Изобретение относится к керамическому производству и может использоваться при обжиге изоляторов свечей зажигания для двигателей внутреннего сгорания.
Известны огнеупорные капсели (Никулин Н.В., Кортнев В.В. Производство электрокерамических изделий. - M.: Высшая школа, 1970, с. 285-286), которые представляют собой круглые или прямоугольные коробки, изготовленные из керамических масс. Эти капсели хорошо противостоят высоким температурам при одновременном воздействии на них механических нагрузок. Толщина стенок капселей равна 20-40 мм.
Однако эти огнеупорные капсели имеют следующие недостатки: во-первых, отсутствует равномерное распределение температуры и состава продуктов горения по сечению рабочего канала печи и, во-вторых, имеется очень большой процент деформации изделий при обжиге.
Известна применяемая при обжиге керамики разделительная прокладка (заявка ЕПВ 0309887, МКИ C 0 B 35/64, 35/00, Р/Ж ИСМ, опубл. 1988 г.), имеющая подложку из горючего материала, замедлитель термического разложения и материал с высокой температурой плавления, не расплавляющийся при температуре обжига керамики. Такую прокладку помещают между подвергаемыми обжигу керамическими формованными изделиями для предотвращения их контакта, трещин и деформаций.
Такая подложка с разделительными прокладками резко снижает объемы загрузки формованными изделиями, тем самым снижает производительность высокотемпературных печей, увеличивает себестоимость продукции.
Известна также депонированная в ВИНИТИ научная работа "К вопросу о деформации изоляторов свечей зажигания при высокотемпературном обжиге" (N 2760-B99 от 31.08.1999 г., УДК 666.3), в которой описан капсель для обжига изоляторов свечей зажигания, представляющий собой прямоугольный короб, изготовленный из огнеупорного материала на основе электрокорунда, в боковых стенках которого отформованы окна, способствующие равномерному распределению температуры и составов продуктов горения по сечению рабочего канала печи.
Однако при обжиге изоляторов свечей зажигания в таком капселе возникает нарушение вертикального положения изоляторов свечей зажигания, вызывающее их деформацию.
Нарушение вертикального положения обжигаемых изоляторов (завал) происходит в две стадии.
Сначала завал происходит после выжига технологического уплотнителя при температуре от 600 до 1350oC вследствие несогласованности геометрических размеров внутренней части капселя и ставки изоляторов при вибрации вагонетки в туннельной печи, затем завал происходит при температуре от 1350 до 1680oC в результате интенсивной усадки керамической массы и образования при этом свободных полостей.
В это же время происходит деформация изоляторов. Наиболее сильно деформация выражена у той части изоляторов, которые заваливаются на стенки капселя тонким сечением изолятора, состоящего из направляющего цилиндра, опорного конуса и теплового конуса.
Задачей изобретения является создание фасонного капселя для обжига изоляторов свечей зажигания, позволяющего получать стопроцентный выход годных изоляторов для свечей зажигания, увеличение производительности высокотемпературных печей, снижение себестоимости продукции.
Поставленная задача достигается тем, что фасонный капсель для обжига изоляторов свечей зажигания, содержащий прямоугольный короб с окнами, дополнительно содержит опорную поверхность.
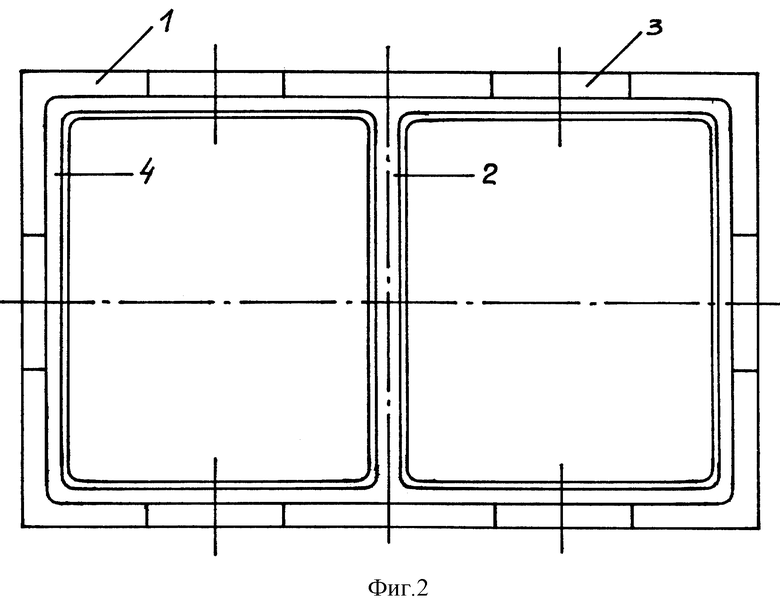
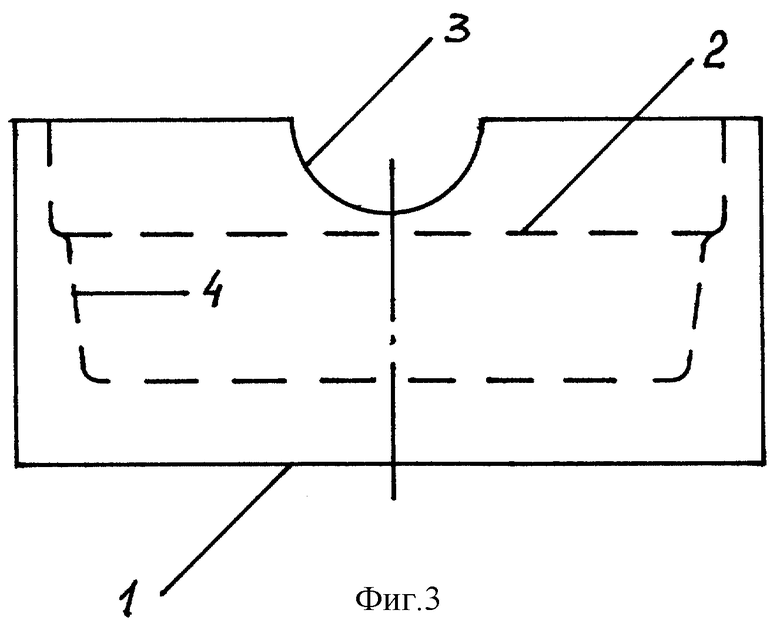
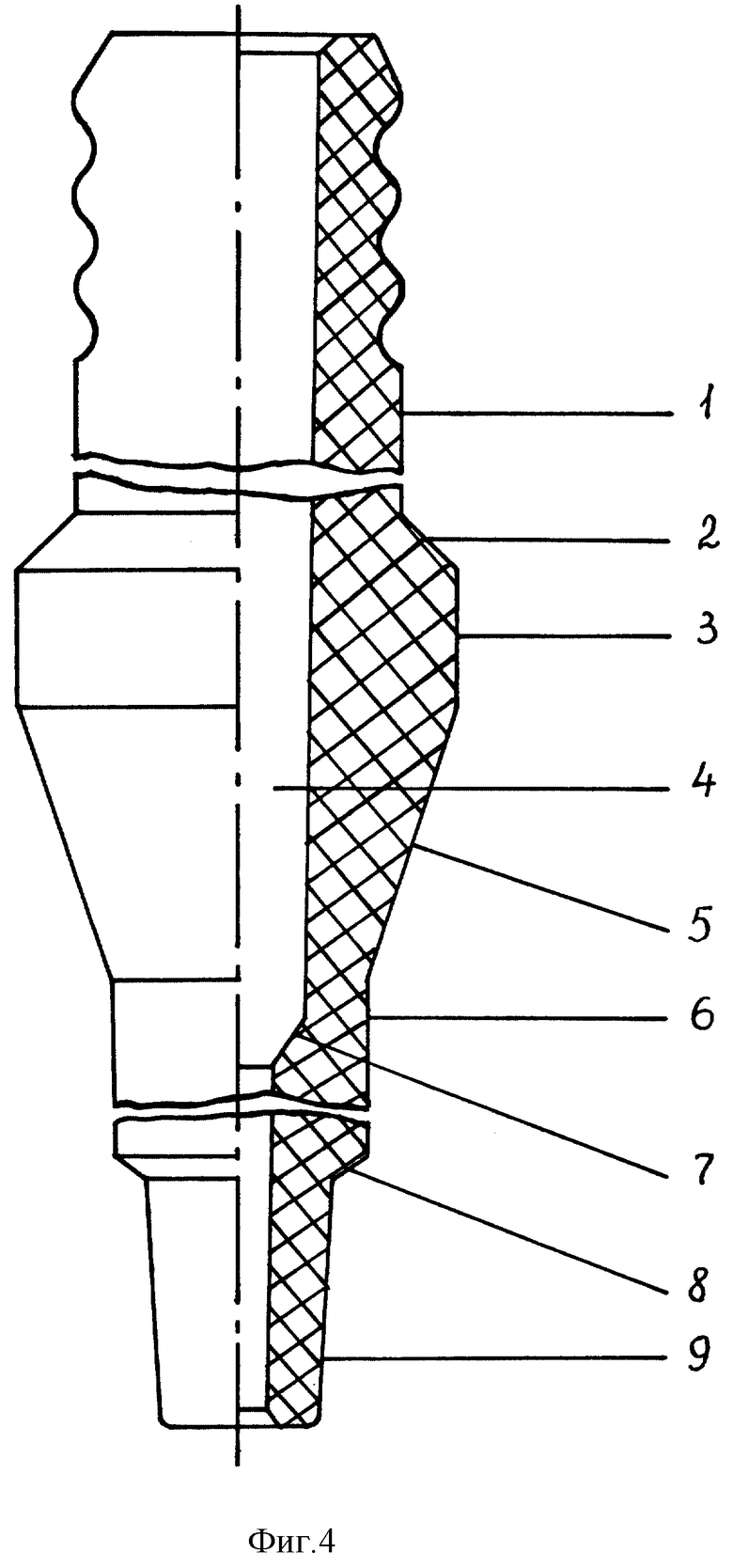
На фиг. 1 изображен фасонный капсель, вид спереди в разрезе; на фиг. 2 - фасонный капсель, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 - изолятор свечи зажигания.
Фасонный капсель для обжига изоляторов свечей зажигания содержит прямоугольный короб 1, перегородку 2, окна 3, опорную поверхность 4.
Изолятор свечи зажигания содержит цилиндр 1, конус для завальцовки в корпусе 2, поясок 3, внутренний канал 4, переходный конус 5, направляющий цилиндр 6, опорный конус для установки центрального электрода 7, опорный конус для установки изолятора в корпус свечи зажигания 8, тепловой конус 9.
Прямоугольный короб изготовлен из огнеупорного материала на основе электрокорунда. Перегородка формируется при вибропрессовании для укрепления дна в капселях большой вместимости. Окна отформованы в боковых стенках капселя и служат равномерному распределению температуры и состава продуктов горения по сечению рабочего канала печи.
Опорная поверхность отформована при прессовании фасонного капселя методом вибропрессования.
Опорная поверхность представляет собой прямоугольный выступ, выполненный вдоль внутренних стенок капселя на высоту, соответствующую положению пояска необожженного изолятора.
Опорная поверхность может также выполняться только на высоту, соответствующую положению поясков необожженного и обожженного изоляторов в виде прямого или волнистого профиля, с кривизной, соответствующей диаметру необожженного изолятора.
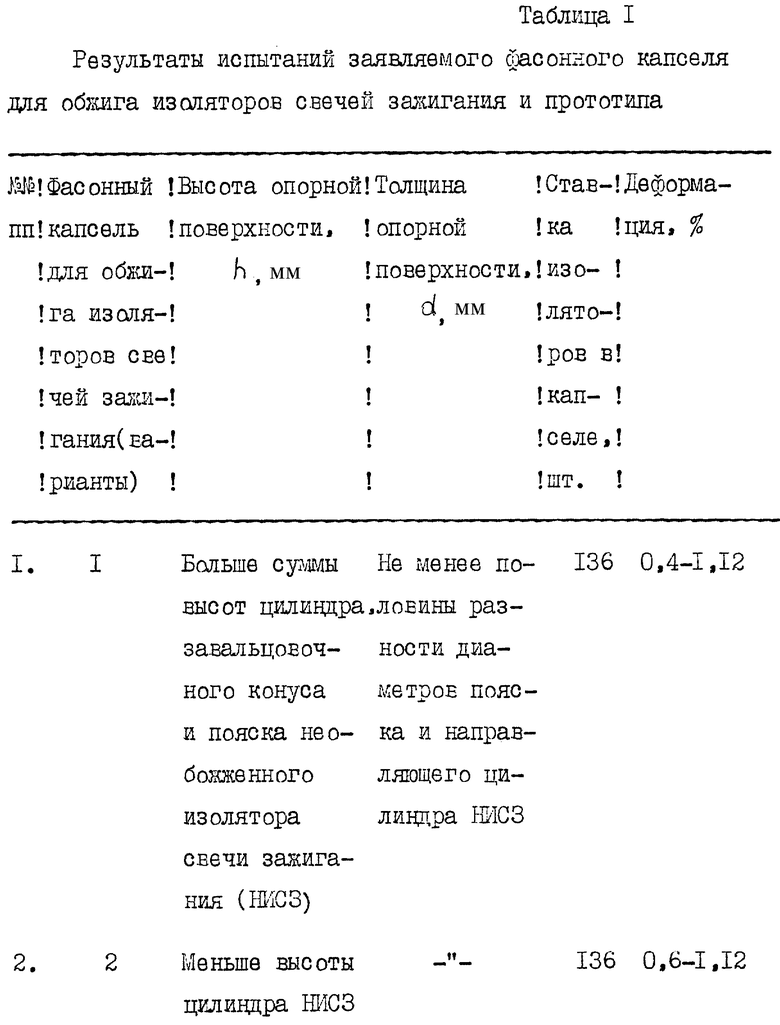
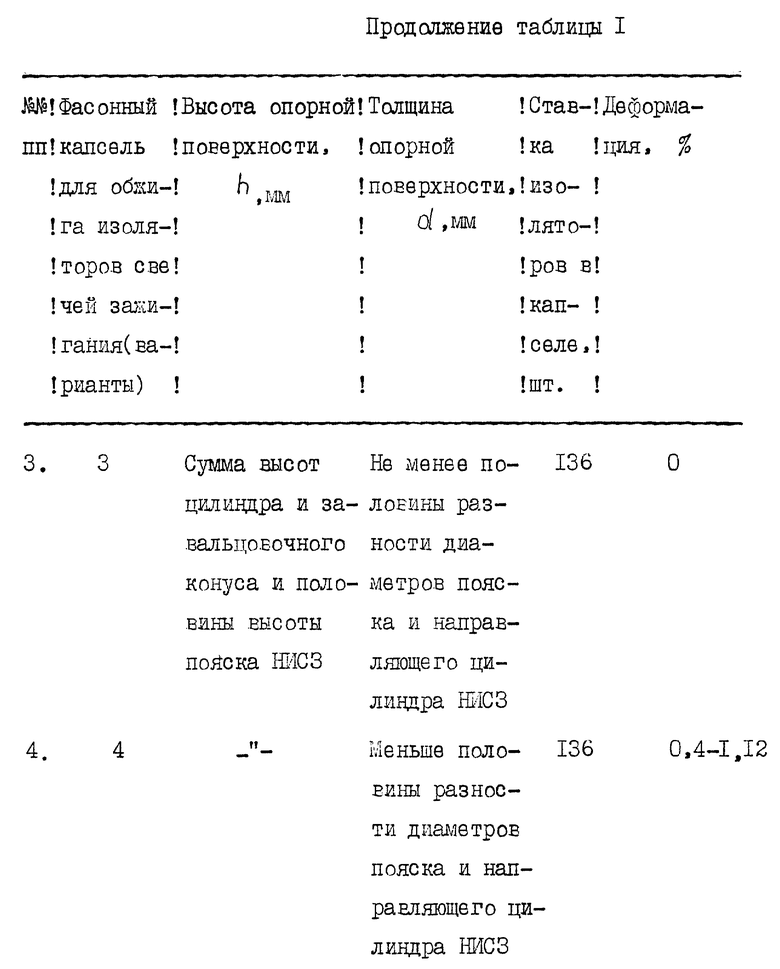
Размеры опорной поверхности в этом фасонном капселе для обжига изоляторов свечей зажигания приняты следующими: высота опорной поверхности (h) равна сумме высот цилиндра и завальцовочного конуса и половине высоты пояска необожженного изолятора, а толщина (d) не менее половины разности диаметров пояска и направляющего цилиндра необожженного изолятора свечи зажигания.
В таком капселе точка опоры обжигаемых изоляторов смещается к пояску изолятора свечи зажигания, который имеет большее сечение, поэтому деформации не происходит.
Кроме того, использование фасонного капселя для обжига изоляторов свечей зажигания позволяет увеличить производительность туннельных печей и снизить себестоимость продукции, что подтверждается результатами производственных испытаний.
Испытания фасонного капселя для обжига изоляторов свечей зажигания производили на изоляторах свечей зажигания, изготовленных из керамики первой группы согласно ОСТ 37.003.036-87.
Для испытаний использовали 5 вариантов фасонных капселей для обжига изоляторов свечей зажигания, различающихся размерами высоты и толщины опорной поверхности, при условии соответствия внешних размеров фасонного капселя для обжига изоляторов прототипу.
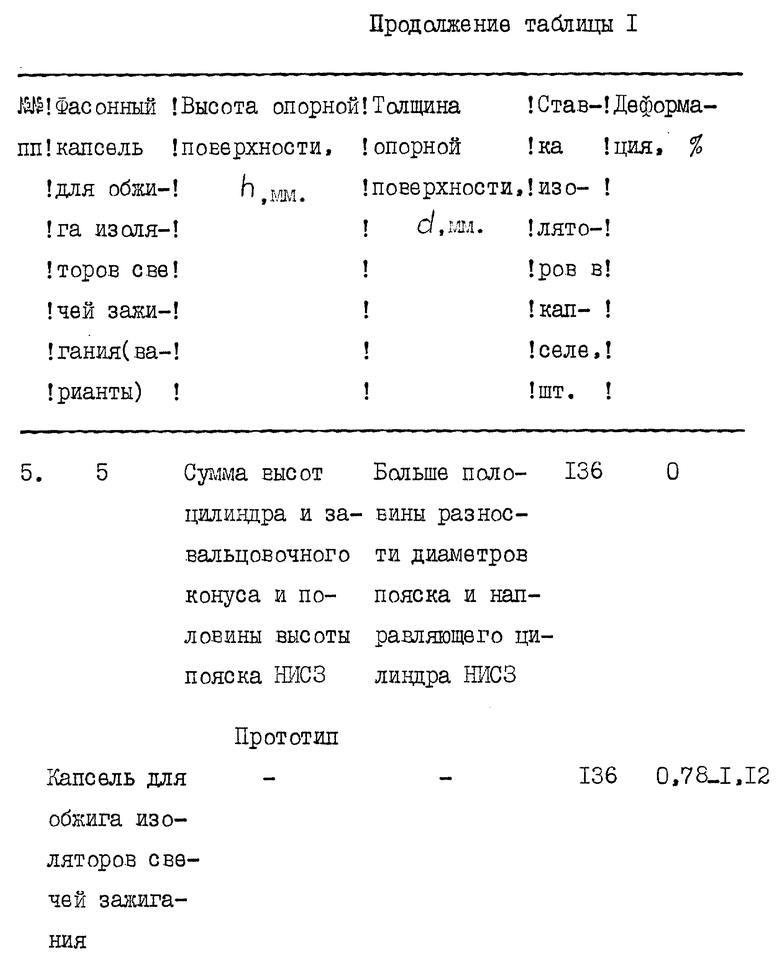
Результаты испытаний заявляемого фасонного капселя для обжига изоляторов свечей зажигания, а также капселя, выбранного в качестве прототипа по нижеуказанной методике, показаны в таблице 1.
Из таблицы видно, что наиболее оптимальным является вариант фасонного капселя 3.
Методика определения деформации изоляторов:
- установка необожженного изолятора торцевой частью цилиндра свечи зажигания на дно фасонного капселя для обжига изоляторов свечей зажигания и на дно прототипа;
- установка фасонного капселя для обжига изоляторов свечей зажигания и прототипа на один уровень вагонетки для идентичности условий обжига;
- обжиг изоляторов свечей зажигания в газовой производственной печи фирмы БРИСЕСКО при температуре от 1650 до 1660oC или обжиг изоляторов в лабораторной электрической печи ТК 64.1750 при температуре от 1650 до 1660oC;
- определение деформации с помощью стержня прямолинейности с допуском полного радиального биения, равным 0,02.
Сравнение заявляемого решения с прототипом показало, что заявляемое решение обеспечивает стопроцентный выход годных изоляторов для свечей зажигания, увеличение производительности высокотемпературных печей и снижение себестоимости выпускаемой продукции.
Фасонный капсель для обжига изоляторов свечей зажигания успешно опробован в условиях промышленного производства на разных типах изоляторов свечей зажигания. Результаты промышленных испытаний в массовом производстве подтверждают результаты лабораторных исследований.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИСТОРА ДЛЯ СВЕЧИ ЗАЖИГАНИЯ | 1998 |
|
RU2138090C1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМОВАНИЯ ВНУТРЕННЕЙ И НАРУЖНОЙ ПОВЕРХНОСТЕЙ ИЗОЛЯТОРА | 1997 |
|
RU2132770C1 |
| СПОСОБ ПОЛУЧЕНИЯ АДСОРБЕНТА | 2003 |
|
RU2228792C1 |
| ШАХТНАЯ ГАЗОВЯ ПЕЧЬ БОЛЬШОЙ ПРОИЗВОДИТЕЛЬНОСТИ ДЛЯ ОБЖИГА КУСКОВОГО МАТЕРИАЛА | 2013 |
|
RU2523640C1 |
| ШАХТНАЯ ГАЗОВАЯ ПЕЧЬ ДЛЯ ОБЖИГА КУСКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2012 |
|
RU2493517C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1998 |
|
RU2133669C1 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2494853C1 |
| НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ПАРОВОЙ ТУРБИНЫ | 2001 |
|
RU2210673C2 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2149923C1 |
Изобретение относится к керамическому производству для обжига изоляторов свечей зажигания двигателей внутреннего сгорания. Фасонный капсель состоит из прямоугольного керамического короба с отформованными в боковых стенках окнами и опорной поверхностью во внутренней части вдоль стенок. Высота опорной поверхности равна сумме высот цилиндра, завальцовочного конуса и половины высоты пояска необожженного изолятора, а толщина не менее половины разности диаметров пояска и направляющего цилиндра необожженного изолятора свечи зажигания. Такая конструкция капселя позволяет получить стопроцентный выход годных изоляторов для свечей зажигания, увеличить производительность высокотемпературных печей и снизить себестоимость продукции. 1 табл., 4 ил.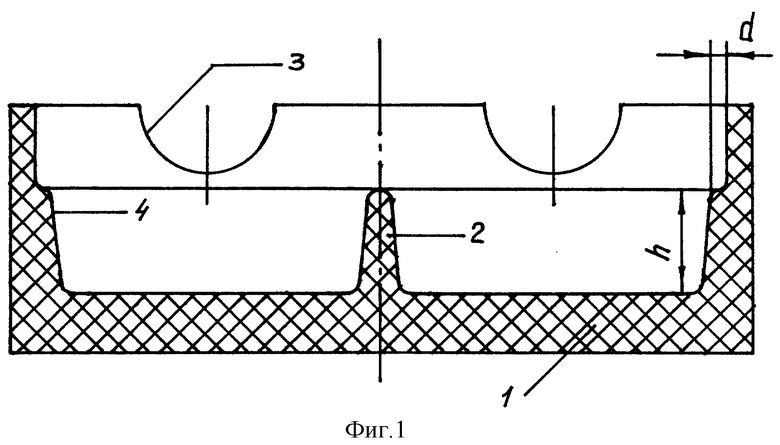
Фасоный капсель для обжига изоляторов свечей зажигания, выполненный в виде прямоугольного короба с окнами в боковых стенках, отличающийся тем, что на внутренних стенках капселя выполнена опорная поверхность, высота которой равна сумме высот цилиндра, завальцовочного конуса и половины высоты пояска необожженного изолятора, а толщина не менее половины разности диаметров пояска и направляющего цилиндра необожженного изолятора свечи зажигания.
| МИШИН В.П | |||
| и др | |||
| К вопросу о деформации изоляторов свечей зажигания при высокотемпературном обжиге | |||
| Технологический институт Саратовского гос.техн.университета | |||
| - Энгельс, 1999, депонировано в ВИНИТИ 31.08.1999, N 2760 - В99, SU 793957 A1, 22.01.1981 | |||
| СПОСОБ УДАЛЕНИЯ ТЕРМОПЛАСТИЧНОЙ СВЯЗКИ ИЗ КЕРАМИЧЕСКОЙ ЗАГОТОВКИ И МНОГОМЕСТНЫЙ КАПСЕЛЬ ДЛЯ УДАЛЕНИЯ СВЯЗКИ | 1994 |
|
RU2100318C1 |
| DE 3330569 A1, 07.03.1985 | |||
| БЕСКОНТАКТНАЯ СЛЕДЯЩАЯ СИСТЕМА К ЛЕНТОЧНОМУ | 0 |
|
SU309887A1 |
| НИКУЛИН Н.В | |||
| и КОРТНЕВ В.В | |||
| Производство электрокерамических изделий | |||
| - М.: Высшая школа, 1970, с.285 - 291. | |||

