Известные устройства с переставными упорами, воздействующими или на механизм, выключающий подачу, или на конечные выключатели, производящие реверсирование или останов электродвигателя станка, обеспечивают, так называемую, малую автоматизацию токарного станка.
Предлагаемое приспособление предусматривает более полную автоматизацию работы станка. В нем под действием упоров производится перестановка всех рукояток управления станком в соответствии с заданным технологическим циклом.
Приспособление прикрепляется к фартуку супорта и имеет две периодически передвижных каретки с клавиатурой, снабженной переставными штифтами, устанавливаемыми в соответствии с заданным технологическим циклом. При нажатии на них через травесы концевыми упорами включаются муфты сцепления, воздействующие через соответствующие передачи на органы управления станка (пусковую рукоятку, падающий червяк, резцовую головку, продольную и поперечную подачи и др.).
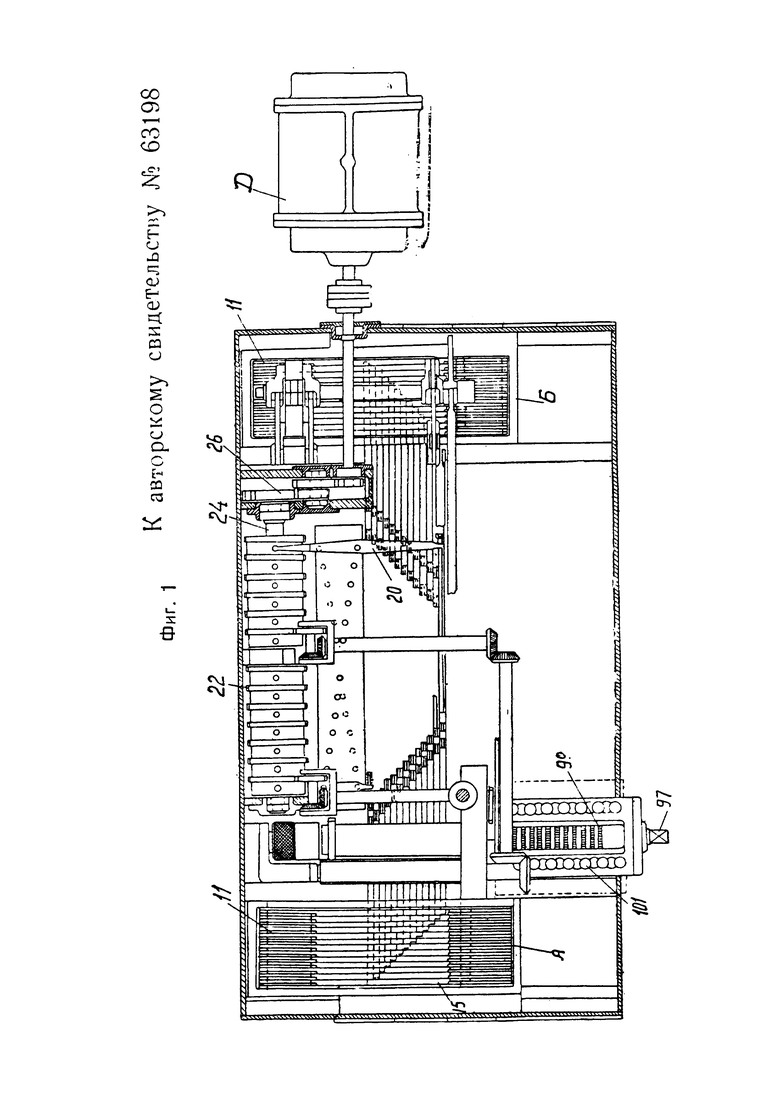
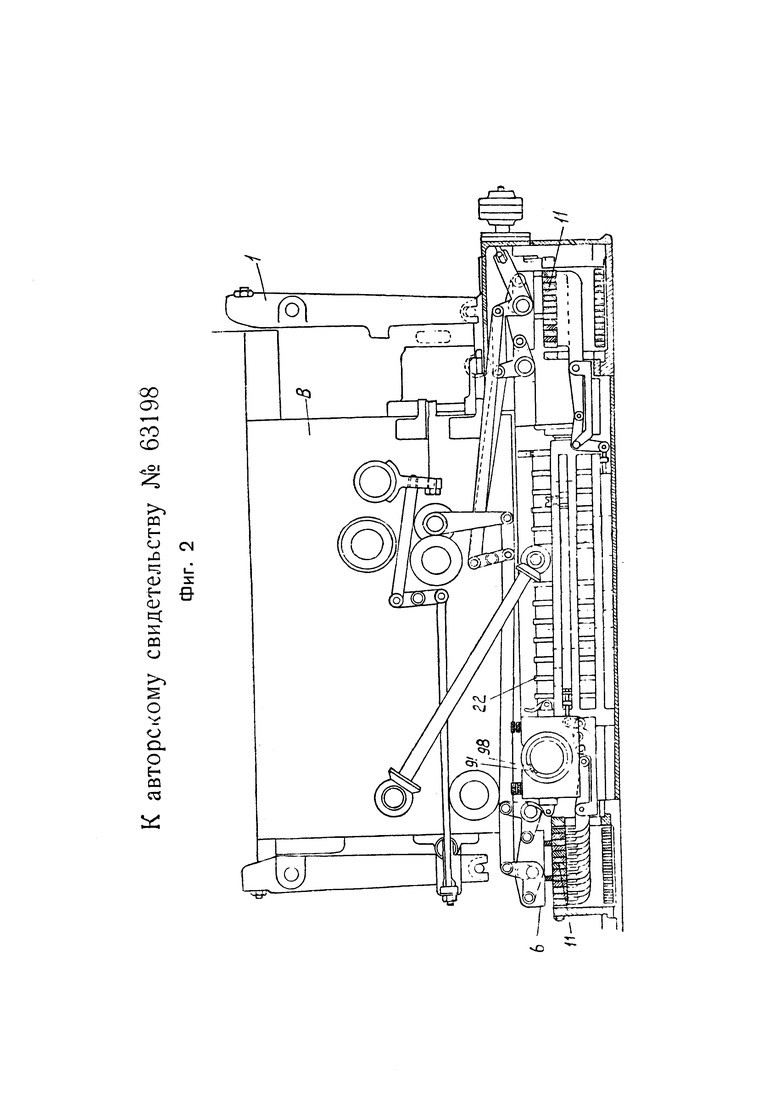
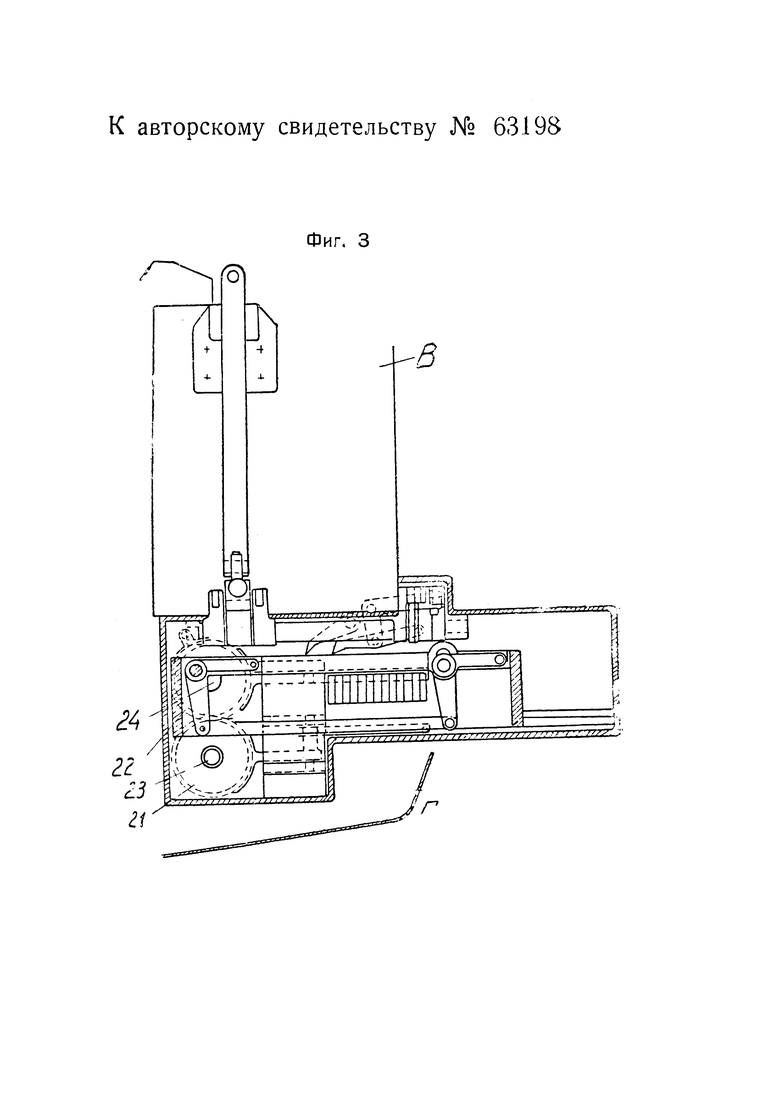
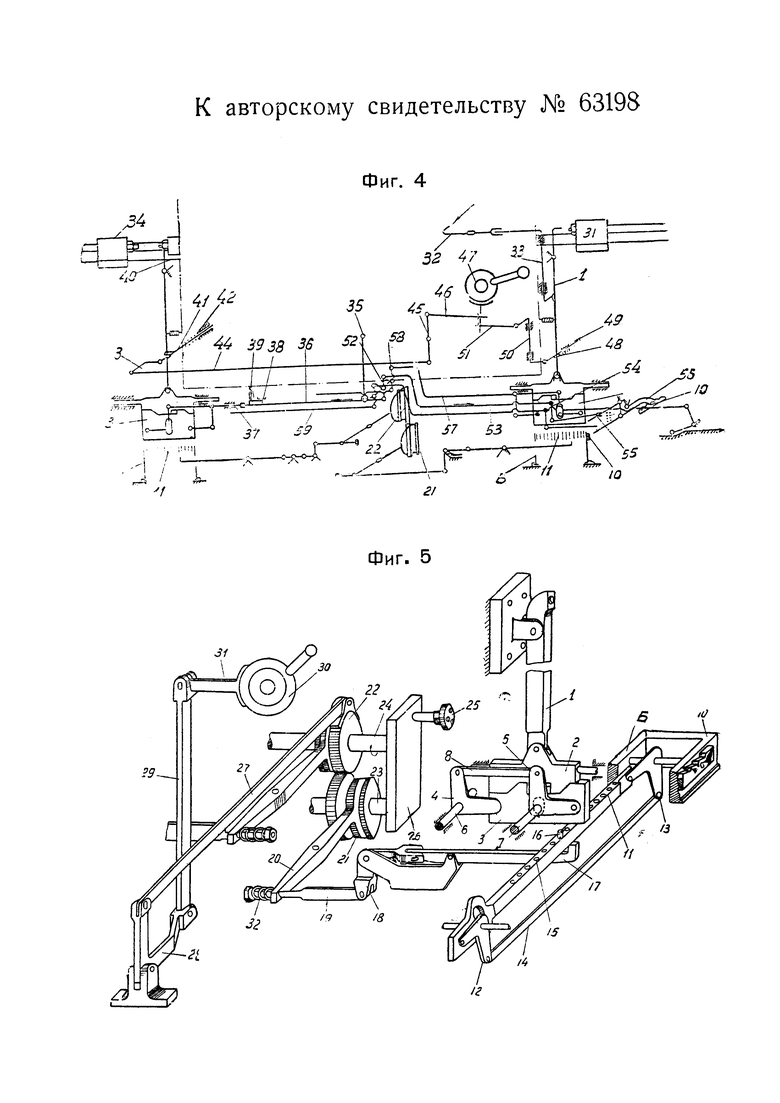
На чертеже фиг. 1 изображает общий вид приспособления в плане, фиг. 2 - вид спереди, фиг. 3 - вид с торца, фиг. 4 - схему управления продольным супортом, фиг. 5-6 - схему управления одной из рукояток станка, фиг. 7, 7а, 7б и 7в схему и детали механизма управления поперечной подачей, фиг. 8 и 9 - схемы фиксации муфт поперечного винта, фиг. 10 - схему устройства механизма возврата приспособления в исходное положение, фиг. - 11 устройство переставных упоров, фиг. 12 - схему распределения управления фрикционных муфт.
Предлагаемое приспособление разработано применительно к токарному станку изготовления завода «Красный пролетарий», но с небольшими конструктивными изменениями оно может быть использовано и на других токарных станках. Оно позволяет осуществлять автоматически в любом предусмотренном технологическим процессом порядке следующие операции: подрезку, проточку, расточку, проточку канавки и фаски, нарезание резьбы, отрезку; кроме того при помощи приспособления производится автоматическое переключение супорта с рабочего хода на холостой (и наоборот), автоматическая перестановка упорных вкладышей, отвод супорта по достижении деталью заданного размера и, наконец, по окончании обработки - отвод супорта и остановка станка.
Приспособление помещается под фартуком В станка в пространстве между фартуком и желобом Г (фиг. 1 и 3) и приводится в действие от электродвигателя D, который через редуктор 26 сообщает вращение двум валикам 23 и 24. На валиках насажены пластинчатые фрикционные муфты 21 и 22 (фиг. 3 и 5) в количестве, нужном для управления намеченными рукоятками станка. Для данного станка имеется по тринадцать муфт на каждом из валиков. Муфты верхнего валика 24 и нижнего валика 23 - перемещают рукоятки в противоположных направлениях.
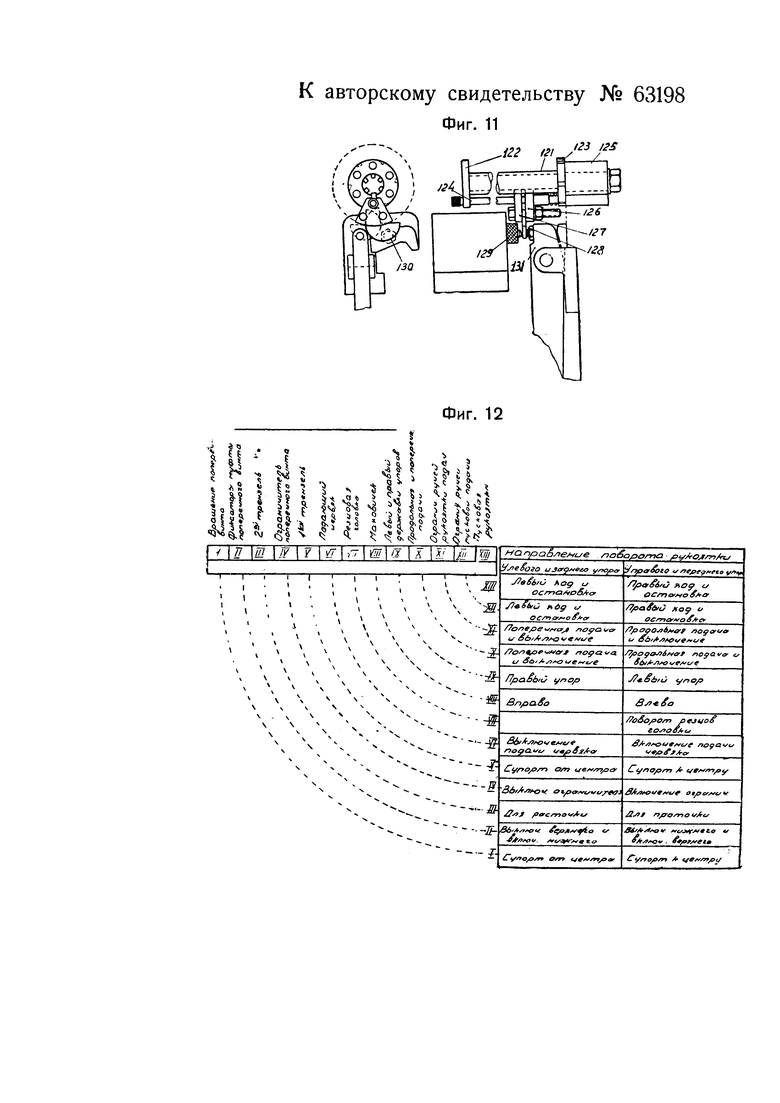
Из схемы на фиг. 12 для данного станка видно, какими элементами станка управляет каждая из тринадцати муфт, обозначенных на схеме под номерами I-XIII, а также, какие перемещения соответствующих элементов станка осуществляет каждая.
В корпусе приспособления вместе с фрикционными муфтами монтированы две передвижных каретки А и Б (фиг. 1), перемещающихся в направлении, перпендикулярном линии центров станка. Каждая из кареток несет клавиатуру, состоящую из клавиш, количество которых соответствует числу фрикционных муфт 21, 22, причем клавиатура одной из кареток управляет включением фрикционных муфт валика 24, а другой - муфт валика 23 (фиг. 5). Клавиатура вместе с соответствующей кареткой (А или Б) движется скачкообразно, шагами, и всего может сделать пятнадцать шагов. Каждая из клавиш 11 имеет резьбовые отверстия 15 (фиг. 5), количество которых соответствует числу шагов клавиатуры. Для того чтобы какая-либо из клавишей была нажата при перемещении клавиатуры в определенный момент в соответствующее ее отверстие 15 вставляется штифт 16, на который и нажимает траверса 3 под действием рычага 1, перемещаемого от конечного упора, установленного на станке. Траверса 3 нажимает лишь на ту клавишу, в которую вставлен штифт, благодаря чему приводится в действие лишь та фрикционная муфта, которая управляется соответствующей ей клавишей.
Таким образом можно построить приспособление, например, на пятнадцать ходов супорта в любом направлении и столько-же в обратном, что достаточно для любой токарной обработки при одной установке. Действие механизма переключения какой-либо из рукояток управления видно из фиг. 5 и происходит таким образом.
При подходе супорта к конечному упору (в данном случае к правому) происходит нажатие на рычаг 1, нижний конец которого перемещается вправо и двигает в том же направлении траверсу 2, помещенную в продольных направляющих и имеющую косые выступы, воздействующие на соответствующие косые выступы траверсы 3.
Траверса 3 шарнирно подвешена к угловым рычагам 4 и 5, поворотным на осях 6 и 7 и соединенных между собою планкой 8.
Вследствие равенства плеч рычагов 4 и 5 траверса 3 является звеном четырехшарнирного механизма и поэтому при нажатии будет двигаться вниз поступательно. Для прохода оси 7 в траверсе 3 сделано овальное отверстие. Под траверсой 3 помещается в направляющих каретка Б, которая под воздействием собачки (не указанной на схеме) на зубчатую рейку 10 при каждом подходе супорта к левому упору двигается вперед на один зуб рейки.
В каретке Б помещается ряд клавиш 11, из которых на схеме показана только одна; она шарнирно подвешена к горизонтальным плечам угловых рычагов 12 и 13, оси вращения которых закреплены в стенках каретки Б. Рычаги 12 и 13, планка 14 и клавиши 11 также образуют четырехшарнирный механизм, и поэтому клавиша 11 при нажатии будет двигаться вниз поступательно. Расстояние между резьбовыми отверстиями 15 равно шагу зубчатой рейки 10. При движении вниз траверса 3 нажимает на штифт 16. Клавиша 11 движется вниз и через рычаги 17 и 18, тягу 19 и вилку 20 включает фрикционную муфту 21. Такой же механизм при подходе супорта к левому упору может включить фрикционную муфту 22, расположенную над фрикционной муфтой 21. Наружные корпусы фрикционных муфт 21 и 22 сцепляются между собою зубчатыми ободами (фиг. 5). Кроме того к ободу муфты 22 прикреплено ушко, посредством которого муфта 22 через систему рычагов 27, 28 и 29 поворачивает рукоятку 30 станка; к последней для присоединения механизма прикреплен дополнительный рычажок 31.
Включение фрикционной муфты может быть произведено только в том случае, если против опускающейся траверсы 3 в отверстие клавиши 11 ввернут штифт. Таким образом, ввернув в соответствующие отверстия 15 штифты 16, можно задать заранее моменты включения рукояток станка, причем, если будет включена муфта 22, то рукоятка повернется в одну сторону, если же будет включена муфта 21, то она посредством зубчатого венца заставит корпус муфты 22 повернуться в обратную сторону, и рукоятка станка также повернется в обратном направлении.
Поскольку в каретке Б помещено столько клавиш, сколько нужно для управления намеченными рукоятками станка, и каждая из них через соответствующий рычаг включает свою фрикционную муфту (которых на валиках 23 и 24 помещено столько же, сколько имеется клавиш), а каждая фрикционная муфта связана с соответствующей рукояткой станка, можно автоматически управлять всеми намеченными рукоятками станка в течение такого количества ходов супорта, сколько имеется резьбовых отверстий в каждой клавише и сколько шагов вперед может сделать клавиатура.
Пружина 32, через которую тяга 19 передает усилие на вилку 20, включающую фрикционную муфту, позволяет создать такой крутящий момент, передаваемый фрикционной муфтой, который был бы в 1,5-2 раза больше крутящего момента, потребного для поворота рукоятки станка. Поэтому после того как фрикционная муфта заставит до отказа повернуться рукоятку станка, происходит проскальзывание фрикционной муфты до тех пор, пока супорт не отойдет от упора и, следовательно, пока не прекратится нажатие на вилку фрикционной муфты.
На фиг. 4 изображена принципиальная схема управления продольным супортом.
Правая клавиатура приводится в действие при подходе супорта к правому или к переднему упору 31. Действие траверсного механизма при подходе к правому упору было описано выше. При подходе же к переднему упору (на чертеже не изображен) супорт нажимает на конец рычага 32 в направлении стрелки; от рычага 32 движение передается через валик 33 на рычаг 1. Дальше действие происходит так же, как и при подходе к правому упору. При подходе же супорта к левому или к заднему упору 34 приводится в действие левая траверса, причем, если работа, происходит от ходового валика, то при подходе супорта к левому или к заднему упору, начнет отходить зубчатая муфта падающего червяка станка, которая своим торцом давит на рычаг 35, выходящий наружу сквозь стенку фартука.
От рычага 35 через тягу 36 и шток 37, движение передается на верхнее звено четырехшарнирного механизма; траверса 3 начинает опускаться и давит на штифты, ввернутые в клавиши 11.
Если тяга 36 продвинется на 10 мм и вследствие неисправности нужные рукоятки не переключатся, то выступ тяги 36 пройдет мимо упора 38 и пружина 39 поднимет тягу 36 (тяга 36 и шток 37 соединены в замок), в результате чего выключается действие механизма и дальше срабатывает падающий червяк, который выключает самоход.
Бели же движение супорта происходит от ходового винта (при нарезке резьбы), то при подходе к левому упору 34 нажатие происходит на упорный рычаг 40, который приводит в действие левый траверсный механизм так же, как это было описано при рассмотрении работы правого траверсного механизма.
В приспособлении предусмотрено также предохранительное устройство и для работы при нарезании резьбы, которое действует следующим образом.
Если при нажатии на упорный рычаг 40 нижний конец последнего подвинется на 10 мм и нужные рукоятки станка не переключатся, то зуб предохранителя 41 выйдет из зацепления с рычагом 40 и под действием пружины 42 предохранитель 41 через рычаги 43, 44, 45, 46 выключит рукоятку маточной гайки 47.
Если при подходе к правому упору при нарезании резьбы приспособление не переключит нужные рукоятки, то зуб предохранителя 48 выйдет из зацепления с рычагом 1 и пружина 49 заставит предохранитель 48 через рычаги 50 и 51 выключить рукоятку маточной гайки 47.
Передвижение клавиатур происходит следующим образом. При подходе супорта к левому или заднему упору приходит в действие левый траверсный механизм 3, который потянет влево шток 37. Последний через тягу 36, рычаг 52 и тягу 53 нажмет на плечо рычага 54, на другом плече которого имеется вилка, нажимающая на рычаг 55 подающей собачки 56; собачка толкает зубчатую рейку 10, прикрепленную к каретке клавиатуры; шаг рейки 10 такой же, как и шаг отверстий в клавишах.
Подающая собачка 56 подвигает клавиатуру вперед несколько более, чем на шаг рейки, причем собачка 56 заскочит за новый зуб рейки и, когда рычаг 55 отойдет в исходное положение, пружина прижмет клавиатуру к собачке 56. Точно так же при подходе супорта к правому или переднему упору приходит в действие правый траверсный механизм, который через тяги 57, 58 и 59 аналогичным образом передвинет на один шаг левую клавиатуру.
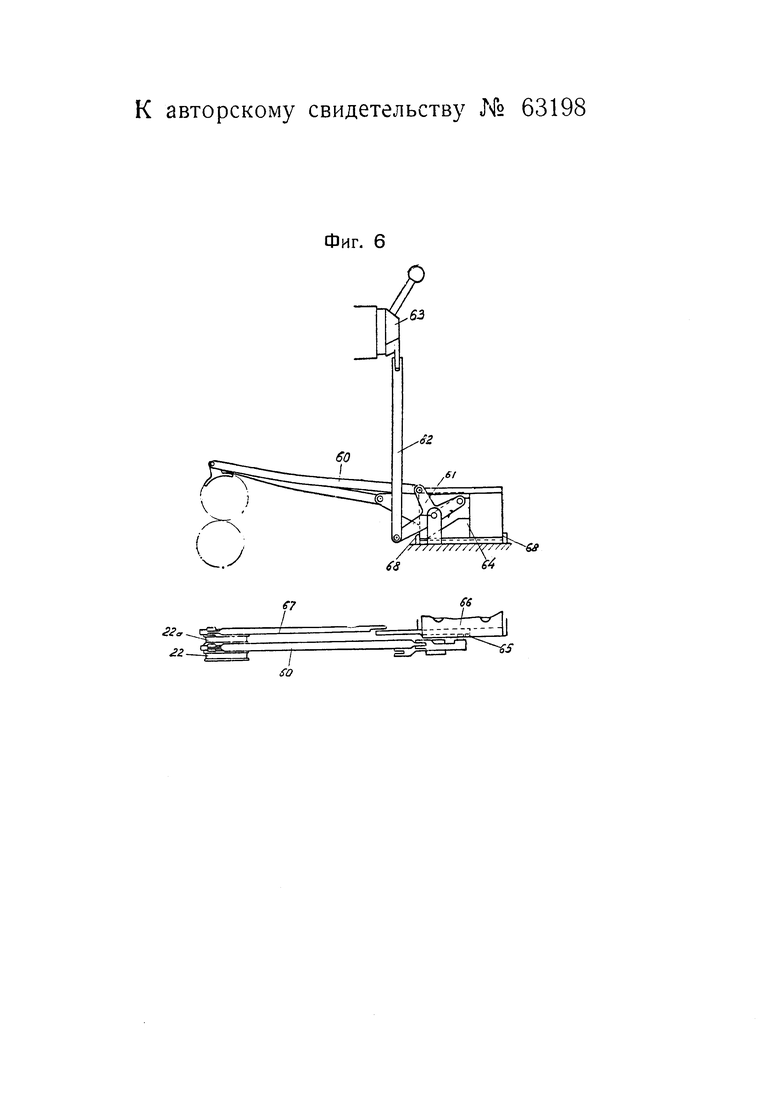
Некоторые рукоятки станка могут быть поставлены в три положения (так например, на станке VDF пусковая рукоятка имеет положения: «правый ход», «остановка» и «левый ход», а рукоятка подач имеет положения: «продольная подача» «выключено», «поперечная подача»). Для управления этими рукоятками приходится применять по две пары фрикционных муфт. Схема механизма управления подобной рукояткой приведена на фиг. 6. Фрикционная муфта 22 через тягу 60 поворачивает рычаг 61, который через тягу 62 поворачивает в ту или другую сторону рукоятку станка 63. Для того чтобы фрикционная муфта 22 повернула рукоятку из одного крайнего положения до среднего положения, а не до другого крайнего, служит ограничивающий ручей (паз) планки 64, в который входит палец 65 рычага 61. Планка 64 ходит по направляющим стойки 66 и фрикционной муфты 22а и через тягу 67 может быть перемещена вперед или назад до упора 68, причем, против пальца 65 будет находиться или верхний или нижний конец ручья планки 64. Ручей в планке 64 выполнен таким образом, что палец 65, упираясь в нижнюю стенку верхнего конца ручья и в верхнюю стенку нижнего конца, ставит рычаг 61, а следовательно, и рукоятку 63 в среднее положение. Таким образом, если планка 64 находится в покое, то рукоятка может быть переключена только из крайнего положения в среднее. Если же нужно рукоятку переключить из одного крайнего положения сразу в другое крайнее положение, то одновременно с поворотом рычага 61 должна перемещаться и планка 64, т.е. одновременно должны быть включены обе муфты 22 и 22а.
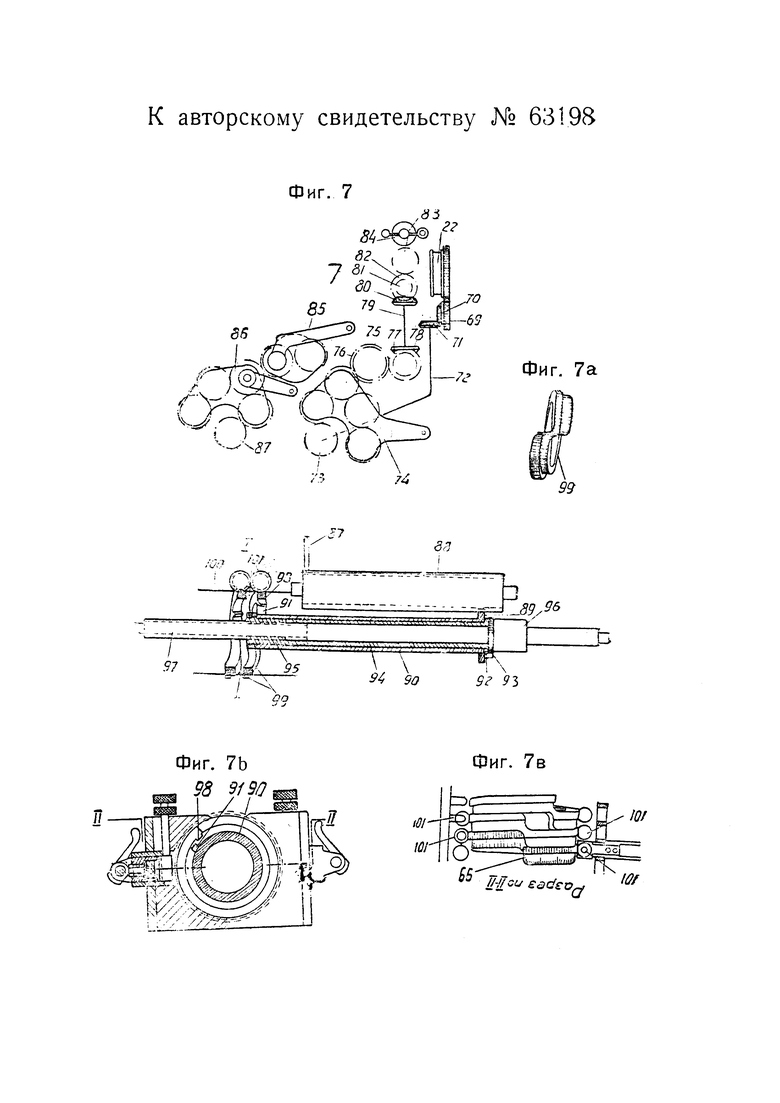
Для управления винтом поперечной подачи применяется механизм, изображенный на фиг. 7. Фрикционная муфта 22 через зубчатый венец передает вращение цилиндрической шестерне 69 и через пару конических шестерен 70 и 71 и валик 72 - движение шестерне 73; дальше через трензель 74 шестерни 75, 76, 77, 78, валик 79, пару конических шестеренок 80, 81 и цилиндрические шестерни 82, 83 движение передается на шестерню 84, имеющуюся на поперечном винте. Трензель 74 позволяет давать движение поперечному винту в направлении к оси центров и в обратном направлении.
Если требуется, чтобы приспособление работало по нониусу поперечного винта, то через накидную шестерню 85 к цепи, передающей движение поперечному винту, может быть присоединен нониусный механизм, движение к которому передается через трензель 86 и шестерню 87.
Нониусный механизм действует следующим образом. Шестерня-барабан 88, получающая движение от шестерни 87, постоянно находится в зацеплении с шестерней 89, жестко скрепленной со втулкой 90, снабженной выступом 91. На торце шестерни 89 монтирована собачка 92, находящаяся в зацеплении с храповым колесом 93, скрепленным с втулкой 94, имеющей на одном конце гайку 95 и на другом конце - фрикцион 96. Гайка 95 находится в зацеплении с неподвижным винтом 97 (с правой резьбой), по гладкому концу которого ходит фрикцион 96. Втулка 90 вместе с шестерней 89 по отношению к внутренней втулке 94 может иметь только вращательное движение. При вращении шестерни 89 вместе с втулкой 90 вправо по ходу винта собачка 92 сцепляется с храповым колесом 93 и вращает в том же направлении внутреннюю втулку 94, которая, вследствие наличия в ней гайки 95, заставляет обе эти втулки двигаться вперед по винту до тех пор, пока выступ 91, двигаясь по винтовой линии, не встретит выступ 98 винтового кольца 99, закрепленного в корпусе 100. Как только выступ 91 упрется в выступ 98, движение останавливается и фрикционная муфта 96 проскальзывает.
Если же вращение шестерни 89 с втулкой 90 происходит влево (против хода винта), то собачка 92 скользит по зубцам храпового колеса 93 и внутренняя втулка 94 вращаться не будет. Фрикцион 96, скрепленный с втулкой 94, создает трение о гладкую поверхность неподвижного винта 97, и поэтому втулка 94 не может иметь вращения без принуждения со стороны собачки 92. Вращение втулки 90 в левом направлении происходит до тех пор, пока выступ 91, двигаясь по кольцевому пути, не упрется в выступ 98 с обратной стороны, т.е. пока втулка 90 не сделает почти полный оборот. Когда наружная втулка 90 вращается влево, то происходит отвод резца от изделия, а когда втулка 90 вращается вправо, по ходу винта, и вместе с втулкой 94 движется вперед в осевом направлении, то происходит подвод резца к изделию и точение по размеру, установленному по нониусу поперечного винта.
Выступ 91 по окончании обработки детали автоматически утапливается и нониусный механизм приходит в исходное положение (фиг. 10).
В корпусе 100 имеется десять винтовых колец 99. Все они одинаковы и имеют на наружной поверхности обод, расположенный по винтовой линии (фиг. 7а). Этим ободом винтовые кольца ходят по винтовой канавке, нарезанной на внутренней поверхности корпуса 100; на этом же ободе винтовых колец 99 нарезан косой зуб, которым они находятся в зацеплении с червяком 101; при помощи червяка каждое такое винтовое кольцо можно повернуть (подвинуть по резьбе в корпусе), вращая за барашек червяка 101; кроме того, на наружной поверхности колец нанесены деления. Для быстрого передвижения винтовых колец каждый червяк 101 может быть выведен из зацепления с зубчатым ободом путем откидывания рукоятки эксцентрика. Для каждого винтового кольца 99 в корпусе расположено по два червяка с тем, чтобы, если зубчатый обод выйдет из зацепления с одним из червяков, можно было действовать другим червяком. Нарезанный в корпусе шаг винтовой канавки принят 10 мм; суммарная ширина выступа 91 наружной втулки и выступа 98 винтового кольца принята такая, чтобы они образовали угол, равный  окружности, и потому, когда выступ 91 при вращении вправо делает поворот на 10/11 окружности, он подвигается вперед на 10 мм - на полный шаг витков в корпусе 100, т.е. пройдет мимо выступа предыдущего винтового кольца и упрется в выступ следующего кольца. Таким образом, установив нужное количество винтовых колец 99 в нужное положение в неподвижном корпусе 100, можно заставить поперечный винт брать нужные размеры, а при обратном ходе, отходить от изделия. Трензель 86 служит для того, чтобы нониусный механизм можно было установить для взятия поперечных размеров при проточке и расточке, причем нониусный механизм и в том и в другом случае работает в одном и том же направлении.
окружности, и потому, когда выступ 91 при вращении вправо делает поворот на 10/11 окружности, он подвигается вперед на 10 мм - на полный шаг витков в корпусе 100, т.е. пройдет мимо выступа предыдущего винтового кольца и упрется в выступ следующего кольца. Таким образом, установив нужное количество винтовых колец 99 в нужное положение в неподвижном корпусе 100, можно заставить поперечный винт брать нужные размеры, а при обратном ходе, отходить от изделия. Трензель 86 служит для того, чтобы нониусный механизм можно было установить для взятия поперечных размеров при проточке и расточке, причем нониусный механизм и в том и в другом случае работает в одном и том же направлении.
Выступ 91 с обратной стороны имеет зуб, который при утоплении входит во впадину на внутренней втулке 94; втулки 90 и 94 оказываются спепленными и при вращении влево, при установке их в исходное положение, будут вращаться и двигаться по неподвижному винту до тех пор, пока гайка 95 не приведет их в исходное положение.
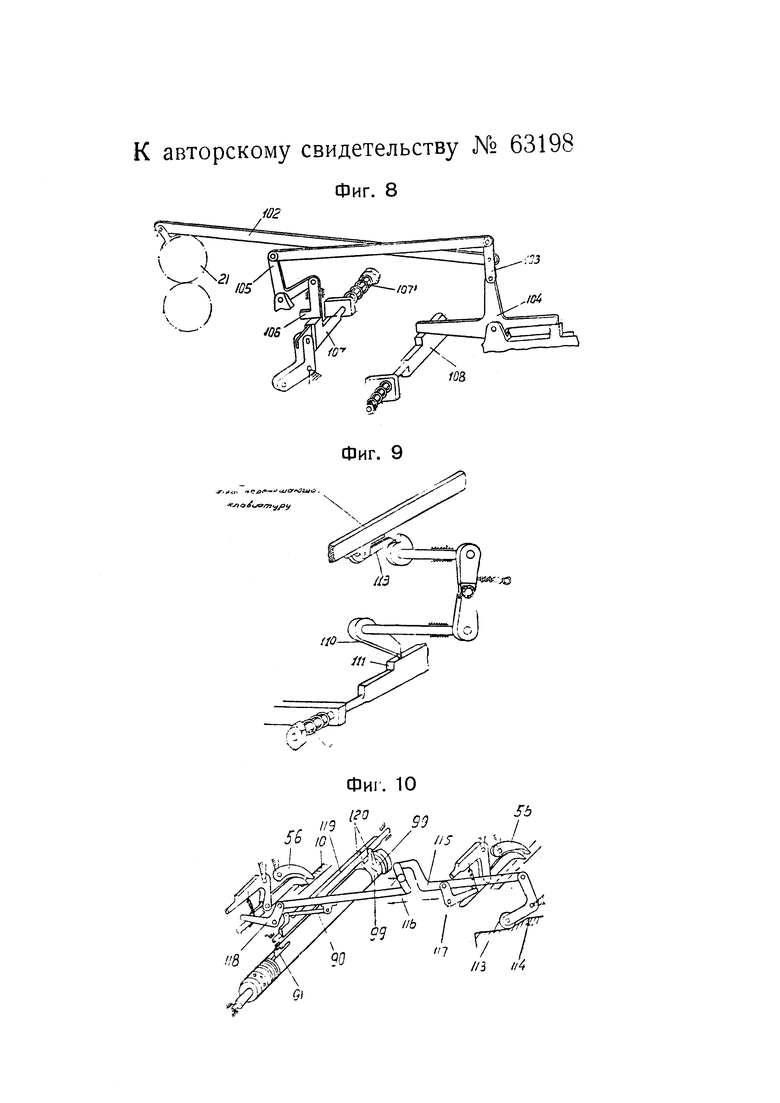
Для того чтобы фрикционная муфта поперечного винта по желанию оставалась включенной после того, как супорт отойдет от упора, в механизме устраиваются фиксаторы для обеих (верхней и нижней) фрикционных муфт поперечного винта; фиксаторами управляет фрикционная муфта 21 по схеме, приведенной на фиг. 8.
При повороте фрикционной муфты (например вправо) тяга 102 нажимает на коромысло 103, которое будет стремиться повернуть рычаг - защелку 104 в сторону выключения фиксации нижней вилки и в то же время будет стремиться через рычаг 105 переместить вниз ползунок 106, который при натянутой тяге 107 заходит за заплечик этой тяги, и верхняя муфта остается включенной, так как пружина 107′ будет давить на вилку, включающую фрикционную муфту поперечного винта. При повороте же фрикционной муфты 21 влево верхняя муфта выключится и, если нижняя муфта включена, то фиксирующее плечо рычага 104 зайдет за плечики тяги 108 и вилка нижней муфты останется под действием пружины 109, вследствие чего нижняя муфта останется включенной.
Для того чтобы фрикционная муфта маховичка оставалась включенной во время передвижения супорта от одного упора до другого устраиваются фиксаторы для муфт маховичка согласно схеме на фиг. 9.
При включении муфта маховичка каждый раз фиксируется во включенном положении вследствие того, что собачка 110 защелкивается за выступ тяги 111 и вилка муфты остается под давлением пружины 112. Таким образом муфта маховичка остается включенной до тех пор, пока супорт не дойдет до следующего упора и лишь когда супорт начнет отходить от следующего упора собачка 113 заставит выключиться собачку 110, и муфта выключится.
Для установки приспособления в исходное положение служит механизм, изображенный на фиг. 10.
По окончании обработки детали супорт отводится от изделия на 150-200 мм. При этом при подходе супорта к упору ролик 113 набегает на выступ 114 и другим концом углового рычага заставляет двигаться тяги 115 и 116 в направлении стрелок, повертывая угловые рычаги 117 и 118, нажимающие на хвосты собачек 56, сцепленных с зубчатыми рейками 10 клавиатур. При расцеплении собачек с рейками клавиатуры под действием пружин приходят в исходное положение.
К тяге 116, кроме того, прикреплена серьга, которая соединена с прямоугольной планкой 119 и заставляет ее повернуться на цапфах; при повороте планка разжимает ушки 120 двух колец 99, которые вынуждены повернуться друг относительно друга и, вследствие наличия на их торцевых поверхностях скоса, подвигают вперед втулку 90, утопляющую упорный выступ 91 нониусного механизма, действие которого было описано.
Для автоматической перестановки упорных вкладышей, устанавливающих осевые (продольные) размеры изделий, имеется изображенная на фиг. 11 вращающаяся державка, позволяющая установить шесть наборов вкладышей. Вращение державки производится от фрикционной муфты механизмом храпового колеса и собачки (на чертеже не изображен).
Валик 121 имеет два фланца 122 и 123, и цапфа его помещается в подшипнике 125, укрепленном на санях супорта. На валике 121 имеется шесть шпоночных канавок, во фланце 122 имеется шесть гладких, а во фланце 123 - соответственно шесть резьбовых отверстий, в которые можно ввернуть шпильку 124. На шпильку 124 может быть надета пара сжимных планок 126 и 127, между которыми зажимается вкладыш (или набор вкладышей) 128; последний при подходе супорта к упору попадает между упором 129, закрепленным на станине, и упором салазок супорта 130, а сжимные планки 126 и 127 хвостами входят в шпоночный паз валика 121; при нарезке резьбы набор вкладышей поворачивается вырезом в другую сторону и попадает между упором и упорным рычагом автомата 131.
В отношении момента включения все фрикционные муфты делятся на две группы. К первой группе относятся муфты за №№I, III, IV, V, VII, VIII, IX, X, XI, XII (фиг. 12). У этих муфт зазор между пружиной на тяге и вилкой отрегулирован таким образом, что при опускании траверсы 3 на 2 мм, пружины уже начинают давить на вилки и включают муфты. Ко второй группе относятся муфты за №№II, VI, XIII. У них зазоры на тягах между пружиной и вилкой отрегулированы таким образом, что эти муфты включаются, когда траверса 3 опускается на 8 мм. Это распределение момента включения фрикционных муфт делается для того, чтобы направление движения супорта изменилось только после того, как включены все нужные рукоятки.
Следует отметить, что все настраиваемые для обработки той или иной детали части приспособления могут быть легко вынуты и настроены в инструментальной кладовой, а при наличии запасного комплекта таковых настройка не вызывает простоя станка.
Съемными настраиваемыми частями приспособления автомата являются две клавиатуры (левая и правая), корпус нониусного механизма с винтовыми кольцами и державка для упорных вкладышей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| ЗАТЯЖНАЯ МАШИНА | 1929 |
|
SU27311A1 |
| Приспособление для выключения и включения самохода суппорта токарного станка | 1941 |
|
SU68643A1 |
| КОРРИГИРУЮЩЕЕ ПРИСПОСОБЛЕНИЕ ХОДОВЫХ ВИНТОВ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1946 |
|
SU70552A1 |
| Станок для изготовления гнутых коленчатых валов | 1928 |
|
SU25841A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1938 |
|
SU57816A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ОКРАСКИ ПОСУДЫ И Т. П. ПУЛЬВЕРИЗАЦИЕЙ ЧЕРЕЗ ТРАФАРЕТЫ | 1932 |
|
SU39621A1 |
| Устройство для съема бобин на ватерах | 1934 |
|
SU44470A1 |
| Пишущая машина | 1934 |
|
SU43012A1 |
1. Приспособление для автоматического управления токарным станком с помощью концевых упоров, отличающееся применением укрепленных на супорте периодически передвижных кареток А и Б с клавиатурой, снабженной переставными в соответствии с технологическим циклом штифтами, предназначенными при нажатии их через траверсы концевыми упорами для включения муфт сцепления, воздействующих через соответствующие передачи на органы управления станка (пусковую рукоятку, падающий червяк, резцовую головку, продольную и поперечную подачи и др.).
2. В приспособлении по п. 1 механизм, включенный в передачу к поперечному винту, с целью автоматической его остановки на заданный по нониусу размер, и состоящий из поворотных винтовых колец 99 с нониусными делениями и с внутренним выступом 98, предназначенным для взаимодействия с выступом 91 втулки 90, с целью застопоривания кинематической передачи к поперечному винту.
