Уже известны приспособления для изгибания труб поворотными роликами, из которых один снабжен захватом для трубы.
Этот ролик, вращаясь, изгибает трубу в сторону вращения. Второй ролик, вращаясь в противоположном направлении, придает месту изгиба гладкость. В часть трубы, остающуюся при изгибании неподвижной, вводят оправку.
Предлагаемое приспособление для изгибания труб относится к приспособлениям подобного рода, но отличается от них тем, что оправка снабжена на переднем конце раздвижными роликами и выполнена вращающейся и передвижной в осевом направлении. Это дает возможность одновременно с изгибанием развальцовывать неподвижные части трубы.
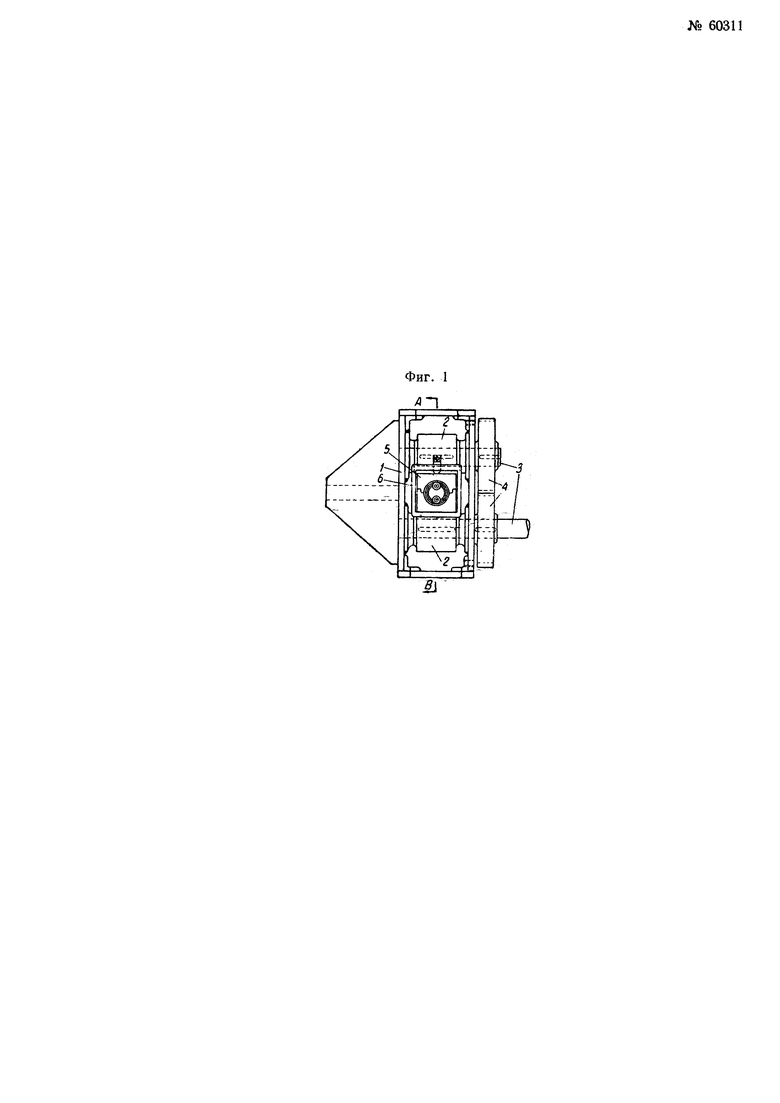
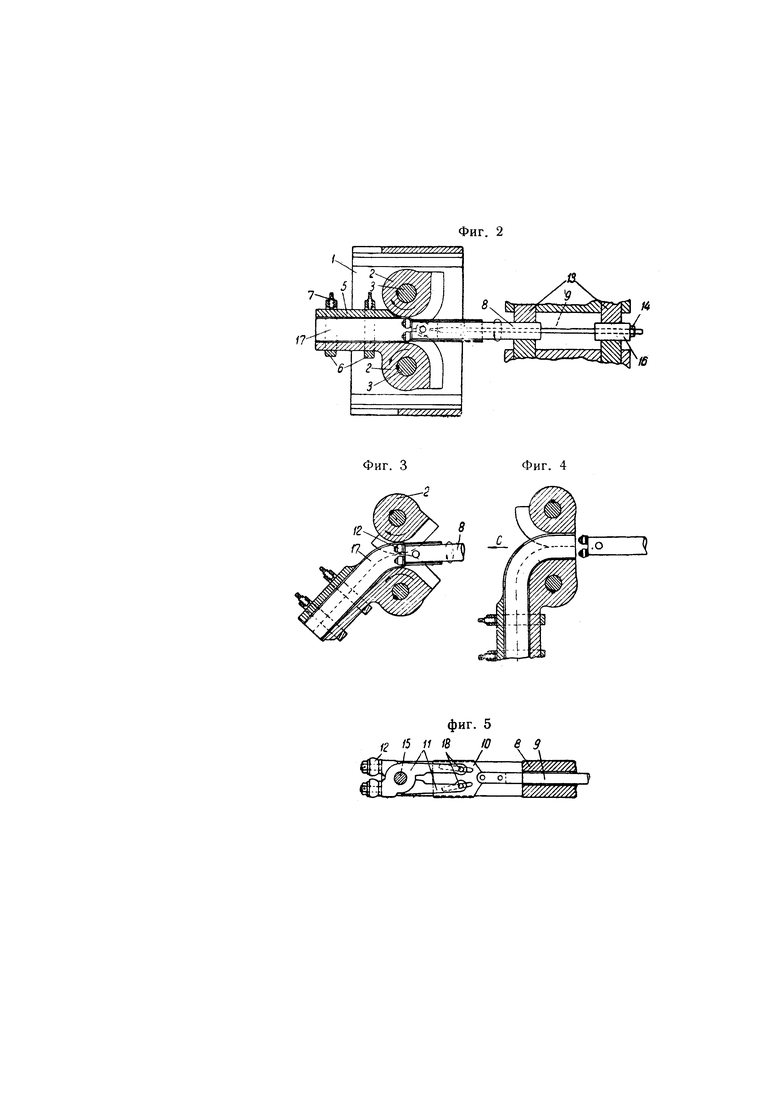
На фиг. 1 показан вид спереди приспособления для осуществления предлагаемого способа; на фиг. 2 - разрез по АВ фиг. 1; на фиг. 3 и 4 - два последующих положения роликов и оправки во время процесса изгибания и развальцовки трубы; на фиг. 5 - устройство оправки.
В коробке 1, прикрепленной к супорту токарного станка, на валиках 3, связанных между собой шестернями 4, укреплены ролики 2, играющие роль матриц-копиров.
В патроне токарного станка зажимается кулачками 13 оправка 8 (фиг. 2 и 5), представляющая собой развальцовку, состоящую из полого вала с продольным вырезом на конце, в котором помещаются два рычага 11, выполненные в форме клещей, с осью вращения 15.
На коротких плечах рычагов 11 закреплены свободно вращающиеся ролики 12, длинные же плечи рычагов имеют вырезы, в которые пропущена распорная пластинка 10 с расположенными под углом пазами, в которых скользят пальцы 18, укрепленные на концах длинных плечей рычагов 11.
К распорной пластинке 10 прикреплен конец тяги 9, проходящей сквозь полый вал оправки 8 и втулки 16 и имеющей на другом нарезанном конце гайку 14. Вращая последнюю, можно оттягивать тягу 9 или подавать ее вместе с пластинкой 10, что, в свою очередь, вызывает сближение или разведение роликов 12.
Супорт токарного станка с прикрепленной к нему коробкой 1 устанавливается так, чтобы центры роликов 12 развальцовки и центры роликов 2 лежали на одной вертикальной оси, как показано на фиг. 2 и 3.
Если требуется изогнуть трубу и одновременно ее развальцовать, то для этого берут трубу 17, у которой уже предварительно развальцована некоторая ее часть, по длине соответствующей длине колена. Труба 17 вводится между верхним и нижним роликами 2 (фиг. 2) и крепится к нижнему ролику при помощи накладки 5 и хомутов 6 винтами 7.
Чтобы накладка 5 не смяла цилиндрического участка трубы, в него вводят разрезную втулку с конусным сердечником, разжимающим трубу изнутри.
После установки заготовки в роликах 2 ролики 12 разводятся на требуемый диаметр, и станок пускается в ход.
Супорт станка передвигает коробку 1 влево (фиг. 2), а оправка 8 вращается, благодаря чему происходит развальцовка трубы с меньшего диаметра на больший. Одновременно нижний ролик 2 поворачивается против часовой стрелки на требуемый угол (в данном случае на 90°), а верхний ролик - по часовой стрелке. Труба 17 при этом изгибается. Последовательные положения роликов 2, оправки 8 и трубы 17 даны на фиг. 2, 3 и 4.
По окончании развальцовки оправка 8 выходит из трубы, благодаря движению супорта станка, по направлению стрелки С (фиг. 4). Этим приспособлением можно изгибать и развальцовывать трубу и без предварительной развальцовки части ее длины.
В этом случае сначала ведут только операцию развальцовки и, только развальцевав определенную часть трубы, включают механизм поворота роликов 2 для изгибания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для забивки игл в деревянные планки | 1931 |
|
SU26435A1 |
| Приспособление к токарному станку для нарезки труб | 1933 |
|
SU44420A1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ ПРАВКИ КОНЦОВ ТРУБОК | 1927 |
|
SU6213A1 |
| Станок для изгибания бетонной арматуры | 1928 |
|
SU23740A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТРАНЕНИЯ ПОРЧИ ЛЕЗВИЯ РЕЗЦА, СЛУЖАЩЕГО ДЛЯ ОБРАБОТКИ ТОРЦОВ КАТУШЕК НА ТОКАРНЫХ АВТОМАТАХ ИЛИ ПОЛУАВТОМАТАХ | 1926 |
|
SU6506A1 |
| РУЧНОЙ РАЗВАЛЬЦОВОЧНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2011 |
|
RU2550679C2 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Станок для изгибания арматурного железа | 1937 |
|
SU54016A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
Приспособление для изгибания труб с помощью поворотных роликов, из которых один снабжен захватом для трубы, с применением оправки, вводимой в трубу, отличающееся тем, что, с целью использования приспособления для одновременного развальцовывания труб, оправка снабжена на переднем конце раздвижными роликами и выполнена вращающейся и передвижной в осевом направлении.
