1
Изобретение относится к процессам травления и может быть использовано как для кбнтроля толщины снимаемого слоя -металла в процессе размерного травления деталей, Taic и для контроля относительной скорости травления.
. Известно устройство для контроля толщины стравливаемого слоя, содержащее механический датчик, включающий разноплечный рычаг, пружину и регулировочные винты и установленный на технологическом припуске химически фрезеруемой детали пьезодатчикр.
Известно также устройство, содержащее катушку индуктивности, измерительный стержень, меняющий величину индуктивности катушки при своем перемещении, и электромагнит, связанный посредством микрометрического винта с электрическим двигателем 22.
р1аиболее близким по технической сушнести и достигаемому результату рещением является устройство, содержащее крепежную скобу с прижимами, измерительный стержень с установленным на направляющей приводом его перемещения, выполненным в в .де элехтромагнита и контш-сты для сигнализации о снятии заданного слои металла ,3
Недостатком всех этих устройств является малая точность измерения за счет влияния контакта измерительного стержня с обрабатываемоГ деталью на скорость травления в точке контроля, так как контакт замедляет скорость травления, а поскольку касание измерительного стержня детали происходит в ЭДНОЙ точке непосредственно, то это приводит к значительному утолщению зоны контроля по сравнению с соседними участками дeтaлиj слож};ость устройств, наличие сложной кинематики и электропривода значительно услож-няет и снижает надежность работы устройств; получаемая от известных устройств информация ограничена только сведениями о толщине стравливаемого слоя, что не позволяет использовать их для управления технологическими режимами процесса травления.
Цель изобретения - повыщение точности контроля.
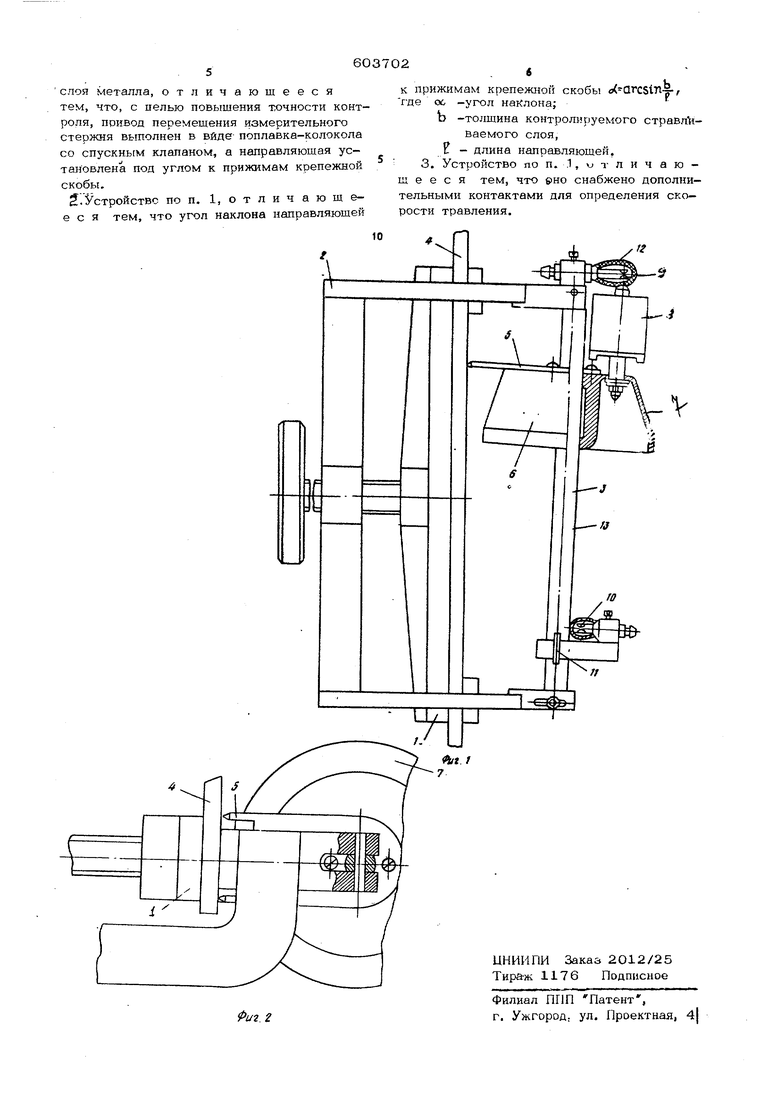
Это достигается тем, что привод перемещения измерительного стержня выполнен в виде поплавка-колокола со спускным клапйном, а направляющая установлена под углом к прижимам крепежной скобы. При этом угол наклона направляющей к приясимам крепежной скосы (Х.01ГСЪ1Н- 7 где об - угол наклона; Ь- толщина контролируемого стравлиБаемого слоя; . - длина направляющей. Кроме того, устройство снабжено допол- нительными контактами для определения ско рости травления. На фиг. 1 представлено устройство, обит.ий вид; на фиг. 2 дана схема зажима обра батываемой детали. Между прижимами 1 скобы 2 размешена направляющая 3, ориентированная к прижимам 1 и контротшруемой поверхности металла 4 под углом, определяемым по приведенной формуле. Измерительный стержень 5 жестко закреплен на приводе 6 его переме це1 1я, выполненным в виде поплавка-ко-, локола 7 с установленнь1М на нем спускным клапаном 8. В верхней части устройства размещены дополнительные контакты 9, сиг наличзирующие о скорости травления металла 4, причем контаты -.9 расположены на одной линии с клапаном 8. Ниже поплавкаколокола 7 расположены контакты 1О, сиг|нализи)) о снятии заданного слоя металла 4. Контакты 1О могут перемешаться вдоль нштравляюшей 3 и закрепляются крепежными винтами 11. Залцита контактов 9, 1О от действия агрессивного раствора осуществляется чехлами 12, изготовленньгми из топкой резины. Крепежная скоба 2 выполнен так, что контролируемый участок металла 4 жестко зажат между прижимами 1 н в процессе травления не деформируется. На напра ляющей 3 нанесена шкала 13 толщин на требуемую тогацину стравливаемого слоя металла 4. Работа устройства происходит следующим образом. Перед началом контроля контакты 10 устанавливаются по шкале 13 на требуе мую велшину снимаемого слоя. Затем при покюпп скобы 2 устройство вертикально кре пятся на технолопгческом припуске обрабатываемого металла 4, поплавок -колокол 7 при этом находится в верхней части направляющей 3, а клапан 8 не касается контактов 9, Конец измерительного стерж чя 5 касается при этом поверхности контролируемого металла 4. После начала п)о- цесса травления газ {в основном водород), выделяющийся в результате оеакцни, постепенно заполняет- поплавок-колокол 7 н в оиреаел1;:нный момент п : днимает его вве по нап(.)авлнк гиеП 3 до упора клапани 8 о . 9. В iienvAbTOTe контакты 9 замк (.юзультате контакты контакты нутся, включая сигнальную лампу, а клаан 8 откроется и выпустит собранный газ из поплавка 7, который после выпуска газа пускается вниз, при этом контакты 9 размыкаются, а клапан 8 закрывается. Опускание поплавка 7 происходит до касания измерительным стержнем 5 поверхности меалла 4. Через некоторое время подъемная ила газа, накопивщегося в поплавке 7, оказывается оольще силы его тяжести, и вновь происходит подъем поплавка 7 и последующее опускение. По мере стравливания металла 4 измерительный стержень 5 опускается все ниже до тех пор, пока поплавок 7 не коснется контактов 10 и не замкнет их. Замыкание контактов 10 приводит к срабатыванию сигнализации готовности детали и процесс травления прекращается. Поскольку частота замыкания контактов 9 пропорциональна скорости травления, то данную информацию можно использовать для автомат1гческой стабилизации процесса травления. Периодическое поступательное и обратное движение измерительного наконечника, вдоль контролируемого участка детали приводит к постоянной смене точки его касания с деталью. 1 Благодаря этому замедления скорости травления в зоне контроля не происходит и точность контроля увеличивается. Поскольку частота замыкания верхних сигнальных контактов (частота подъема и опускания газособирающего сосуда) пропорциональна скорости выделения газа в результате реакции, то по ней можно судить о величине относительной скорости травления детали. Таким образом изобретение дает информацию не только о моменте готовности детали, но и о динамике процесса. Участок контроля может быть достаточно большой, что увеличивает точность отсчета снимаемого слоя металла. Точность работы предложенного устройства значительно повыщается за счет отсутствия замедления скорости травления в зоне контроля. Эти преимущества достигнуты при одновременном упрощении конструкции, так как подъемная сила газового потока заменяет электропривод и соответственно устраняет необходимостьв герметизации устройства. Формула изобретения 1. Устройство для контроля толщины стравливаемого слоя металла, содержащее крепежную скобу с прижимами, измерительный стержень с установленным на направляголхей приводом его перемещения и контакты для сигнализации о снятии заданного
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля толщины стравливаемого слоя металла | 1978 |
|
SU711345A1 |
| Устройство для измерения толщиныСТРАВлиВАЕМОгО СлОя МЕТАллА и CKO-РОСТи ТРАВлЕНия | 1979 |
|
SU847001A1 |
| Устройство для контроля толщины стравливаемого слоя | 1986 |
|
SU1326883A1 |
| Способ контроля толщины детали в процессе размерного химического травления | 1979 |
|
SU899716A1 |
| Устройство для контроля толщины стравливаемого слоя металла при получении деталей клиновидной формы | 1978 |
|
SU712645A1 |
| Устройство для контроля толщины слоя,удаляемого в процессе размерного травления | 1978 |
|
SU951066A1 |
| Устройство для контроля скорости травления деталей | 1987 |
|
SU1440963A1 |
| Устройство для размерного травления | 1986 |
|
SU1294882A1 |
| Устройство для многопрофильного химического травления деталей | 1980 |
|
SU933804A1 |
| Смывной бачок к унитазу | 1982 |
|
SU1082920A1 |
