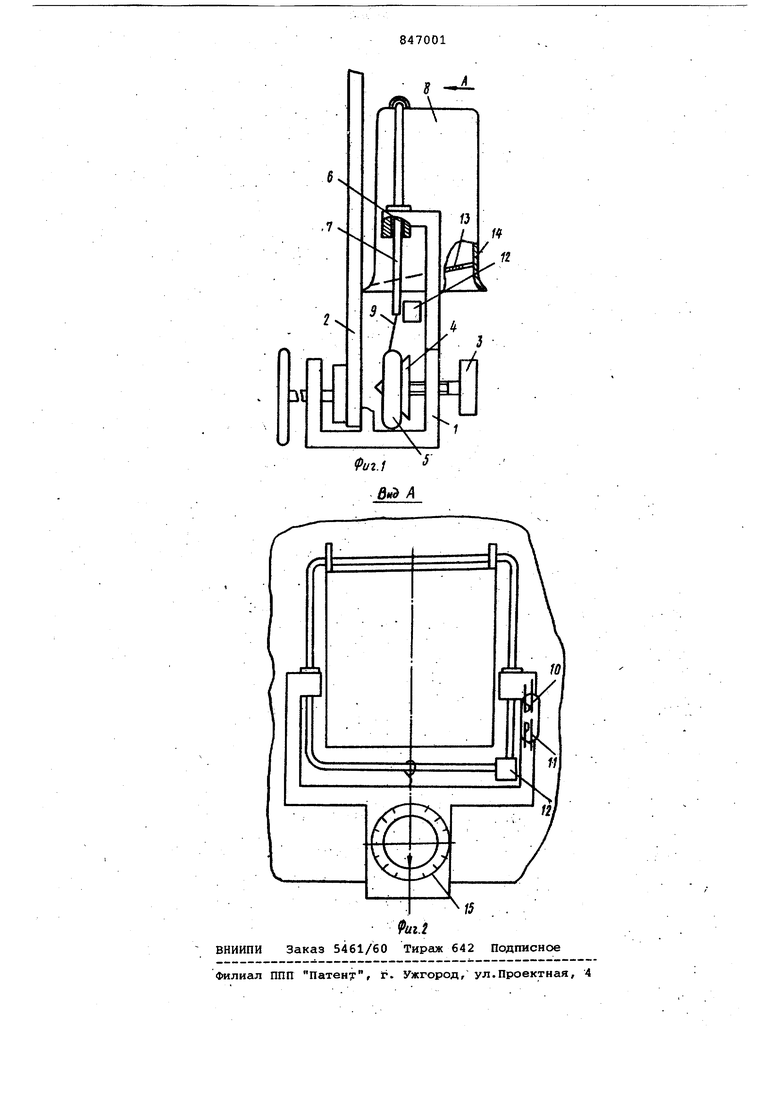
Газособирающий сосуд 8 имеет наклонное дно 13 с отверстием 14 для входа газа в сосуд и выхода из него. На скобе 1 нанесена шкала 15, указывающая наположение микрометрического винта 3.
Устройство работает следукнцим образом. .
При помощи крепежной скобы 1 оно крепится к обрабатываемой детали 2 таким образом, что в первоначальном положении сосуд 8 касается обра батываемой детали 2. По шкале 15, вращая микрометрический винт 3, устанавливают коническую головку 4 на расстоянии от поверхности детали 2, равном толщине калиброванного кольца за вычетом величины снимаемого слоя металла. Опускают обрабатьшаемую деталь 2 в травильный раствор и устанавливают ее вертикально, Выделягоцийся в процессе травления газ заполняет нижнюю часть сосзуда 8 и, через отверстия 14, попадает в сосуд, вытес-няя из него раствор.- По мере стравливания металла асимметрично закрепленвый сосуд 8 под действием своего веса поворачивается относительно верхней части рамки 7 по .часовой стрелке до упора в обрабатываемую поверхность что исключает утечку газа между сосудом и деталью в процессе заполнения сосуда газом. Когда подъемная сила газа;превысит силу тяжести сойуда- 8, рамки 7 и калиброванного кольца 5 сосуд 8 поднимается вверх и поднимает рамку 7, которая свободно першещаеуся в направляющих 6 скобы 1. Рамка 7 через гибкую тягу 9 поднимает кольцо 5, которое начинает перемещаться по конической головке 4 до тех пор, пока не упрется в поверхность обрабатываемой детали 2, что препятствует дальнейшему подъему сосда 8. Затем, поскольку сосуд 8 закрелен асимметрично на рамке 7, подъемная сила поворачивает его против часвой стрелки, газ выходит через отверстие 14, и сосуд поворачивается
по часовой стрелке и опускается вниз. Далее цикл,повторяется. При движении. рамки 7 вверх магнит 12 замыкает датчик 11. Частота замыкания датчика 11 пропорциональна интенсивности газовыделения, т.е. скорости травления.
После снятия слоя металла заданной величины кольцо 5 во время подъема сосуда 8 проходит между головкой 4 измерительного наконечника и .по- верхностью обрабатываемой детали 2, сосуд 8 поднимается выше, и магнит 12 замыкает датчик 10, включая сигнализацию о достижении заданной величины стравливаемого слоя металла. Процесс травления после этого прекращают .
Данное устройство дает положительный эффект за счет повышения точности измерения величин снимаемого слоя металла и скорости травления.
Формула изобретения
Устройство для измерения толщины стравливаемого слоя металла и скорости травления, содержащее крепежную скобу с прижимами, направляющие, установленные на скобе, газособирающий сосуд, выполненный с возможностью возвратно-поступательного перемещения по направлякяцим, измерительный наконечник и датчики сигнгшизирующие о скорости травления и величине снятого слоя металла, отличающ е е с я тем, что с целью повышения точности измерения, оно снабжено калиброванным кольцом, связанным гибкой тягой с газособиррющим сосудом и надетым на измерительный наконечник, а последний выполнен в виде усг тановленного на крепежной скобе микрометрического винта с конической головкой. .
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 603702, КЛ. G 01 В 7/06, 1978 прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля толщины стравливаемого слоя | 1986 |
|
SU1326883A1 |
| Устройство для контроля толщины стравливаемого слоя металла | 1976 |
|
SU603702A1 |
| Устройство для контроля скорости травления деталей | 1986 |
|
SU1357461A1 |
| Устройство для контроля толщины стравливаемого слоя металла | 1978 |
|
SU711345A1 |
| Устройство для контроля скорости травления деталей | 1987 |
|
SU1440963A1 |
| Устройство для измерения толщины снимаемого слоя и скорости травления в процессе обработки деталей методом размерного химического травления | 1991 |
|
SU1824461A1 |
| Прибор для контроля глубины снимаемого слоя в процессе размерного травления | 1960 |
|
SU149988A1 |
| Устройство для контроля толщины стравливаемого слоя металла при получении деталей клиновидной формы | 1978 |
|
SU712645A1 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| Способ контроля толщины детали в процессе размерного химического травления | 1979 |
|
SU899716A1 |