(54) АЭРОДИНАМИЧЕСКИЙ ХОЛСТООБРАЗОВАТЕЛЬ
Аэродинамический хсхлстообразователь работает следующим образом.
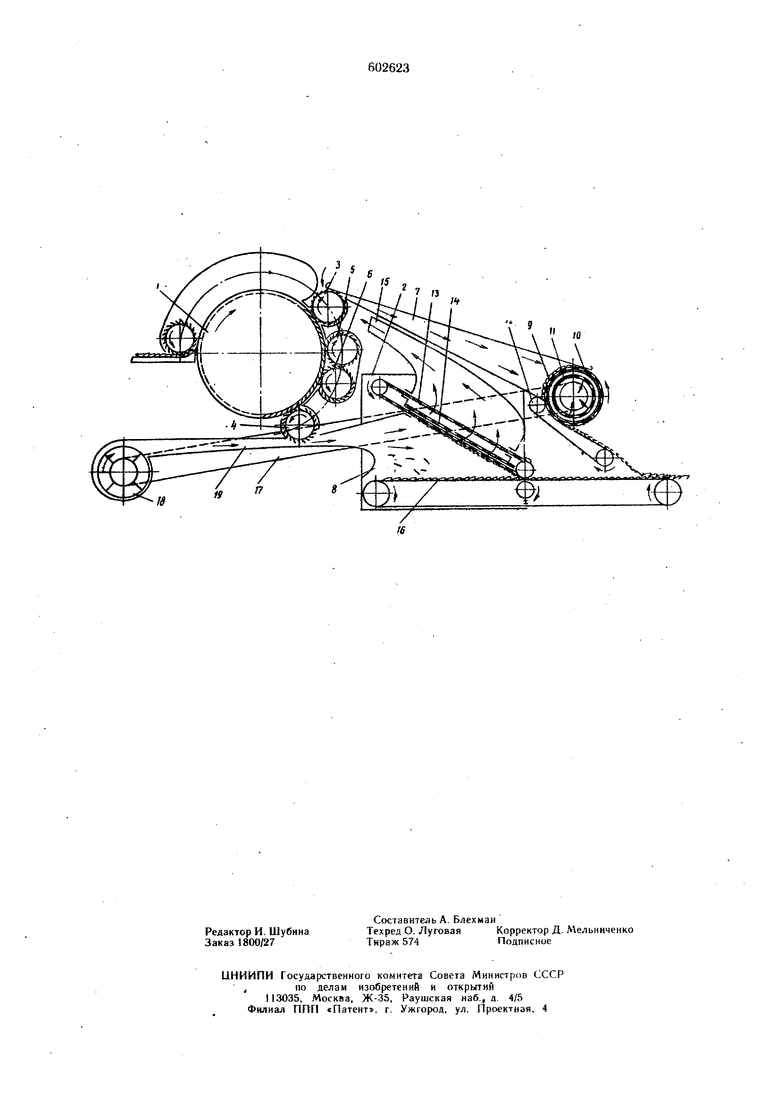
Разрыхленный волокнистый материал поступает в зону съем но-чешущего валика 3. Здесь под воздействием съемио-чешушего .валика 3 разрыхленный волокнисты1 н1атёрн4-|.«Снимается с разрыхляющего уала Т Iloja- воздействием центробежной ciwUJt-Bpamaroaiefoic валика 3 и потока воздухАл оло1 1ИСТый материал поступает в шахту 7 в. ос,5«дается, формируя волокнистый слой.н коадёнсаторе.Ф При вращении конденсатора 9 сформ1фоваыный волокнистый слой поступает в зону (« водного транспортера 12, котары й подает волокнистый слой к сетчатому горизоытал&йому холстообразовательному транспортеру 16.
Оставшийся неснятым углубленный в гарнитуру разрыхляющего узла I волокнистый материал поступает а зону дополнительных съемно-чешущих валиков 5 и 6 н, подвергаясь воздействию последних, извлекается из гарнитуры разрыхляющего узла и дополнительно рас-, чесываясь. После yforo оставшийся волокнистый материал поступает в зону съеино-чешущего валика 4, где яоследннм производится окончательный его съем. Снятый волокнистый материал съемно-чешущим валиком 4 вод действием центробежной силы последнего и дополнительно воздействующего воздушного потока поступает в шахту 8, где он откладывается, формируя волокнистые холсты на сетчатых наклонном и горизонталь«ом холстофориирующих транспортерах 13 и 16. Сформированные на последних волокнистые холстики дублируются и отводятся из зоны шахты 8 сетчатым горизоитальиым холстоформирующим транспортером 16, соединяются с волокнистым холстиком, сфо мироваинои на конденсаторе 9, и подаются « следующей ио технологической цепочке лерерагбатываюшей полученный волокнистый холст иашиие.
Привод (на чертеже не указан) аэродинамического холстообразователя обеспечивает равенство Л1;нейных и окружных скоростей конденсатора 9, отводного сетчатого транспортера 12 и сетчатых холстоформирующих наклонного я горизонтального транспортеров 13 и 6.
Развес формируемого холста регулируется посредством обычного вариатора привода (на чертеже не показанного).
Воздуходувка (вентилятор) 18 засасывает окружающий воздух в зоне съем но-чешущего валика 3, создает разряжение в шахте 7 и избыточное давление в шахте 8.
Поступаемый воздушный ноток в зоне съемно-чешушего валика 3 транспортирует снятый волокнистый материал по шахте 7, яроходит через перфорацию конденсатора 9, затем поступает в зону между неподвижным экраном 10
и неподвижным перфорированным с одной сто. РОНЫ воздуховодом 11 (оба конструктивных
элемента установлены в конденсоре) и, пройдя
ее, поступает в соединительный воздуховод 17
5 и в воздуходувку 18.
Воздуходувка 18 нагнетает поступивший воздух в поддувной канал 19 и в шахту 8. Воздушный поток, поступивший в поддувной канал 19, захватывает со съемно-чешушего ва„ лика б волокнистый материал и транспортирует последний в шахту 8. Затем, пройдя через наклонный сетчатый транспортер 13, и перфорированную пластину 14, поступает в отводной нагйетательный патрубок 15, Смонтированный над транспортером 13,из которого отводится в
5 вентиляционную систему (на чертеже не указана).
Причем в результате конструктивного исполнения шахты 8 и создаваемого избыточного давления в ней, обеспечивается свободное выпадение под действием силы тяжести более тяжелых волокон. В результате чего на гаризончальиом сетчатом транспортере 16 формируется волокнистый слой из более крупных волокон, что весьма желательно при производстве, например искусственных кож, для качествен1ЮГО производства которых требуется, чтобы одна из сторон волокнистого холста была более грубой по структуре.
Есе рассмотренные рабочие элементы монтируются на остове 2.
Отводное отверстие патрубка 5 расположе0 но у первого съемно-чешущего валика.
Формула изобретения . Аэ|М)Дйнамический холстообразователь, содержащий разрыхляющий узел, гто крайней мере, даа съемно-чешущих органа, шахты, узлы холстоформнрования и пневмосистему с воздуходувкой, отличающийся гем, что, с целью улучшения эксплуатационных свойств холстообразователя, он снабжен средством для извлечения из гарнитуры разрыхляющего узла углубленных волокон, установленным на разрыхляющем узле между съемно-чешущими органами, при этом один из узлов холстоформирования выполнен в виде наклонного транспортера, над которым смонтирована нагнетательная ветвь пневмосистемы.
2. Холстообразователь по п, I, отличающийся тем, что средством для извлечения из гарнитуры разрыхляющего узла углубленных волокон выполнено в виде пары съемно-чешуЩих валиков.
Источники информации, принятые во внимание при экспертизе:
. Авторское свидетельство СССР № 380158, кл. D 01 G 25А)0, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Аэродинамический холстообразователь | 1986 |
|
SU1348400A1 |
| Аэродинамический холстообразователь | 1982 |
|
SU1147785A1 |
| Способ получения армированного нетканого материала | 1985 |
|
SU1288216A1 |
| Аэродинамический холстообразователь | 1985 |
|
SU1288215A1 |
| АЭРОДИНАМИЧЕСКИЙ ХОЛСТООБРАЗОВАТЕЛЬ | 1969 |
|
SU255807A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2595992C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНИСТОГО ХОЛСТА | 2001 |
|
RU2185466C1 |
| АЭРОДИНАМИЧЕСКИЙ ХОЛСТООБРАЗОВАТЕЛЬ | 1970 |
|
SU259664A1 |
| Аэродинамический холстообразователь | 1973 |
|
SU438733A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471897C1 |