Для обжига фарфоро-фаянсовых изделий применяется шамотный капсель. Качество шамотных канселей не удовлетворяет нужд фарфоровой промышленности вследствие малой их оборачиваемости, составляющей в среднем 3-4 оборота. При такой оборачиваемости на 1 тонну фарфора фактически расходуется почти 2 тонны капселей. Такого огромного расхода orHeynopiHiix материалов на 1 тонну выпускаемой основной продукции нет ни в одной отрасли промышленности. Влияние качества капселей на качество фарфора и фаянса очень велико :А быть сравниваемо с влиянием качества огнеупора па основную продукцию, изготовленную в других отраслях промышленности.
Таким образом фарфоро-фаянсовая промышленность по масштабу производства огнеупорных изделий занимает по тоннажу одно из первых мест носле огнеупорной рромышленности.
В таких условиях даже небольшое улучшение капселей, хотя бы на , должно дать значительный техно-экономический эффект, главным образом, за счет сокраш,ения масштаба производства капселей и повышения качества фарфора и фаянса.
Недостаточная удовлетворительность качества канселей способствует снижению качества фарфора и фаянса. Низкое качество шамотных капселей заключается в следуюш,ем:
1.Высокое содержание влаги в массах (17-20/«) вызывает необходимость сушки капселя и расхода гипса на формы.
2.Неточные размеры и геометрически неправильная форма. Большая усадка - до .
3.Малая механическая прочность в обожженном виде.
4.Недостаточная устойчивость к действию раздавливаюш,их усилий (деформация) при высокой температуре, что иногда вызывает «подсадку капселей и порчу изделий.
5.Малая термическая устойчивость, свойственная шамотному огнеупору и способствующая отскакиванию зерен шамота, что вызывает засорение изделий.
Все вышеуказанные недостатки вызываются несовершенством самого шамотного способа производства. Одним из наиболее совершенных из современных способов производства является многошамотный способ. Трамбованные пневматическими трамбовками или прессованные многошамотные изделия отличаются от шамотных целым рядом преимуш,еств. Многошамотный .капсель, изготовленный трамбованием, будет иметь следующие свойства:
1.Высокая механическая прочность в сырце и малое содержание влаги в пределах .
2.Геометрически правильная форма, точные размеры и незначительная огневая усадка в пределах до 1%.
3.Высокая механическая прочность после-обжига.
4.Повышенная устойчивость к дейКажущаяся пористость /„
Временное сопротивление сжатию is кг1с.ч-..
Начало размягчения прц высокой температуре под нагрузкой 2 кг/смТермическая устойчивость в теплосменах (15°-850°-15°) при охлаждении и нро точной воде втеплосменах
На основании вышеизложенного можно полагать, что многошамотиый капсель будет минимум в 2 раза луч1не, чем обычный шамотный.
Для организации производства многошамотных капселей необходимо иметь металлические формы, которые в этом производстве имеют решаюш;ее значение как в отношении качества изделий, так и производительности труда. Такие формы для пневматического трамбования капселей дном кверху известны.
Предлагаемая данным изобретением форма также предназначена для формовки огнеупорных капселей дном кверху, но отличается оригинальным устройством для выема изделия из формы. Под дном формы расположено горизонтальное кулачковое кольцо. При повороте этого кольца оно своими кулачками приподымает штифты вкладыша вместе с расположенным на последнем готовым изделием. Поднятое изделие окончательно вынимается зубчатым стержнем, поднимающим вкладыш, образующий дно изделия.
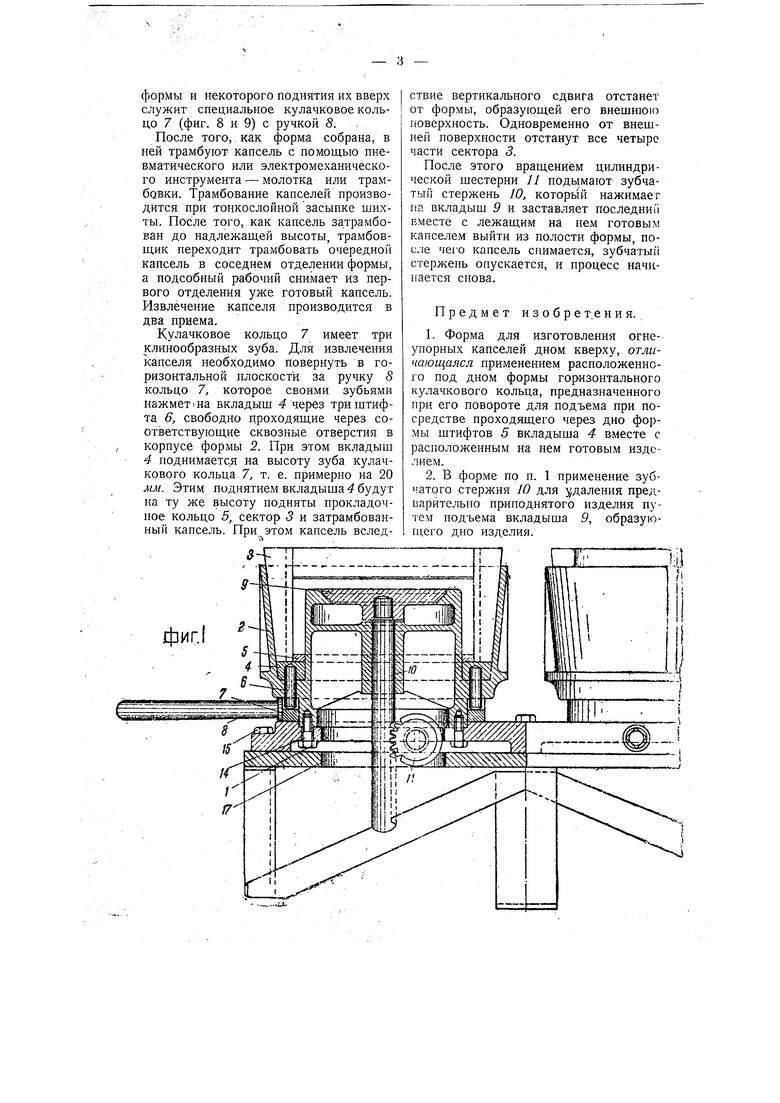
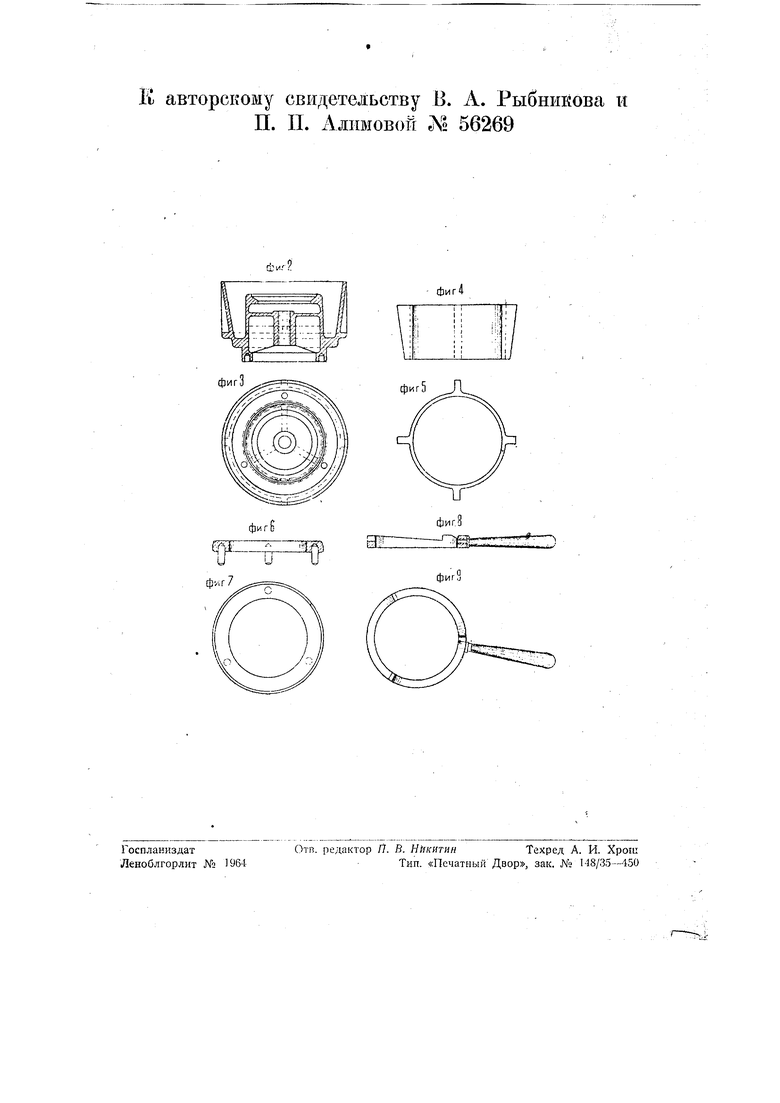
На чертеже фиг. 1 представляет общий вид формы для изготовления огнеупорных капселей; фиг. 2 и 3 - корствИю раздавливающих усилий при высокой температуре.
5. Весьма большая термическая устойчивость.
Все вышеуказанные свойства присущи многошамотным изделиям. Ниже, в целях сравнения, приводятся свойства обычного щам&тного огнеупора и свойства многошамотного огнеупора полученного автором из латнинских и боровичских глин на опытной установке Института Огнеупоров, подтвержденные опытами в производственном масштабе на соответствующих предприятиях.
Миогопгамотныи огноупор
12-15 500-1000 1430-1510°
12 -, 18По.11учена серия из 22 шихт огнеупоров, на которых преходит шлше, 80-150-300-435 тсплосмеи с водяным ох.таждспием.
пус формы В виде сбоку и в плане; фиг. 4и 5 - сектор формы в двух видах; фиг. 6 и 7 - вкладыш формы; фи 8 и 9 - кулачковое кольцо.
Форма имеет два отделения. При трамбовании капселя в одном отделении подсобный рабочий снимает готовый капсель из второго отделения. Форма представляет собой стол /7, на котором закрепляется основание У с помощью болтов 15.
Па столе 17 закрепляются два корпуса 2 формы (фиг. 2 и 3), укрепленные на основании У помощью болтов М. Во внутреннюю часть корпуса У формы свободно вставляется вкладыш 4 (фиг. 6 и 7), имеющий в своей нижней части три запрессованных штифта 6. Затем в форму опускается кольцеобразный сектор 3 (фиг. 4 и 5), разрезанный на четыре части. После установки сектора 5 в форму сверху вкладывается прокладочное кольцо 5. Та часть корпуса 2 формы, которая образует внутреннюю стенку капселей, прикрывается специальным вкладышем 9, который служит основанием для трамбования капселя и для его подъема вверх после отставания от стенок формы,. Для освобождепия .,капселей из
формы и некоторого поднятия их вверх служит специальное кулачковое кольцо 7 (фиг. 8 и 9) с ручкой 8.
После того, как форма собрана, в ней трамбуют капсель с помощью пневматического или электромеханического инструмента--молотка или трамбовки. Трамбование капселей производится при тонкослойной засыпке шихты. После того, как капсель затрамбован до надлежащей высоты, трамбовщик переходит трамбовать очередной кансель в соседнем отделении формы, а подсобный рабочий снимает из первого отделения уже готовый капсель. Извлечение капселя производится в два приема.
Кулачковое кольцо 7 имеет три клинообразных зуба. Для извлечения капселя необходимо повернуть в горизонтальной плоскости за ручку 5 кольцо 7, которое своими зубьями нажмет I на вкладыщ через трищтифта 6, свободно цроходящие через соответствующие сквозные отверстия в корпусе формы 2. При этом вкладыш 4 поднимается на высоту зуба кулачкового кольца 7, т. е. примерно на 20 лш. Этим поднятием вкладыща 4 будут на ту же высоту подняты прокладочное кольцо 5, сектор 3 и затрамбованный капсель. При, этом капсель вследствие вертикального сдвига отстанет от формы, образующей его внешнюю поверхность. Одновременно от внещней поверхности отстанут все четыре части сектора 5.
После этого вращением цилиндрической шестерни // подьшагот зубчатый стержень W, которьтй нажимает па вкладыш 9 и заставляет последниИ вместе с лежащим на нем готовым капселем выйти из полости формы, после чего капсель снимается, зубчатый стержень опускается, и процесс начинается снова.
Предмет нзобрет.ения.
1.Форма для изготовления огнеупорных капселей дном кверху, отличающаяся применением расположенного под дном формы горизонтального кулачкового кольца, предназначенного при его повороте для подъема при посредстве проходящего через дно формы штифтов 5 вкладыша 4 вместе с расположенным на нем готовым изделием.
2.В форме по п. 1 применение зубчатого стержня 10 для у;даления предварительно приподнятого изделия путем подъема вкладыша 9, образую1цего дно изделия. к авторскому свидетельству В. П. П. Алимовой Ли А. Рыбникова и 56269
фиг 4
