(Л
С.
1ШЯНР
О
о а
09
ue.-f
рости травления деталей содержит скобу крепления 1, в которую устанавливают обрабатываемую деталь 2, га- зособирающий сосуд 3 с окнами 4, расположенными по периметру нижней части, шток 6, к нижней части которого при помощи подвижного-соединени 5 крепится сосуд 3. Шток 6 перемещают в муфте 7 и фиксируют на скобе 1 при помощи винта 8. При погружении детали вместе с устройством в раствор начинается размерное травление, в процессе которого выделяется водород. Часть выделившегося водорода постепенно заполняет сосуд 3, вытесняя из него рабочий раствор. В результате чего сосуд 3 поднимается вверх и поворачивается вокруг подвижного соединения 5, В этот момент натяжение тяги 10 ослабевает и магнит 11 под действием груза 12 перемещается к контакту 13, который замыкает цепь, и прибор 14 сбрасывает показания цифрового измерителя вре- мени. После выхода газа сосуд 3 под действием собственной массы возвращается в исходное положение, и прибор 14 начинает новый счет времени заполнения сосуда. Далее цикл повторяется. Шток 6 устанавливают под углом сС к поверхности обрабатываемой детали. В зависимости от погружаемой глубины этот угол меняется. Такая конструкция устройства позволяет за счет соответствующего изменения положения газоеобирающего сосуда относительно поверхности обработки при изменении глубины его погружения в раствор повысить точность измерения приблизительно на 8%.3 ил
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля скорости травления деталей | 1986 |
|
SU1357461A1 |
| Устройство для измерения толщины снимаемого слоя и скорости травления в процессе обработки деталей методом размерного химического травления | 1991 |
|
SU1824461A1 |
| Устройство для контроля толщины снимаемого слоя металла в процессе размерного химического травления деталей | 1987 |
|
SU1493688A1 |
| Устройство для многопрофильного химического травления деталей | 1980 |
|
SU933804A1 |
| Устройство для контроля толщины стравливаемого слоя | 1986 |
|
SU1326883A1 |
| Устройство для измерения толщиныСТРАВлиВАЕМОгО СлОя МЕТАллА и CKO-РОСТи ТРАВлЕНия | 1979 |
|
SU847001A1 |
| Устройство для контроля толщины стравливаемого слоя металла | 1976 |
|
SU603702A1 |
| РАСХОДОМЕР ЖИДКИХ СРЕД В ОТКРЫТЫХ ВОДОЕМАХ И ВОДОТОКАХ | 2008 |
|
RU2380657C1 |
| Способ контроля толщины детали в процессе размерного химического травления | 1979 |
|
SU899716A1 |
| Способ получения деталей с участками переменной толщины | 1979 |
|
SU990871A1 |
Изобретение относится к измерительной технике, в частности для измерения скорости размерного химического травления деталей. Цель -изобретения - повышение точности измерений/ Устройство для контроля ско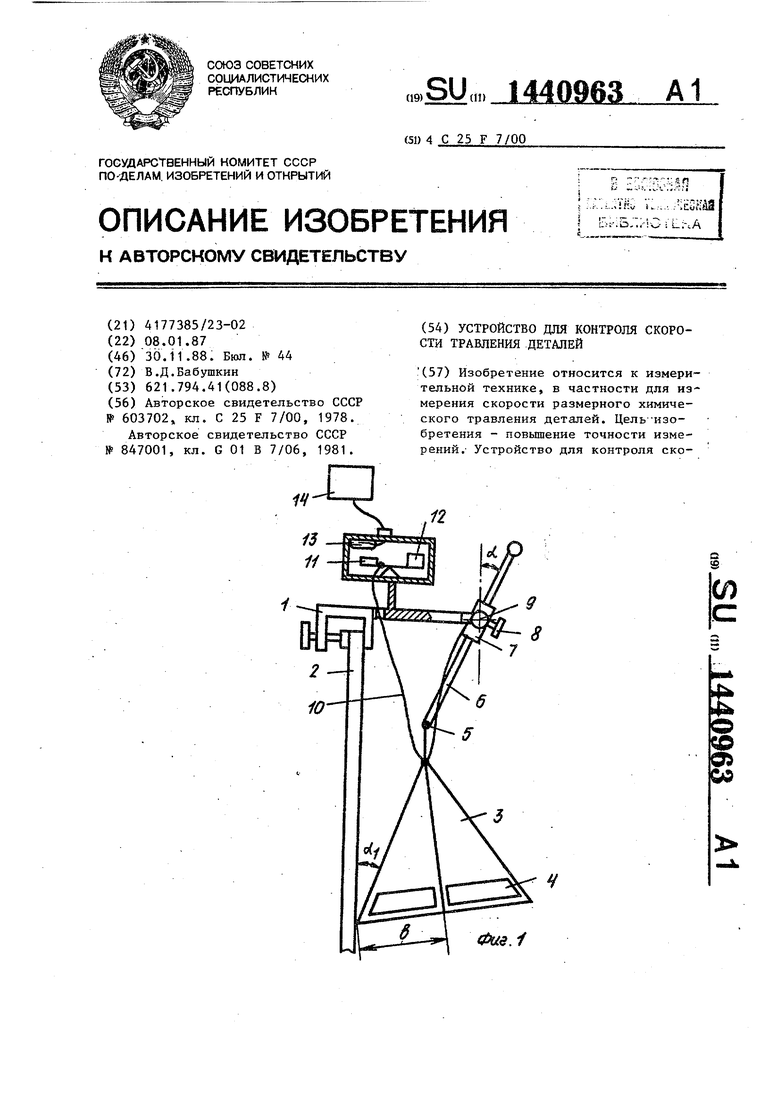
1
Изобретение относится к измерительной технике и может быть использовано для контроля скорости размер- (Ного химического травления деталей.
Цель изобретения - повьщ1ение точности измерений.
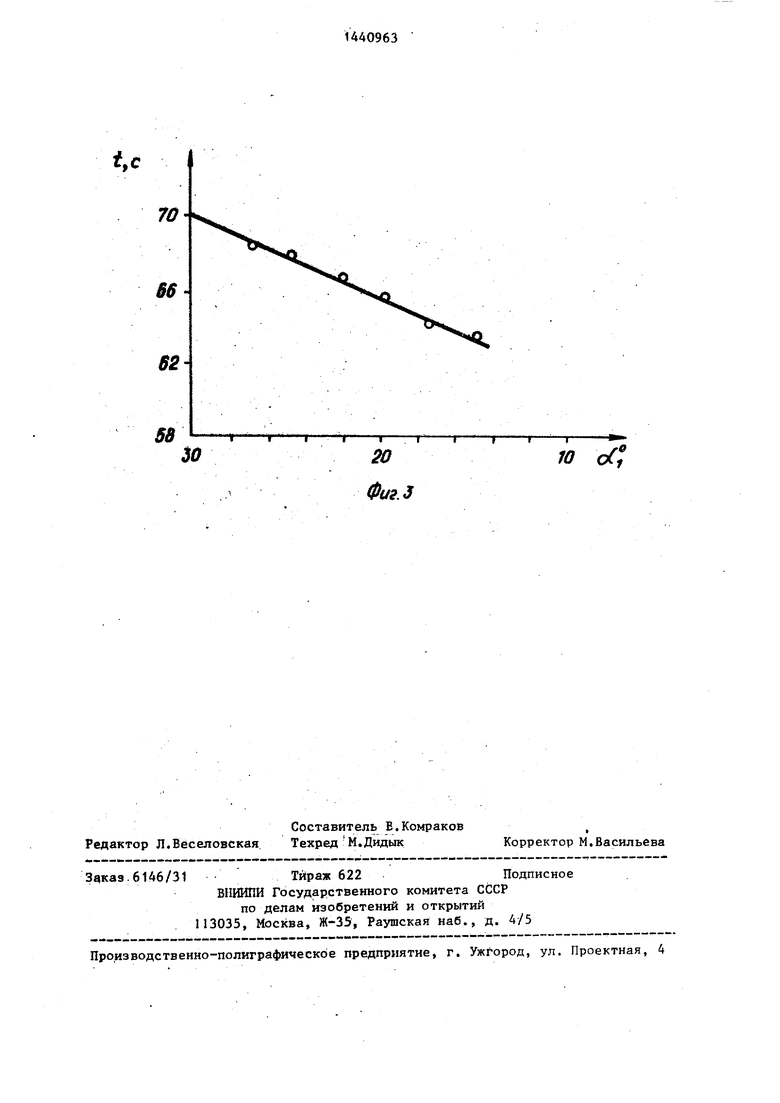
На фиг.1 изображено устройство,общий вид; на фиг.2 - то же, вид свер- ху; на фиг.З - графи зависимости времени заполнения сосуда от угла наклона боковой поверхности сосуда.
Устройство содержит скобу 1 крепления, посредством которой оно при- креплено к вертикально расположенной обрабатываемой детали 2. Газособира ющий сосуд 3 выполнен с прямоугольными окнами 4, вырезанными по периметру боковой поверхности нижней части сосуда 3, и посредством подвижного соединения 5 соединен со скобой 1 крепления через щток .6, имеющий возможность перемещения по длине в муфте 7. Фиксация штока 6 в муфте 7 осуществлена винтом 8. Угол наклона штока 6 к поверхности обрабатываемой детали 2 устанавливается соответствующим поворотом муфты 7. Фиксация муфты 7 в заданном положении осуществляется винтом 9. Газосо- бирающий сосуд 3 посредством гибкой тяги 10 соединен с сигнализатором, вьшолненным в виде магнита 11, установленным с возможностью поворота относительно точки опоры под действием груза 12, Магнитоуправля- емый контакт 13 (геркон) размещен над магнитом 11 и электрически связан с прибором 14, показывающим скорость травления обрабатываемой детали 2.
Устройство работает следующим образом.
В исходном положении устройство посредством скобы 1 крепления раз - мещается на общей раме крепления обрабатываемых деталей. Деталь вместе с устройством погружается в травящий растворд и начинается обработка детали. В процессе травления водород, вьделяющийся выше границы касания дном сосуда детали, поднимаясь,частично попадает в окно 4, расположенное напротив поверхности травления, и постепенно заполняет газо- собирающий сосуд 3, вытесняя из него раствор. Когда подъемная сила газа станет больше веса сосуда 3, со3U
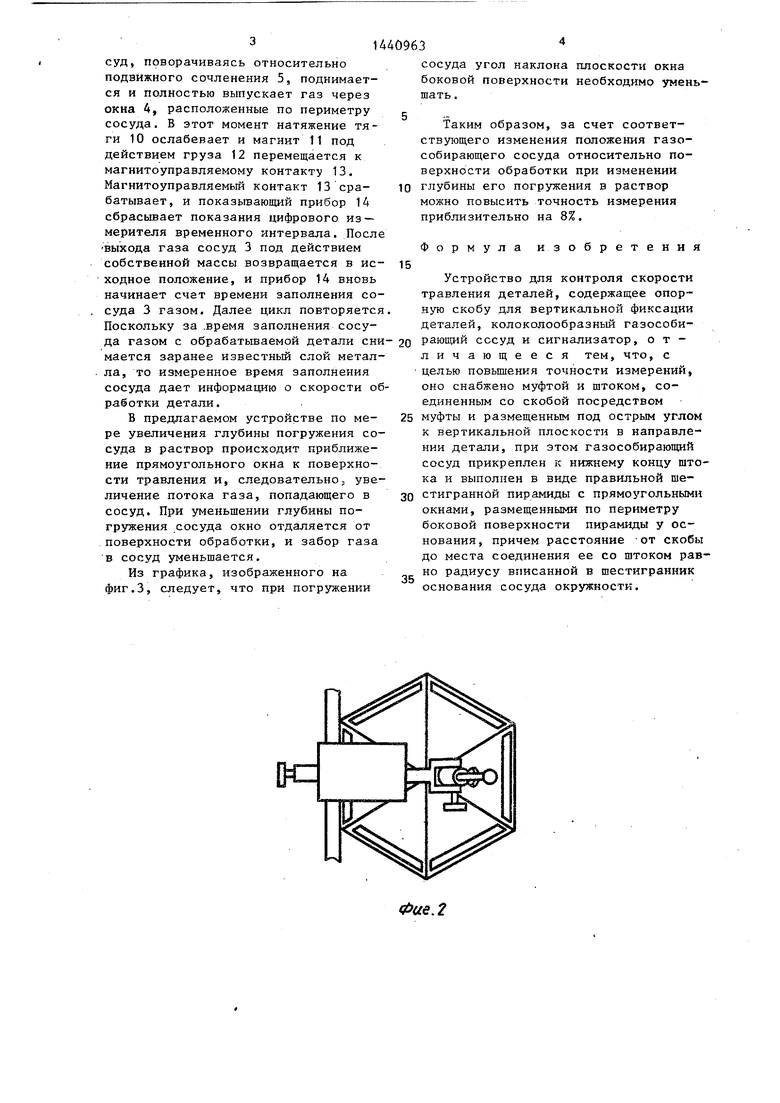
суд, поворачиваясь относительно подвижного сочленения 5, поднимается и полностью выпускает газ через окна 4, расположенные по периметру сосуда. В этот момент натяжение тяги 10 ослабевает и магнит 11 под действием груза 12 перемещается к магнитоуправляемому контакту 13. Магнитоуправляемый контакт 13 срабатывает, и показывающий прибор 14 сбрасьюает показания цифрового измерителя временного интервала. После выхода газа сосуд 3 под действием собственной массы возвращается в исходное положение, и прибор 14 вновь начинает счет времени заполнения сосуда 3 газом. Далее цикл повторяется Поскольку за .время заполнения сосу
да газом с обрабатьшаемой детали сни- 20 рэющий сосуд и сигнализатор, о т мается заранее известный слой металла, то измеренное время заполнения сосуда дает информацию о скорости обработки детали.
В предлагаемом устройстве по мере увеличения глубины погружения сосуда в раствор происходит приближение прямоугольного окна к поверхности травления и, следовательноз увеличение потока газа, попадающего в сосуд. При уменьшении глубины погружения сосуда окно отдаляется от поверхности обработки, и забор газа в сосуд уменьшается.
Из графика, изображенного на фиг.З, следует, что при погружении
сосуда угол наклона плоскости окна боковой поверхности необходимо уменьшать .
Таким образом, за счет соответствующего изменения положения газо- собирающего сосуда относительно поверхности обработки при изменении глубины его погружения в раствор можно повысить точность измерения приблизительно на 8%.
Формула изобретения
Устройство для контроля скорости травления деталей, содержащее опорную скобу для вертика-пьной фиксации деталей, колоколообразный газособиличающееся тем, что, с целью повышения точности измерений, оно снабжено муфтой и штоком, соединенным со скобой посредством
25 муфты и размещенным под острым углом к вертикальной плоскости в направлении детали, при этом газособирающий сосуд прикреплен к нижнему концу штока и выполнен в виде правильной ше30 стигранной пирамиды с прямоугольными окнами, размещенными по периметру боковой поверхности пирамиды у основания, причем расстояние от скобы до места соединения ее со штоком равно радиусу вписанной в шестигранник
35
основания сосуда окружности.
Фие.2
t.c
10 of
| Устройство для контроля толщины стравливаемого слоя металла | 1976 |
|
SU603702A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для измерения толщиныСТРАВлиВАЕМОгО СлОя МЕТАллА и CKO-РОСТи ТРАВлЕНия | 1979 |
|
SU847001A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
