1
Изобретение относится к обработке металлов давлением, в частности к профильной гибке листового металла, и может быть использовано для изготовления хоподногнутых профилей из листовых заготовок с непараллельными кромками, имеющих продольную ось симметрии.
Известен многороликовый профилировочный стан для гибки из металлической ленты фасонных профилей, содержащий основание, на котором размешены клети с роликовым гибочным инструментом, кинематичеки связанным с электроприводом .посредством рабочих шпинделей и входной направляющий стол с вертикальными направляющнми роликами ijНедостатком известного устройства является невозможность профилирования изделий, имеющих различную ширину.
Известен также профилегибочный стан для гибки из металлической ленты фасонны профилей, содержащий основание, на которо размещены клети с роликовым гибочным инструментом, кинематически связанным с
электроприводом посредством рабочих шпинделей, входной Направляющий стол с вертикальными направляющими роликами и промежуточные столы, установленные-между клетями и имеющие вертикальные направляющие ролики 2j.
Недостатком профипегнбочного стана является невозможность профилирования листовых заготовок с непараллельными оссиметричными кромками.
Для обеспечения возможности профилирования листовых заготовок с непараллельными оссиметричными кромками., профилегибочный стан снабжён механизмами для самоцентрирования вертикальных направляющих роликов, связывающий между собой попарно вертикальные направляющие ролики, образующие роликовые секции, и установлен;ный на входном столе и на. одном промежуточном столе, размещенном между первой и второй клетям ..
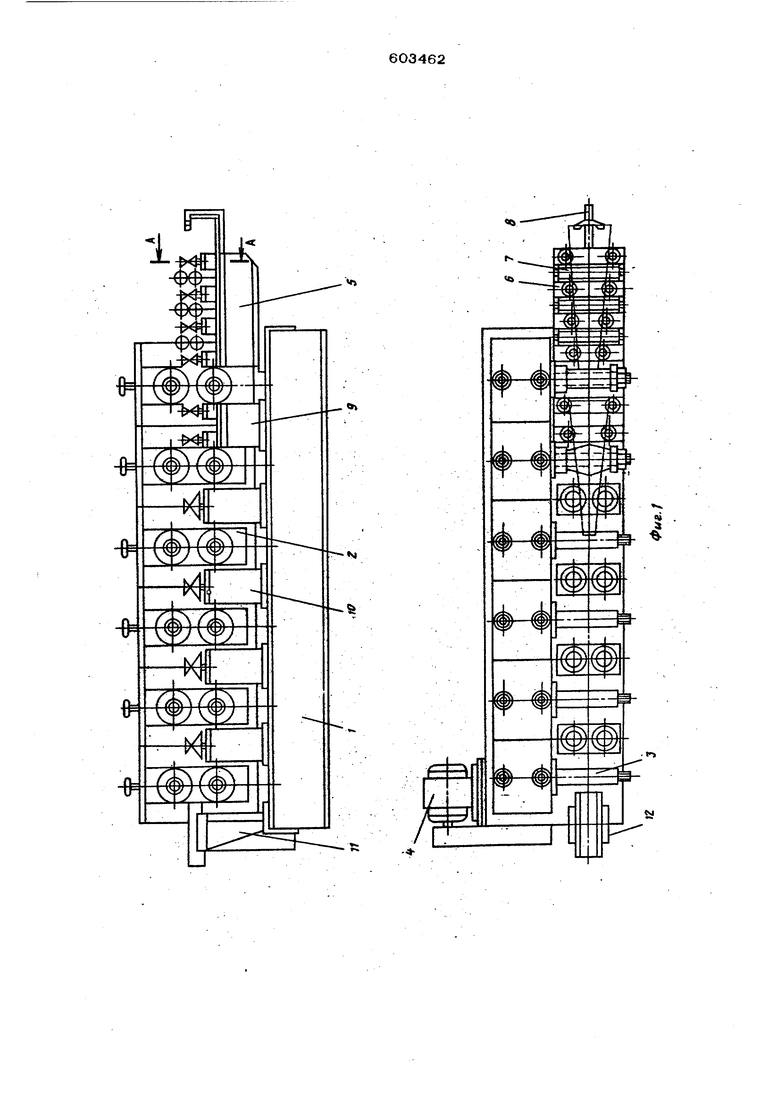
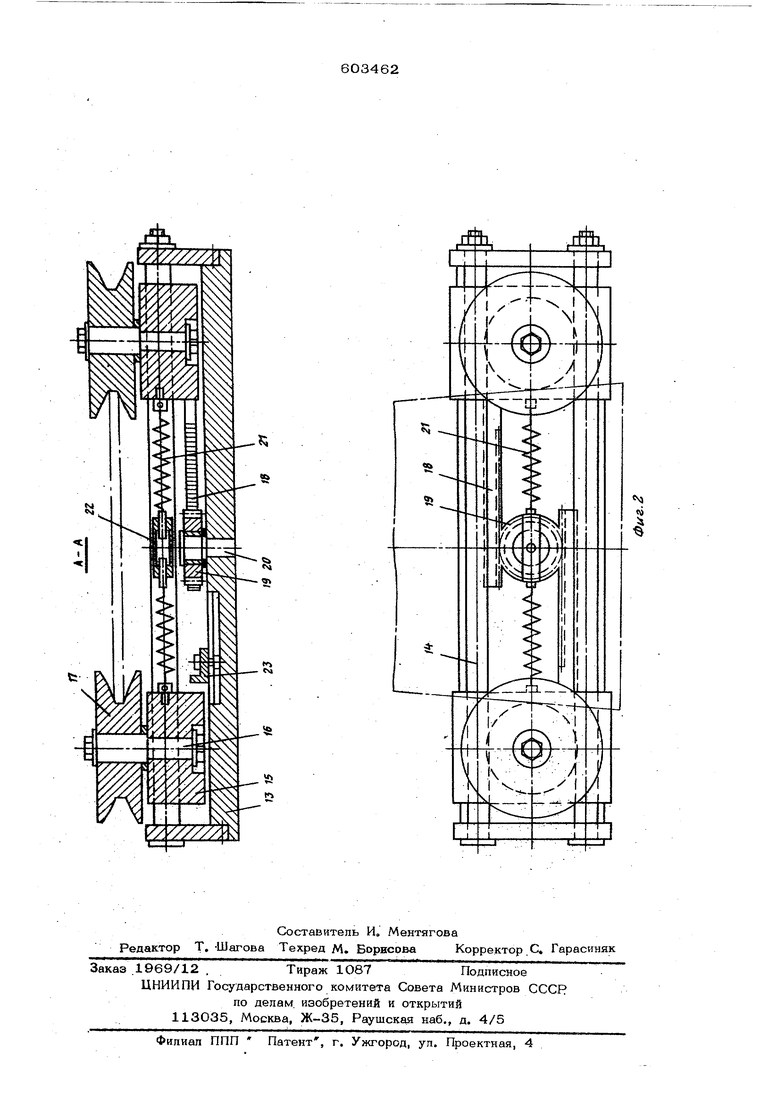
Кроме того, каждый механизм для самоцентрирования выполнен в виде двух ползунов, связанных с соответствующими роликами, соединенных между собой пружинами, закрепленных на ползунах реек и центральной шесЛгерни, связанной зацеплением с рейками. На фиг. 1 схематически изображен преяпагаемый профилегибочный стан, оёщнй вид (в двух проекциях); на фиг, 2 показан разрез А-А на фиг. 1 (в двух проекциях). .Предлагаемый профилегибочный-стан содержит основание 1, на котором смонтирован блок 2 клетей, HNferauiHfi неск.опько пар рабочиз вапков 3, кинематически связанных с электроприводом 4j входной направляющий стол 5, состояший из- ряда вер тикальнороликовых самоцентрирующих сек ций 6, между которыми устаноБяаны горизонтальноропйковые (поддерживазощие) секции 7, 8 столе 5 под секциями 0 и 7 смо тирован шиберный механизм 8 с самоустаяавпивающийся по краю заготовки тоякшошей планкой. На стане между первой и второй парой рабочих валке® 3установлен промежуточны стол 9, оснащенный самоцентрируюшими секциями 6, а между последующими парами рабочих валков установлены промежуточны столы. 10 с вертикальными роликами, настроенными и зафиксированными на опредепенную для данной позиции ширину заготов ки; за последней парой рабочих валков 3 смонтирован стол 11 с выходными планками 12, Роликовая самоцентр ИРУ ющня секция 6 состоит из корпуса 13, в стенках которог закреплены направляющие скалки14, проходящие сквозь отверстия в ползунах 15, на которых установлены оси 16 с вертикальными роликами 17, В нижней части ползунов 15 закреплены рейки IS, входящие в зацепление с шестерней 19, устано ленной на оси 2О в плите корпуса 13о В плоскости направляющих скалок 14 ползуны 15 стянуты к центру пружинам 21 растяжения с возможностью регулирования усилия с помощью муфты 22. На нижней плите корпуса 13 установлен пере вижной упор 23, ограничивающий перемещение ползунов 15 к центру. Работа профилегибочного стана осуадес твляется следующим образом. Заготовку предварительно устанавливаю на. стол 5. При включении эдектрического привода 4 крутящий момент передается по кинематической цепи .к рабочим валкам 3, Ролики 17 самоцентрирующих секций 6 пр этом, предварительно ориентирют заготовку по оси симметрии за счет пружин 21,. которые стягивают ползуны 15 к центру, а упоры 2 3 выдерживают расстояние между осями 16 в каждой секции 6, соответственно равно размеру, несколько меньшек у размера - заготовки в данном поперечном сечении. Для окончательного сориентирования оси заготовки вводят в действие шиберный механизм 8, который толкает заготовку меж-ду роликами секций 6 и 7 и окончательно ориентирует ось заготовки , затем подают заготовку к первой паре вращающихся рабочих валков, которые захватывают ее за счет сил трения, возникающих между поверхностями Вапков и профилируемого материала, и перемещают к следующей паре формующих валков и т. д. до получения необходимого профиля. Горизонтальные ролики секций 7 . предyпpeждaюt поперечный изгиб заготовки при толкании ее шибером 8. Так как первая па ра рабочих валков цилиндрическая j и не производит фор МО-образования, за нею повторно установлены самоцентрирующие секции 6., которые на последующих позициях стана могут не применяться. Формула изобретения Профилегибочный стан для изготовления профилей из листовых заготовок, содержащий основание, на котором размещены клети, с роликовым гибочным инструментом, ки нематически связанным с электроприводом посредством рабочих щпинделей, входной направляющий стол с вертикальными направляющими роликами и промежуточные столы, установленные между клетями и имеющие вертикальные направляющие ролики, о тличающийся тем,- что, с целью обеспечения возможнбсти профилирования листовых заготовок с непараллельными иссиметричными кромками, он снабжен механизмами для самоцентрирования вертикальных направляющих роликов, связывающий между, собой попарно вертикальные направляющие ролики, образующие роликовые секции, и установленный на входном столе и Яа одном промежуточном столе, размещенной между первой и второй клетями.. 2. Устройство по п. 1,отлича ющ е е с я тем, что каждый механизм для самоцентрирования выполнен в виде двух ползунов, связанных с соответствующими роликами, соединенных между собой пружинами, закрепленных на ползунах реек и центральной шестерни, связанной зацеплением с рейками. Источники информации, принятые во внимание при экспертизе; 1.Авторское свидетельство СССР № 91423, кл. В 21 D 7/08. 04.04.49. 2.Давьщов В. И. и Максаков М. П. .Производство гнутых тонкостенных профилей, М., 1959, с. 29, фиг. 24..
1
/ X / л
« Ttri
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ГНУТЫХ ПРОФИЛЕЙ | 2000 |
|
RU2184634C2 |
| Валковая арматура профилегибочного стана | 1985 |
|
SU1337168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2269392C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |