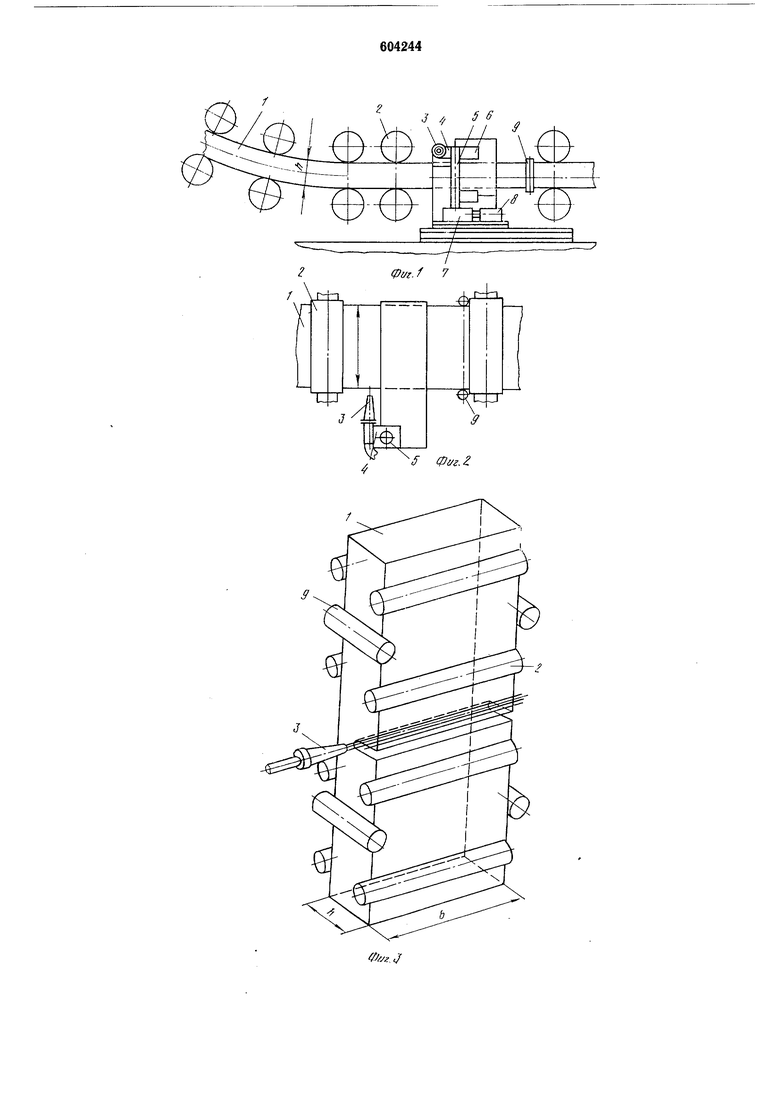
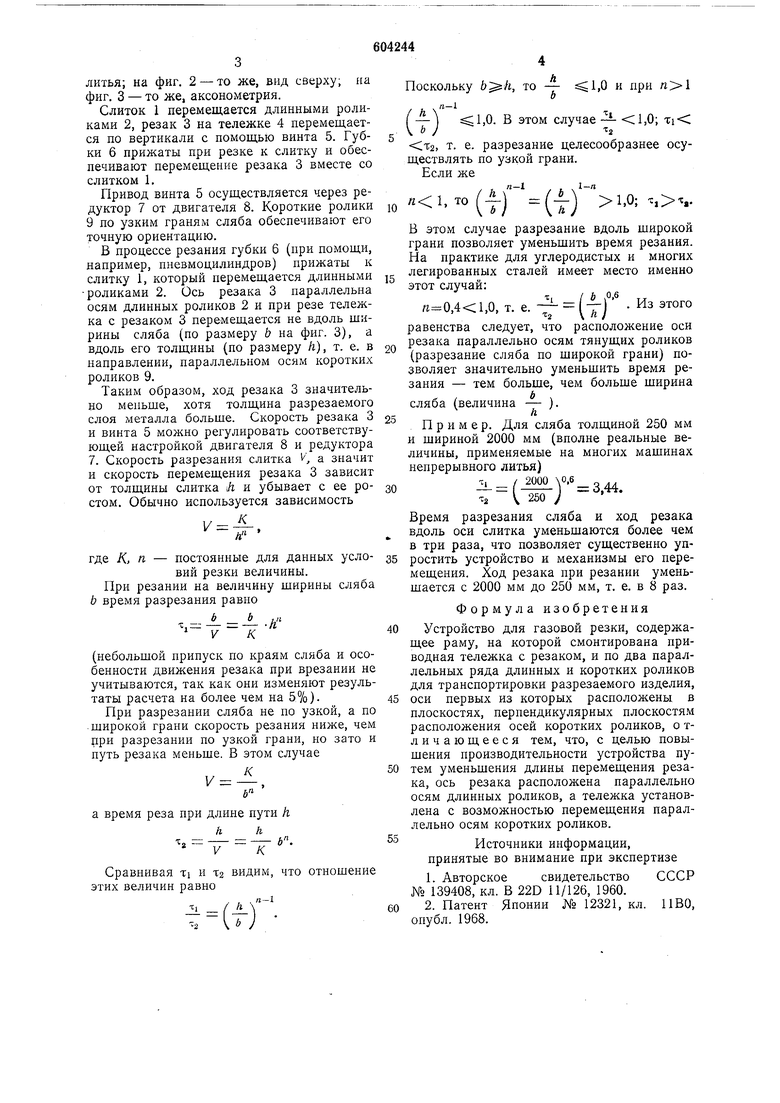
литья; на фиг. 2 - то же, вид сверху, на фиг. 3 - то же, аксонометрия. Слиток 1 перемещается длинными роликами 2, резак 3 на тележке 4 перемещается по вертикали с помощью винта 5. Губки 6 прижаты при резке к слитку и обеспечивают перемещение резака 3 вместе со слитком 1. Привод винта 5 осуществляется через редуктор 7 от двигателя 8. Короткие ролики 9 по узким граням сляба обеспечивают его точную ориентацию. В процессе резания губки 6 (при помощи, например, пневмоцилиндров) прижаты к слитку 1, который перемещается длинными роликами 2. Ось резака 3 параллельна осям длинных роликов 2 и при резе тележка с резаком 3 перемещается не вдоль ширины сляба (по размеру b на фиг. 3), а вдоль его толщины (по размеру /г), т. е. в направлении, параллельном осям коротких роликов 9. Таким образом, ход резака 3 значительно меньше, хотя толщина разрезаемого слоя металла больше. Скорость резака 3 и винта 5 можно регулировать соответствующей настройкой двигателя 8 и редуктора 7. Скорость разрезания слитка , а значит и скорость перемещения резака 3 зависит от толщины слитка Л и убывает с ее ростом. Обычно используется зависимость V-JL - где К, п - постоянные для данных условий резки величины. При резании на величину ширины сляба b время разрезания равно ...л V К (небольшой припуск по краям сляба и особенности движения резака при врезании не учитываются, так как они изменяют результаты расчета на более чем на 5%). При разрезании сляба не по узкой, а по широкой грани скорость резания ниже, чем при разрезании по узкой грани, но зато и путь резака меньше. В этом случае а время реза при длине пути h ft h fT trt сравнивая TI и Т2 видим, что отношение этих величин равно Поскольку , TO - l,Q и при h ( - ) 1,0. В этом случае 1,0; TI С Т2, т. е. разрезание целесообразнее осуществлять по узкой грани. Если же (тГ( этом случае разрезание вдоль широкой грани позволяет уменьщить время резания. На практике для углеродистых и многих легированных сталей имеет место именно этот случай: -с, / ъ lO.e т ,,0, т. е. -; ( -j Из этого равенства следует, что расположение оси резака параллельно осям тянущих роликов (разрезание сляба по широкой грани) позволяет значительно уменьшить время резания - тем больше, чем больше ширина сляба (величина - ). Пример. Для сляба толщиной 250 мм и шириной 2000 мм (вполне реальные величины, применяемые на многих машинах непрерывного литья) t c r «Время разрезания сляба и ход резака вдоль оси слитка уменьшаются более чем в три раза, что позволяет существенно упростить устройство и механизмы его перемещения. Ход резака при резании уменьшается с 2000 мм до 250 мм, т. е. в 8 раз. Формула изобретения Устройство для газовой резки, содержащее раму, на которой смонтирована приводная тележка с резаком, и по два параллельных ряда длинных и коротких роликов для транспортировки разрезаемого изделия, оси первых из которых расположены в плоскостях, перпендикулярных плоскостя.м расположения осей коротких роликов, о тличающееся тем, что, с целью повышения производительности устройства путем уменьшения длины перемещения резака, ось резака расположена параллельно осям длинных роликов, а тележка установлена с возможностью перемещения параллельно осям коротких роликов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 139408, кл. В 22D 11/126, 1960. 2. Патент Японии № 12321, кл. ПВО, опубл. 1968.
LeJ S S
LL
t±)
/
r-t-1
т
Фш. f 7
r4n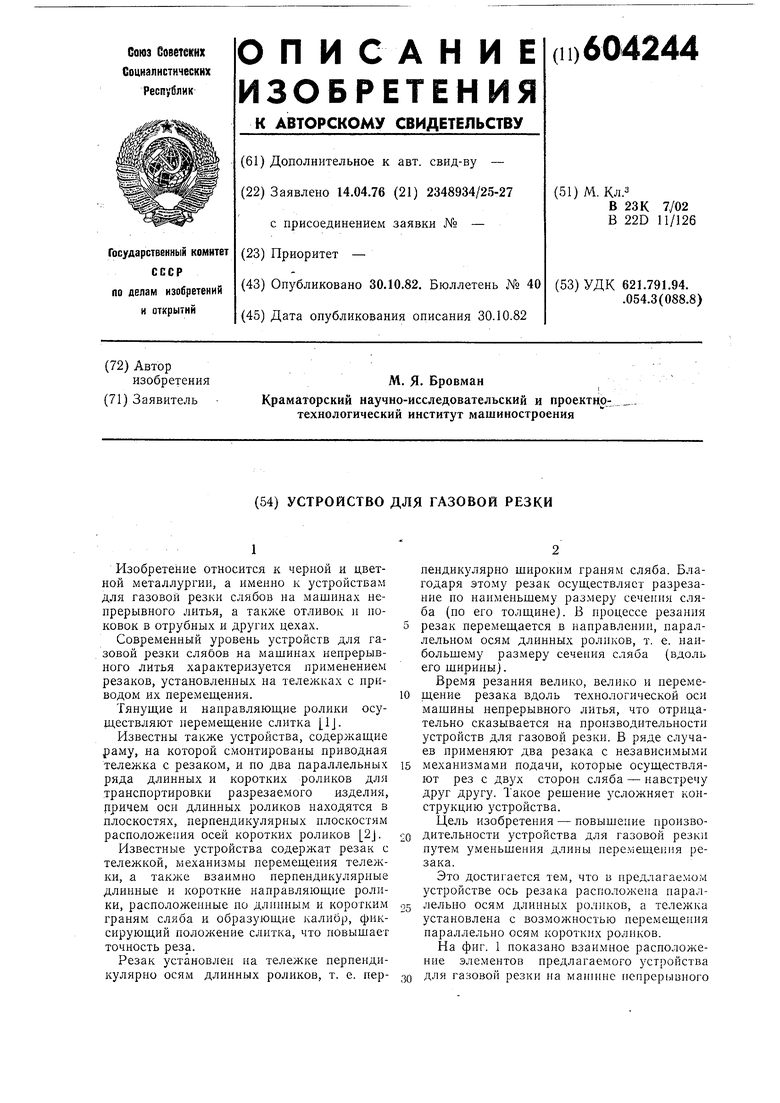
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| Участок резки | 1991 |
|
SU1816588A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| СПОСОБ СНИЖЕНИЯ ОХЛАЖДЕНИЯ БОКОВЫХ И ТОРЦЕВЫХ ГРАНЕЙ ГОРЯЧЕГО СЛЯБА В ПРОЦЕССЕ ЕГО ТРАНСПОРТИРОВКИ НА ПРОКАТКУ И ПЕЧНАЯ ГРУППА ОБОРУДОВАНИЯ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА СТОРОНЕ ВЫДАЧИ СЛЯБОВ ИЗ ПЕЧИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2468876C2 |
| Машина для огневой зачистки холодных слябов | 1980 |
|
SU903008A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| Машина для газовой резки слябов | 1978 |
|
SU727357A1 |
| РЕЗАК УНИВЕРСАЛЬНЫЙ | 2005 |
|
RU2292993C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2065804C1 |
| Способ кислородной резки | 1978 |
|
SU697270A1 |