(54) ОБЖИДШОЙ РОЛИК ДЛЯ СВАРКИ ДАВЛЕНИЕМ С ПОДОГРЕВОМ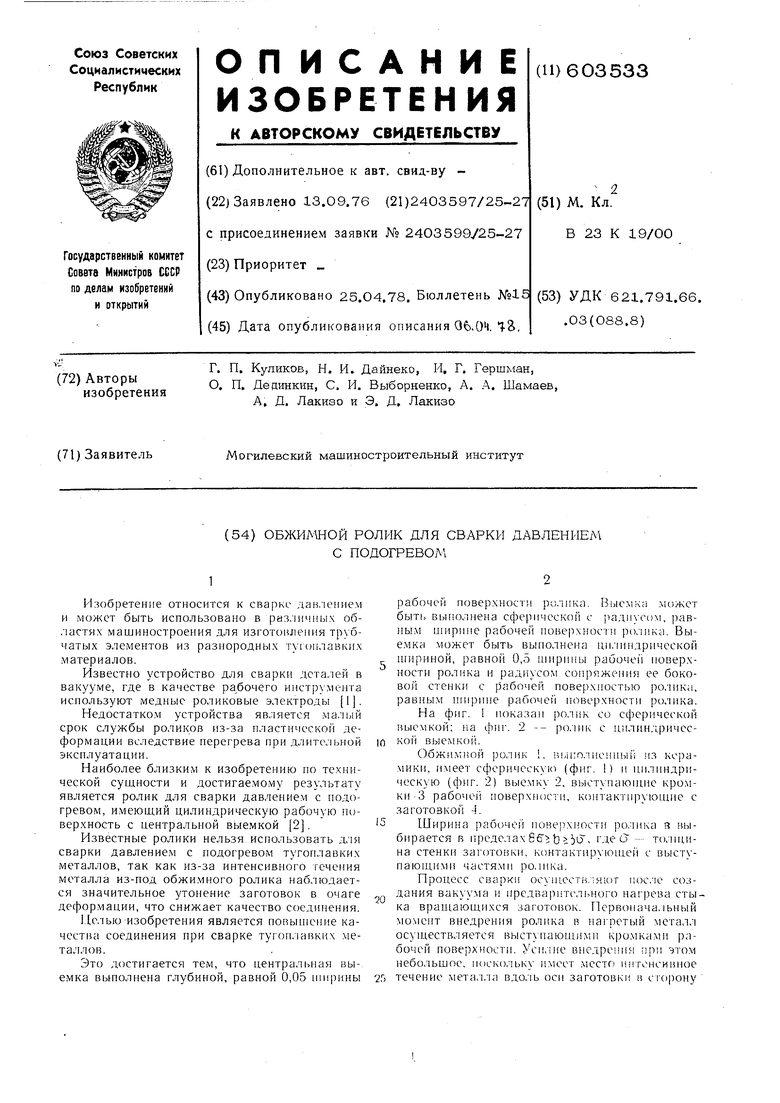
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1976 |
|
SU647084A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409441C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 2018 |
|
RU2706264C1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
Изобретение относится к сварке давлением и может быть использовано в различных областях машиностроения для изготонлеиия трубчатых элементов из разнородных туюилавких .материалов.
Известно устройство для сварки деталей в вакууме, где в качестве рабочего ииструмеита используют медные роликовые электроды 1.
Недостатко.м устройства является малый срок службы роликов из-за пластической деформации вследствие нерегрева ири длительной эксплуатании.
Наиболее близки.м к изобретению ио технической сущности и достигаемому результату является ролик для сварки давлением с подогревом, имеющий цилиндрическую рабочую поверхность с центральной вые.мкой 2.
Известные ролики нельзя нспользовать для сварки давлением с подогревом тугоплавких металлов, так как из-за интенсивного гечения металла из-под обжи.миого ролика наблюдается значительное утонение заготовок в очаге деформации, что снижает качество соединения.
Целью изобретения является попьпнеиие качества соединения при сварке тугоплавких металлов.
Это достигается тем, что центральиая выемка выполнена глубиной, равной 0,05 Н1иркны
рабочей поверхности ролика. Выемки может быть выгюлнена сферической с радиусом, равным ипфиие рабочей иоверхности ролика. Выемка может быть выполнеиа цилиндрической пгириной, равной 0,5 ширины рабочеГ иоверхности ролика и радиусом соиряжеиия ее боковой стенки с рабочей поверхностью ролика, равным ширине рабочей иоверхности ролика.
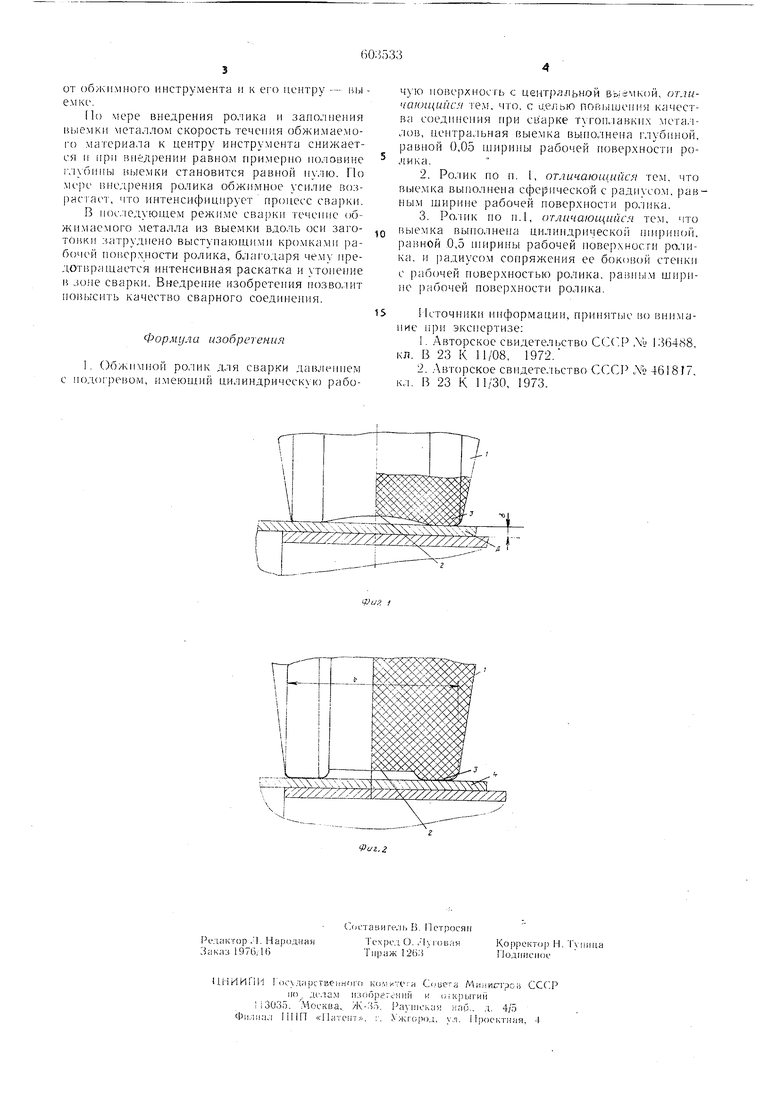
На фиг. 1 иоказаи ролик со сферической выемкой; на фиг. 2 -- ролик с цилиндрической выемкой.
Обж.имной ролик . ньполиенный из керамики, имеет сферическую (фиг. 1) и нилиндр ческую (фиг. 2) выемку 2, выступаюии1е кромки 3 рабочей иоверхиости, коитактирующие с заготовкой 4.
Ширина рабочей иоверхности ро.чика в выбирается в иределах еб tliio - где i толщина стенки заготовки, контактирующей с выстуиаюихи.ми частя.ми ролика.
Процесс сварки осуществляют после создания вакуума и иредвари.тсл1,ного нагрева стыка вращающихся заготовок. Первоначальный момеит внедрения ролика в нагретый металл осуществляется выступающими кромками рабочей поверхности. Усилие внедрения при этом небольшое, поскольку имеет место 1 нгонсивиое течение метал.la вдоль оси заготовки в сторону
от обжимного инструмента и к его центру - выемке.
(() мере внедрения ролика и зано.чнения 1и,1емки металлом скорость течеиня обжимае.мого материала к центру инструмента снижается II нри BtK-.Дрении равном примерно иоловине г:|уб1111ы ныемки становится равной нулю. По мере внедрения ролика обжимное усилие возрастает, что интенсифицирует ироцесс сварки.
В чос..1едуюшем режн.ме сва|)ки течеиие обжимаемого металла из выемки вдоль оси заготовки затруднено выступающими кро.мками рабочей иовер.хности ролика, благодаря че.му иредот1 ра1цается интенсивная раскатка и утонение в зоне сваркн. Внедрение изобретения нозво.лит HOiibiCHTb качество сварного соедннеиия.
Формула изобретения
Источники информации, нринят1)1е во внимание нри экспертизе;
