Изобретение относится к обработке металлов давлением, в частности к устройствам для ротационного выглаживания и давильной обработки.
Известна конструкция давильного ролика, сечение которого в плоскости, проходящей через ось вращения, расположенную параллельно образующей оправки, ограничено сопряженными плоским торцом переходным участком с радиусом 0,5…0,8 диаметра давильного ролика, рабочим участком, очерченным по радиусу с периферийной частью, выполненной в виде цилиндрической поверхности с образующей, параллельной оси ролика и плавно сопряженной с рабочей поверхностью в сечении наибольшего диаметра давильного ролика [1].
Однако такая конструкция ролика с периферийной цилиндрической частью имеет существенный недостаток: выбранный угол в диапазоне 6…12°, несоблюдение которого приводит к сокращению производительности и срока службы инструмента из-за быстрого износа рабочей поверхности, ограниченной радиусом, при этом для получения высокого качества необходимо создание больших рабочих усилий, а это требует использование роликов с большим радиусом профиля, что отрицательно влияет на массогабаритные параметры и не всегда осуществимо.
Известен ролик для давильной обработки, сечение которого в плоскости, проходящей через ось вращения, ограничено сопряженными дугами окружностей разных радиусов, причем отношение радиусов окружностей выбирается в пределах 13-15 [2].
Недостатком известного ролика является его малая контактная поверхность, взаимодействующая с деталью, не обеспечивающая высокой шероховатости отделки обрабатываемой поверхности, обуславливающая низкое качество поверхности и требующая большого количества технологических переходов, что резко снижает производительность. Другим недостатком давильного ролика является сложность восстановления формы ролика в результате износа, так как для этого необходимо перешлифовывать все внешние поверхности с изменением радиусов шлифовки для сохранения сопряжения радиусов. При этом требуется внесение корректив в технологические режимы.
Известен давильный ролик с двусторонним конусом, у которого углы φ и φ1 выбраны в пределах от 30 до 35°, а радиус сопряжения конических поверхностей принимают от 6 до 8 толщин листа, т.е. от 6 до 32 мм [3].
Такой давильный ролик хорошо работает при ротационном выглаживании оболочек с выпукло-вогнутой поверхностью, однако не обеспечивает достижение шероховатости поверхности, исключающей необходимость доработки поверхности шлифованием.
Известны конструкции давильных роликов, характер протекания процесса обработки которыми зависит от радиуса скругления и ширины пояска [4]. Однако недостатком известных давильных роликов является сложность восстановления формы в результате износа, так как для этого необходимо перешлифовывать все внешние поверхности с изменением радиусов шлифовки для сохранения сопряжения радиусов. При этом требуется внесение корректив в технологические режимы. Кроме того, недостатком является их малая контактная поверхность, взаимодействующая с деталью, не обеспечивающая высокой шероховатости отделки обрабатываемой поверхности, обуславливающая низкое качество поверхности и требующая большого количества технологических переходов, что резко снижает производительность.
Задачей изобретения является расширение технологических возможностей, повышение качества и производительности при обработке, улучшение условий деформирования и течения металла, а также снижение вероятности расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, снижение вероятности образования наплывов перед инструментом при обработке тонкостенных заготовок из прочных материалов.
Поставленная задача решается с помощью предлагаемого блока давильных роликов для ротационного выглаживания заготовок, состоящего из разделенных между собой дистанционным кольцом двух посаженных на одну ось роликов, один из которых жестко посажен на ось с возможностью принудительного вращения, выполнен с заходным участком с передним углом φ=20°…30° и игольчатой периферийной поверхностью из пучков ворса из металлической проволоки, второй ролик свободно посажен на подшипниках на оси и выполнен с обжимным участком под углом φ2=30°…40° и проглаживающим участком с задним углом φ1=35°…45°, разделенных между собой калибрующим пояском, выполненным в виде синусоидальной ленты.
Сущность конструкции предлагаемого блока и его работа поясняется чертежами.
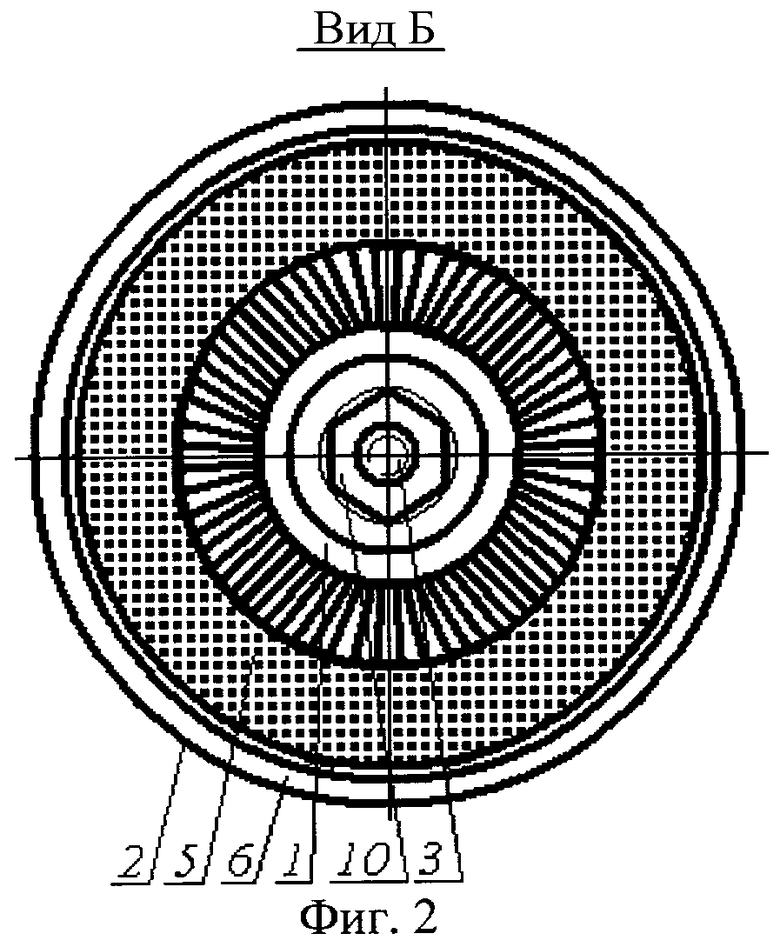
На фиг.1 показан блок давильных роликов для ротационного выглаживания как тонкостенных, так и толстостенных деталей, частичный продольный разрез; на фиг.2 - вид по Б на передний торец на фиг.1; на фиг.3 - элемент В на фиг.1; на фиг.4 - разрез Г-Г на фиг.3; на фиг.5 - разрез Д-Д на фиг.3.
Предлагаемый инструментальный блок состоит из двух роликов 1 и 2, посаженных на одну ось, и служит для улучшения условий деформирования заготовок. Заготовке, например, надетой на оправку (не показана), сообщают вращательное движение, а иглоролику 1 - вращательное движение VИ, при этом давильный ролик 2 получает вращение от заготовки за счет сил трения. Кроме того, блоку сообщают продольную SПР подачу.
Производительность ротационного выглаживания и качество поверхностей деталей в значительной мере зависят от формы и геометрических параметров давильных роликов.
Предлагаемый инструментальный блок состоит из двух роликов 1 и 2, посаженных на одну ось 3. Ролики разделены между собой дистанционным кольцом 4. Блок имеет сложный профиль и состоит из трех участков - заходного 5, обжимного 6, проглаживающего 7 - и калибрующего пояска 8.
Заходный участок 5 выполнен на одном ролике 1, посаженном на оси 3 жестко с помощью шпонки 9, закреплен на оси гайкой 10 и имеет принудительное вращение со скоростью VИ от индивидуального двигателя (не показан). Периферийная поверхность заходного участка 5 изготовлена игольчатой из пучков ворса из металлической проволоки с передним углом φ=20°…30°. Пучки проволочного ворса на участке 5 закреплены известными способами и создают благоприятные условия для формообразования путем внедрения иголок в обрабатываемую поверхность и принудительно ведут со скоростью вращения VИ заготовку, ликвидируя проскальзывание и уменьшая вероятность образования наплывов перед обжимом и проглаживанием. Для внедрения иголок в обрабатываемую поверхность перед обработкой блок инструментов подают в поперечном направлении до создания натяга в пределах 0,5…1,0 мм.
Второй ролик 2 свободно посажен на роликовых подшипниках 11 на оси 3, закреплен крышкой 12 и имеет рабочую поверхность, состоящую из обжимного участка 6, выполненного с передним углом φ2=30°…40° к оси вращения, и проглаживающего участка 7 с задним углом φ1=35°…45°. Ролик 2 вращается на подшипниках независимо, что дает возможность уменьшить разность скоростей в точках контакта инструмента с заготовкой, улучшить условия течения металла и снизить вероятность возникновения задиров на обрабатываемой поверхности. Передний угол φ2 является углом входа металла в очаг деформации и чем меньше он, тем меньше напряжения в очаге деформации, тем стабильнее процесс ротационного выглаживания.
Предлагаемый блок позволяет деформировать, например, трубчатые заготовки на различную длину в любом участке с предварительным внедрением в металл. Обжимная часть 6, являющаяся заходной, ролика 2 имеет угол φ2=30°…40°, который способствует уменьшению наплыва, а также влияет на устойчивость процесса и распределение усилий между продольной и поперечной составляющими. Меньший угол φ2 принимают при обработке алюминия, меди и низкоуглеродистой стали, больший угол φ2 - при обработке высокопрочной стали и титана, так как с увеличением угла φ2 снижаются усилия деформирования.
При φ2<20° возможность появления наплывов перед роликом увеличивается, что нежелательно.
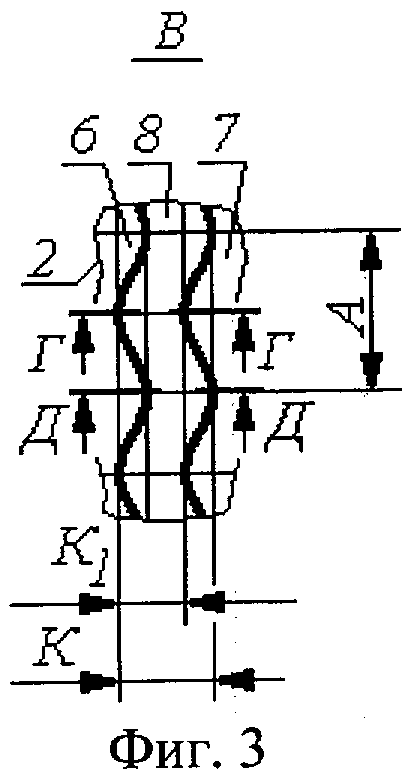
Между обжимным участком 6, выполненным под углом φ2 к оси вращения, и проглаживающим участком 7 с задним углом φ1 расположен калибрующий поясок 8, выполненный в виде синусоидальной ленты. Поясок 8 препятствует появлению наплывов перед роликом 2, что весьма вероятно при обработке толстостенных заготовок. Калибрующий поясок, как правило, принимают шириной k=1,5…3 мм, где k - ширина пояска у известных конструкций давильных роликов. Так как от ширины пояска зависит продольная подача, определяемая по формуле SПР=(0,2…0,3)k, то стремятся увеличить ширину пояска, однако при более широких поясках k значительно возрастают усилия деформирования и снижается качество обработанной поверхности.
С целью увеличения производительности и повышения качества обрабатываемой поверхности при деформировании в предлагаемой конструкции блока принимаем форму калибрующего пояска 8, выполненную в виде синусоидальной ленты, характеризуемой величинами амплитуды К и шагом А (см. фиг.3-5). Эта конструкция позволяет при той же ширине калибрующего пояска (k=K1) и не увеличивая усилия деформирования, увеличить продольную подачу SПР в n=(K/K1) раз и повысить качество обрабатываемой поверхности.
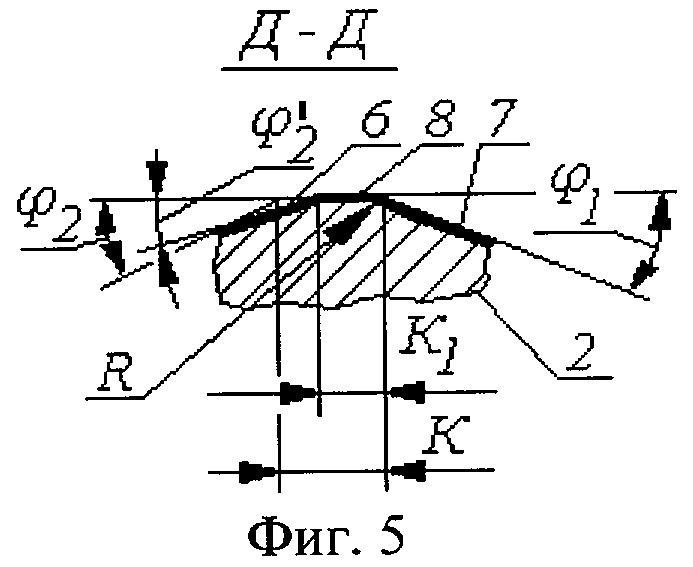
Такое же влияние оказывает радиус рабочей кромки R, который принимаем примерно равным толщине деформируемой заготовки. При подаче SПР=(0,2…0,3)К достигается шероховатость обработанной поверхности от Ra=40 мкм до Ra=1,25 мкм. Радиусы сопряжения синусоидального пояска К с рабочими гранями принимают в пределах 1…3 мм. При изготовлении мест сопряжения калибрующего пояска 8 с поверхностями 6 и 7 несколько уменьшаются передний φ2 и задний φ1 углы и принимают значения, соответственно, φ2′ и φ1′, однако эти изменения существенного влияния на работу блока не оказывают (см. фиг.4, 5).
Предлагаемый блок давильных роликов применяют на мощных давильных станках, работающих по способу обратного ротационного выглаживания толстостенных заготовок [3, 4]. Диаметры роликов принимают из конструктивных соображений. С увеличением диаметра ролика растут усилия деформирования и изгибающие моменты, действующие на суппорт станка. Необходимо стремиться для каждого станка применять ролики одного диаметра. Особенно это важно для станков с ЧПУ.
Работу по деформированию предлагаемым блоком ведут с минимальной жесткостью заходной игольчатой частью. В качестве ворса применяют стальную пружинную проволоку, например, диаметром 0,5…1,0 мм из стали 65Г. Используют игольчатую часть с соотношением h/I, где h - длина вылета ворса над ступицей ролика; I - наименьший радиус инерции поперечного сечения проволочных элементов, находящимся в пределах 50…100, а коэффициент Кп плотности проволочного ворса в пределах 0,6…0,8; при этом натяг составлял - i=0,7…1,5 мм.
Режимы работы игольчатой части: окружная скорость VИ принимается равной скорости заготовки. В результате улучшается шероховатость на один класс, усилие прижатия иглоролика к обрабатываемой поверхности заготовки составляет 200…300 Н на 10 мм ширины рабочей поверхности игольчатой части.
Для обработки предлагаемым иглоблоком необходимо соблюдать условие: p/σв=1,5…2,0, где р - давление при иглодеформировании, МПа; σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления р зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i.
Так как игольчатый ролик изнашивается по наружному диаметру, то с целью восстановления желательно, чтобы пучки ворса радиально выдвигались и шлифовались по наружному диаметру после каждой правки.
Образующийся в результате выглаживания микрорельеф поверхности обусловливается следующими основными факторами: кинематикой процесса (направлением взаимного перемещения инструмента и обрабатываемой заготовки; исходной шероховатостью); формой и размерами исходной части и выглаживающего инструмента; глубиной внедрения инструмента в обрабатываемую поверхность; величиной подачи; пластическим течением металла, обусловливающим появление вторичной шероховатости; шероховатостью рабочей части инструмента; величиной упругого восстановления поверхности после выглаживания; вибрациями технологической системы станок-приспособление-инструмент-заготовка, а также величиной натяга иглоинструмента.
При выглаживании деталей из стали, латуни и алюминиевых сплавов хорошие результаты дает применение в качестве смазочного материала индустриального масла И-20А или сульфофрезола.
Использование предлагаемого блока позволяет расширить технологические возможности ротационного выглаживания благодаря комбинации с иглоблоком и синусоидальным калибрующим пояском, повысить качество и производительность обработки, улучшить условия деформирования и течения металла, снизить вероятность расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, а также прогнозировать шероховатость и качество обрабатываемой поверхности.
Источники информации
1. Авторское свидетельство СССР, №1620182, МКИ B21D 22/14.
2. Авторское свидетельство СССР, №845980, МКИ 3 B21D 22/18.
3. Могильный Н.И. Ротационная вытяжка оболочковых деталей на станках. М.: Машиностроение, 1983, с.144-145, рис.9.2.
4. Могильный Н.И. Ротационная вытяжка оболочковых деталей на станках. М.: Машиностроение, 1983, с.147, рис.9.6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409442C1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ И ИГЛОФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393040C1 |
| ДАВИЛЬНЫЙ ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ - КОЛЬЦО | 2009 |
|
RU2411100C1 |
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| ДАВИЛЬНЫЙ УПРУГИЙ ИНСТРУМЕНТ | 2009 |
|
RU2416479C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для ротационной вытяжки и давильной обработки. Блок давильных роликов состоит из двух давильных роликов, посаженных на одну ось, разделенных между собой дистанционным кольцом и имеющих профиль, состоящий из трех участков - заходного, обжимного, проглаживающего - и калибрующего пояска. При этом заходный участок выполнен на одном ролике, посаженном на оси жестко и имеющем принудительное вращение, периферийная поверхность которого изготовлена игольчатой из пучков ворса из металлической проволоки с определенным передним углом. На втором ролике, свободно посаженном на подшипниках на оси, выполнены обжимной участок под определенным углом и проглаживающий участок с определенным задним углом, разделенные между собой калибрующим пояском, который выполнен в виде синусоидальной ленты. Расширяются технологические возможности, повышается качество и производительность. 5 ил.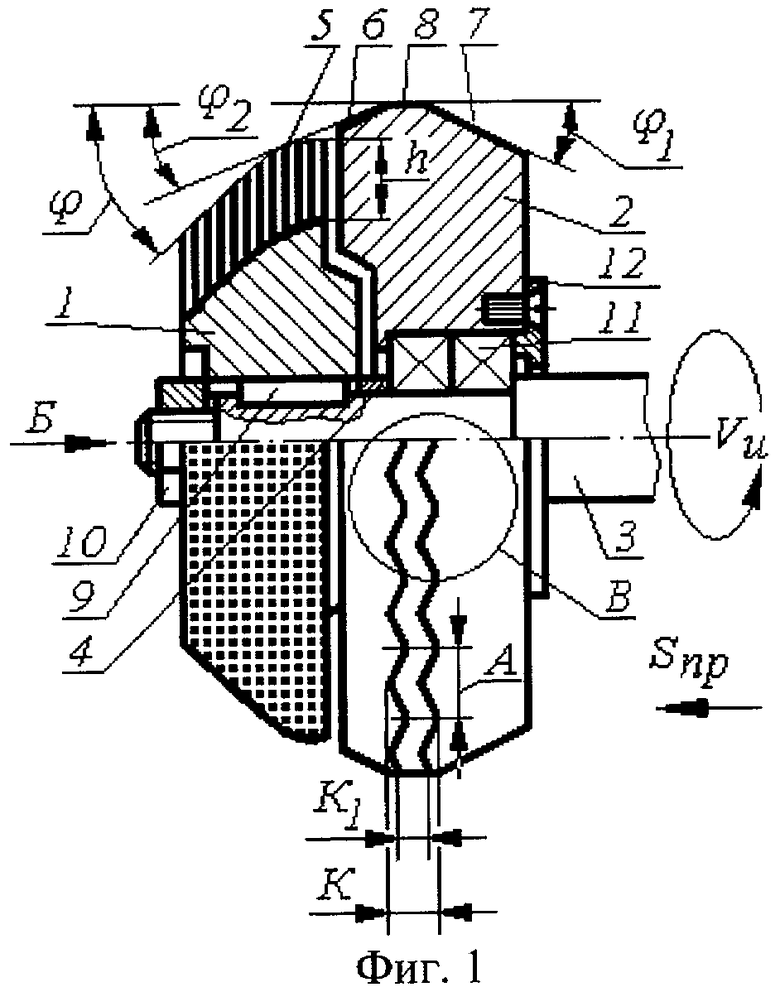
Блок давильных роликов для ротационного выглаживания заготовок, состоящий из разделенных между собой дистанционным кольцом двух посаженных на одну ось роликов, один из которых жестко посажен на ось с возможностью принудительного вращения, выполнен с заходным участком с передним углом φ=20°…30° и игольчатой периферийной поверхностью из пучков ворса из металлической проволоки, второй ролик свободно посажен на подшипниках на оси и выполнен с обжимным участком под углом φ2=30°…40° и проглаживающим участком с задним углом φ1=35°…45°, разделенных между собой калибрующим пояском, выполненным в виде синусоидальной ленты.
| Способ получения изделий штамповкой обкатыванием из трубных заготовок | 1989 |
|
SU1648604A1 |
| ДАВИЛЬНЫЙ РОЛИК | 2002 |
|
RU2212299C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2277039C1 |
| DE 3843211 А, 28.06.1990. | |||

