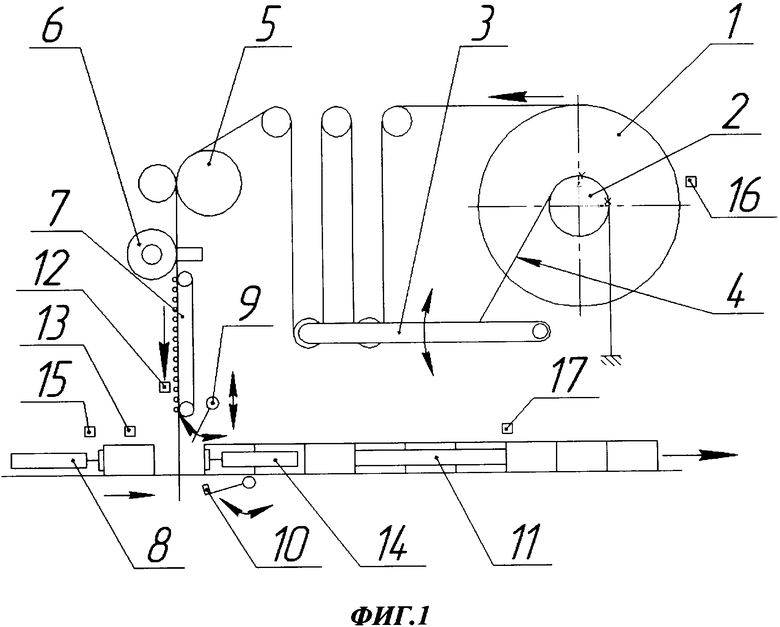
| СПОСОБ ПАРОГАЗОВОЙ ОЧИСТКИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047565C1 |
| Способ ремонта поврежденного прямолинейного участка трубопровода и устройство для этого способа | 2021 |
|
RU2775657C1 |
| Устройство для упаковывания групп штучных предметов в термоусадочную пленку | 1990 |
|
SU1703558A1 |
| Устройство для обертывания предметов прямоугольной формы оберточным материалом в виде полотна | 1984 |
|
SU1623561A3 |

